电镀镀种 电镀方式及特性
- 格式:ppt
- 大小:276.50 KB
- 文档页数:22

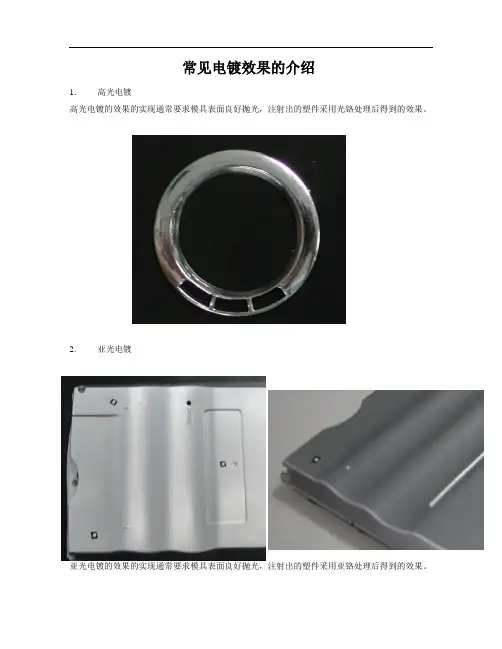
常见电镀效果的介绍
1.高光电镀
高光电镀的效果的实现通常要求模具表面良好抛光,注射出的塑件采用光铬处理后得到的效果。
2.亚光电镀
亚光电镀的效果的实现通常要求模具表面良好抛光,注射出的塑件采用亚铬处理后得到的效果。
3.珍珠铬
珍珠铬电镀的效果的实现通常要求模具表面良好抛光,注射出的塑件采用珍珠铬处理后得到的效果。
4.蚀纹电镀
蚀纹电镀的效果的实现通常要求模具表面处理出不同效果的蚀纹方式后,注射出的塑件采用光铬处理后得到的效果。
5.混合电镀
在模具处理上既有抛光的部分又有蚀纹的部分,注射出的塑件电镀后出项高光和蚀纹电镀的
混合效果,突出某些局部的特征。
6.局部电镀
通过采用不同的方式使得成品件的表面局部没有电镀的效果,与有电镀的部分形成反差,形成独特的设计风格。
7.彩色电镀
通过采用不同的电镀溶液,在电镀后塑件表面沉积的金属会反射出不同的光泽,形成独特的效果。
电镀的基础知识1. 1电镀定意电镀(electroplating)是⼀种电离⼦沉积过程(electrodepos- ition process),是利⽤电极(electrode)通过电流,使⾦属附着在物体表⾯上,其⽬的为改变物体表⾯的特性或尺⼨。
1. 2电镀⽬的是在基材上镀上⾦属镀层(deposit),改变基材表⾯性质或尺⼨。
例如赋予⾦属表⾯的光泽美观、物品防锈、防⽌磨耗;提⾼导电度、润滑性、强度、耐热性、耐候性;热处理的防渗碳、氮化;尺⼨或磨耗的零件修补。
1. 3各种镀⾦⽅法电镀法(electroplating) ⽆电镀法(electroless plating)热浸法(hot dip plating) 熔射喷镀法(spray plating)塑料电镀(plastic plating) 浸渍电镀(immersion plating)渗透镀⾦(diffusion plating) 阴极溅镀(cathode supptering)真空离⼦电镀(vacuum plating) 合⾦电镀(alloy plating)复合电镀(composite plating 局部电镀(selective plating)穿孔电镀(through-hole plating) 笔电镀(pen plating)电铸(electroforming)1.4 电镀基本知识电镀⼤部分是在液体(solution)下进⾏,⽽且⼤多是在⽔溶液(aqueous solution)中电镀,⼤约有30种的⾦属可由⽔溶液进⾏电镀,例如:铜Cu、镍Ni、铬Cr、锌Zn、镉Cd" 、铅Pb、⾦Au、银Ag、铂Pt、钴Co、锰Mn、锑Sb、铋Bi、汞Hg、镓Ga、铟In、铊、As、Se、T e、Pd、Mn、Re、Rh、Os、Ir、Nb、W等等。
有些⾦属必须由⾮⽔溶液进⾏电镀,例如:锂、钠、钾、铍、镁、钙、锶、钡、铝、La、Ti、Zr、Ge、Mo等等。
什么是连续镀镀锌时,阳极(锌板)溶解和阴极(工件)沉积是同时进行的,当两极的电流效率都是100%时,溶液中的锌离子浓度保持不变,但是,干活时总会带出溶液,带进水,因而锌离子浓度会减少,另外两极的电流效率往往不是100%,比如阴极表面往往有气泡产生,电流效率就小于100%,这一效应会使锌离子浓度升高,总之,溶液中锌离子浓度是会变化的,经常分析调整是必要的。
电解出锌离子多少和电流、时间有关,电流越大,时间越长,电解出的锌离子越多,但是同时阴极也沉积出几乎同样多的锌。
镀层厚薄不光和时间有关,还和电流大小有关,没有电流或电流很小,时间再长也镀不厚。
镀锌工艺有好多种,以氯化钾大小为例,其主要成分是:氯化钾200g/L,氯化锌70g/L,硼酸35g/L,硼酸起到稳定pH的作用,还要加些光亮剂。
阴极吸附锌就是镀上锌。
用硼酸作电解液,就是上面说的配方。
挂镀rack plating挂镀是工件装夹在挂具上,适宜大零件,每一批能镀的产品数量少,镀层厚度10μm 以上的工艺。
滚镀barrel plating制件在回转容器中进行的电镀。
适用于小型零件。
滚镀适用于受形状、大小等因素影响无法或不宜装挂的小零件的电镀,它与早期小零件电镀采用挂镀或篮筐镀的方式相比,节省了劳动力,提高了劳动生产效率,而且镀件表面质量也大大提高。
所以,滚镀的发明与应用在小零件电镀领域无疑有着非常积极的意义。
滚镀早在20世纪20年代就已经在工业上得到应用。
国内滚镀最早于20世纪50年代中后期出现在上海,机械化连续滚镀设备在20世纪60年代左右开始使用,但当时的设备仅仅能够手动控制,而大型全自动滚镀生产线大概从20世纪90年代开始才有较为广泛的应用。
目前,滚镀的产量约占整个电镀加工的50%左右,并涉及到镀锌、铜、镍、锡、铬、金、银及合金等几十个镀种。
滚镀已成为应用非常普遍且几乎与挂镀并驾齐驱的一种电镀加工方式。
2 滚镀的概念滚镀严格意义上讲叫做滚筒电镀。

电镀镍种类全文共四篇示例,供读者参考第一篇示例:电镀镍是一种常见的表面处理技术,广泛应用于金属制品的防腐、外观美化等方面。
根据不同的需求和工艺要求,电镀镍可以分为多种种类。
本文将就电镀镍的种类进行介绍。
1. 光亮镍电镀光亮镍电镀是一种常见的电镀镍种类,主要特点是表面光洁、光亮,具有良好的耐腐蚀性能。
光亮镍电镀可以使金属制品表面看起来更加光滑、亮丽,增强其美观性,常用于首饰、五金制品等领域。
光亮镍电镀还具有一定的导电性能和耐磨性,能有效延长金属制品的使用寿命。
2. 半光亮镍电镀半光亮镍电镀是一种介于光亮镍电镀和哑光镍电镀之间的一种种类,表面光泽度适中,既具备一定的光亮效果,又不失现代感。
半光亮镍电镀常用于汽车、家电等领域,能够增加产品的质感和高档感,提升产品的市场竞争力。
3. 哑光镍电镀哑光镍电镀是一种表面呈现哑光效果的电镀镍种类,表面光洁度较差,呈现出一种磨砂质感。
哑光镍电镀常用于一些需要凹凸感和纹理感的产品上,如手机壳、手提包等。
哑光镍电镀还具有一定的防刮、防指纹等功能,能够有效保护产品表面,延长使用寿命。
4. 镍铬合金电镀镍铬合金电镀是一种将镍和铬进行合金化处理的电镀镍种类,具有较高的耐腐蚀性能和硬度。
镍铬合金电镀常用于汽车零部件、机械设备等领域,能够提供良好的防腐蚀效果和耐磨性能,保护金属制品表面不受氧化、腐蚀等影响。
电镀镍种类繁多,不同的种类适用于不同的产品和领域,具有各自独特的优点和特点。
选择适合的电镀镍种类可以提升产品的外观质感和性能表现,增强产品的市场竞争力,值得生产制造企业在生产过程中进行认真考虑和选择。
希望以上内容可以对读者有所帮助。
第二篇示例:电镀镍是一种常见的表面处理方法,通过在基材表面沉积一层镍金属来改善其耐腐蚀性能和外观。
电镀镍可以分为多种类型,每种类型都有其特定的用途和优点。
下面将介绍几种常见的电镀镍种类:1. 光亮镍电镀光亮镍电镀是一种外观光亮、光滑的电镀镍工艺。
通过在基材表面沉积一层均匀而细密的镍层,可以使其表面呈现出非常明亮的金属光泽。
电镀关于汽车上电镀产品用途汽车仪表板,仪表壳、车门内衬、门扣手,标牌,控制器箱体、调节器手柄、开关旋钮、导管工具舱门,车轮盖,门槛上下饰件、反光镜盒,排档手柄上的装饰件等等。
主要是利用ABS的耐冲击性、强度、刚性和成型性等特点。
也有采用PC/ABS的,这种材料应用的少些。
ABS是由丙烯腈、丁二烯和苯乙烯三种化学单体合成。
每种单体都具有不同特性:A (丙烯睛) --- 占20-30% 有高强度、热稳定性及化学稳定性B (丁二烯) --- 占18-23% 具有坚韧性、抗冲击特性;S (苯乙烯) --- 占40-50% 具有易加工、高光洁度及高强度。
从形态上看,ABS是非结晶性材料。
三种单体的聚合产生了具有两相的三元共聚物,一个是苯乙烯-丙烯腈的连续相,另一个是聚丁二烯橡胶分散相。
ABS的特性主要取决于三种单体的比率以及两相中的分子结构。
ABS材料具有超强的易加工性,外观特性,低蠕变性和优异的尺寸稳定性以及很高的抗冲击强度。
因此应用的特别广泛。
只要改变其三者的比例、化合方法、颗粒的尺寸,便可以生产出一系列具有不同冲击强度、流动特性的品种,如把丁二烯的成份增加,则其冲击强度会得到提高,但是硬度和流动性就会降低,强度和耐热性变会减少。
一.电镀的定义和分类1.电镀的定义电镀就是利用电解的方式使金属或合金沉积在工件表面,以形成均匀、致密、结合力良好的金属层的过程,就叫电镀。
简单的理解,是物理和化学的变化或结合。
2.常见镀膜分类化学镀(自催化镀)autocalytic plating在经活化处理的基体表面上,镀液中金属离子被催化还原形成金属镀层的过程。
通过这样的过程才能进行后期电镀等处理,多作为塑件的前处理过程。
电镀electroplating利用电解在制件表面形成均匀、致密、结合良好的金属或合金沉积层的过程,这种工艺过程比较烦杂,但是其具有很多优点,例如沉积的金属类型较多,可以得到的颜色多样,相比类同工艺较而言价格比较低廉。
旋转电镀旋转电镀:旋转电镀就是一种在电镀过程中实现待镀工件(阴极)相对阳极不断旋转,在旋转中实现电镀的一种电镀方式,采用旋转电镀电镀出的工件具有镀层均匀、质量好的优点。
旋转镀相对传统电镀的优势:随着制造业的发展,电镀加工件的形状越来越复杂,要求及标准不断提高,特别是小型复杂的零件,单靠传统的挂镀+阴极移动,很难达到较高的成品合格率,旋转电镀相对于传统的电镀方式具有明显的优点。
旋转电镀方式实现了工件在电镀槽内的溶液中沿中心轴作圆周旋转,这使得镀液对镀件表面不断的大幅度的冲刷和充分的接触交换,同时工件的旋转也使得在旋转电镀装置内的电力线分布较均匀,从而最终达到镀件的镀层均匀、质量好、成本低的目的。
因此,旋转电镀较适合一些外形复杂、对镀层均匀性和质量要求高的工件的电镀,例如某些电子电镀等。
旋转电镀分类及其优缺点:旋转电镀按其旋转的方向可分为水平旋转方式、垂直旋转方式、倾斜旋转方式等,每一种方式都有其特点和适用范围。
下面简单介绍一下这几种方式的优缺点:1、水平旋转电镀:水平旋转电镀方式工件水平吊装,旋转轴与地面平行。
这种方式整个槽体水平安装,空间高度要求不高,容易实现室内操作,溶液、设备的维护较简单;溶液浅,阳极容易制造布置,工作时易于观察阳极工作状况,有利于保证尺寸厚度和圆度;前期准备工作容易进行。
但这种方式场地面积要求较大,吊装、入槽定位困难,需要进行整体设计,起吊工装复杂,电极连接方式不便,操作不易掌握。
2、倾斜旋转方式:倾斜旋转电镀方式工件倾斜安装,旋转轴与地面成非90°夹角。
这种电镀方式的优点是倾斜安排可以很容易排出气体且不会形成气袋和气痕;槽体尺寸介于垂直与水平之间,对场地面积要求也介于垂直与水平之间;导电装置布置在溶液外容易实现,电极连接方式快捷、易于掌握;旋转传动及固定装置复杂程度介于垂直与水平之间,可以布置在镀槽外部。
缺点是工装适应性差,工件入槽定位不方便,不容易操作,阳极需要特殊布置,特别适合窄槽部位电镀。
滚镀Barrel Electroplating大批小零件放在滚动的容器中进行电镀的过程。
如钢铁零件滚镀锌、滚镀铜、滚镀高锡青铜;铜和铜合金零件滚镀镍等。
滚镀溶液和电镀条件与槽镀基本相同,有时根据材质和镀件形状也会作一些调整。
1 概述滚镀适用于受形状、大小等因素影响无法或不宜装挂的小零件的电镀,它与早期小零件电镀采用挂镀或篮筐镀的方式相比,节省了劳动力,提高了劳动生产效率,而且镀件表面质量也大大提高。
所以,滚镀的发明与应用在小零件电镀领域无疑有着非常积极的意义。
滚镀早在20世纪20年代就已经在工业上得到应用。
国内滚镀最早于20世纪50年代中后期出现在上海,机械化连续滚镀设备在20世纪60年代左右开始使用,但当时的设备仅仅能够手动控制,而大型全自动滚镀生产线大概从20世纪90年代开始才有较为广泛的应用。
目前,滚镀的产量约占整个电镀加工的50%左右,并涉及到镀锌、铜、镍、锡、铬、金、银及合金等几十个镀种。
滚镀已成为应用非常普遍且几乎与挂镀并驾齐驱的一种电镀加工方式。
2 滚镀的概念滚镀严格意义上讲叫做滚筒电镀。
它是将一定数量的小零件置于专用滚筒内、在滚动状态下以间接导电的方式使零件表面沉积上各种金属或合金镀层、以达到表面防护装饰及各种功能性目的的一种电镀加工方式。
典型的滚镀过程是这样的:将经过镀前处理的小零件装进滚筒内,零件靠自身的重力作用将滚筒内的阴极导电装置紧紧压住,以保证零件受镀时所需的电流能够顺利地传输。
然后,滚筒以一定的速度按一定的方向旋转,零件在滚筒内受到旋转作用后不停地翻滚、跌落。
同时,主金属离子受到电场作用后在零件表面还原为金属镀层,滚筒外新鲜溶液连续不断地通过滚筒壁板上无数的小孔补充到滚筒内,而滚筒内的旧液及电镀过程中产生的氢气也通过这些小孔排出筒外。
滚镀一般应具备以下几个基本特征。
2.1 滚镀是在滚筒内进行的滚镀与小零件挂镀最大的不同在于它使用了滚筒,滚筒是承载着小零件在不停地翻滚的过程中受镀的一个盛料装置。