第七章数控
- 格式:ppt
- 大小:494.50 KB
- 文档页数:41


着现代加工业的发展,实际生产过程中,比较复杂的二维零件、具有曲线轮廓和三维复杂零件越来越多,手工编程已满足不了实际生产的要求。
如何在较短的时间内编制出高效、快速、合格的加项目序,在这种需求推动下,数控自动编程得到了很大的发展。
7. 1什么叫自动编程自动编程又称为计算机辅助编程。
其定义是:利用计算机(含外围设备>和相应的前置、后置处理程序对零件源程序进行处理,以得到加项目序单和数控带的一种编程方式。
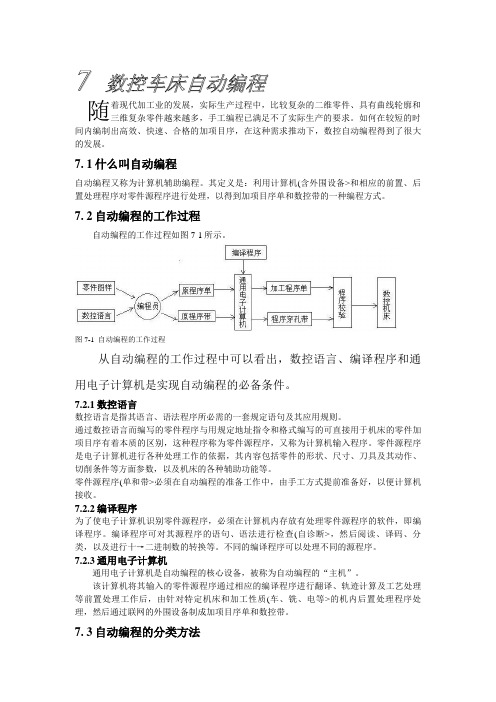
7. 2自动编程的工作过程自动编程的工作过程如图7-1所示。
图7-1 自动编程的工作过程从自动编程的工作过程中可以看出,数控语言、编译程序和通用电子计算机是实现自动编程的必备条件。
7.2.1数控语言数控语言是指其语言、语法程序所必需的一套规定语句及其应用规则。
通过数控语言而编写的零件程序与用规定地址指令和格式编写的可直接用于机床的零件加项目序有着本质的区别,这种程序称为零件源程序,又称为计算机输入程序。
零件源程序是电子计算机进行各种处理工作的依据,其内容包括零件的形状、尺寸、刀具及其动作、切削条件等方面参数,以及机床的各种辅助功能等。
零件源程序(单和带>必须在自动编程的准备工作中,由手工方式提前准备好,以便计算机接收。
7.2.2编译程序为了使电子计算机识别零件源程序,必须在计算机内存放有处理零件源程序的软件,即编译程序。
编译程序可对其源程序的语句、语法进行检查(自诊断>,然后阅读、译码、分类,以及进行十→二进制数的转换等。
不同的编译程序可以处理不同的源程序。
7.2.3通用电子计算机通用电子计算机是自动编程的核心设备,被称为自动编程的“主机”。
该计算机将其输入的零件源程序通过相应的编译程序进行翻译、轨迹计算及工艺处理等前置处理工作后,由针对特定机床和加工性质(车、铣、电等>的机内后置处理程序处理,然后通过联网的外围设备制成加项目序单和数控带。
7. 3自动编程的分类方法随自动编程一般可按所用设备(编程系统>、插补类型和编程语言等进行分类,目前多按所用设备(除数控机床已具备其直接编程功能外>分类。
第七章数控机床数据通讯随着计算机技术的发展,以往使用PRP(纸带阅读穿孔机)与CNC系统进行NC程序输入/输出的技术,由于纸带的保存,管理,容量,可靠性等,存在着不足之处,正逐渐被淘汰。
许多CNC系统生产厂家目前都能提供计算机NC 程序服务功能,但仅限于自己的CNC系统,互相之间并不通用。
同时,随着市场经济和企业信息化的发展,企业数控机床的数量越来越多,而传统的单机管理模式因技术手段落后、生产效率低、管理与维护费用高昂等弊端已不能适应企业发展的需要,再加上用户使用了多种信息管理系统,如ERP,PDM,CRM,CAD/CAPP/CAM等,各种系统之间还必须考虑信息共享,以避免信息化孤岛,因此,使用集成式DNC技术对数控设备群进行管理势在必行。
第一节串行通讯连接一、机床通讯的接口类型:目前,数控机床网络DNC一般采用三种网络接口,即:串行通讯RS-232C/422/485模式;以太网络模式;还有现场总线模式,其中以第一种串口通讯模式最为普遍。
二、串行通讯接口的技术特性与接线形式。
1.RS-232C通讯接口RS-323C标准是美国EIA(电子工业联合会)与BELL等公司一起开发的1969年公布的通信协议。
它适合于数据传输速率在0~20000b/s范围内的通信。
这个标准对串行通信接口的有关问题,如信号线功能、电器特性都作了明确规定。
由于通讯设备厂商都生产与RS-232C制式兼容的通信设备,因此,它作为一种标准,目前已在微机通信接口中广泛采用。
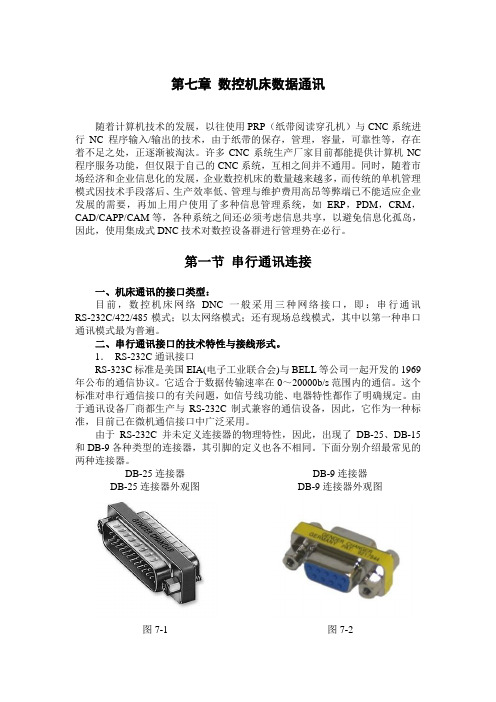
由于RS-232C并未定义连接器的物理特性,因此,出现了DB-25、DB-15和DB-9各种类型的连接器,其引脚的定义也各不相同。
下面分别介绍最常见的两种连接器。
DB-25连接器DB-9连接器DB-25连接器外观图图7-1 DB-9连接器外观图图7-2表7-1DB-25连接器针脚信号含义。
针号功能含义信号3接收数据RX 2发送数据TX 20数据终端准备好DTR 7信号地GND 6数据准备好DSR 4发送请求RTS 5清除发送CTS表7-2DB-9连接器针脚信号含义针号功能含义信号2接收数据RX 3发送数据TX 4数据终端准备好DTR 5信号地GND 6数据准备好DSR 7发送请求RTS 8清除发送CTS串口连接接线方式:9针连接器与9针连接器9针连接器与25针连接器图7-3 图7-4表7-3 串口连接规律:连接器A RX TX DTR DSR RTS CTS GND连接器B TX RX DSR DTR CTS RTS GND还有一种简化的三线接法,如图7-5分别连接RX、TX、GND三个信号脚,在连接器本端将DTR和DSR信号脚短接,传输时认为任何时候数据终端都是准备好的。

第七章数控机床的控制系统概述学习目的:1.什么是数控技术、数控系统和数控机床,数控系统对机床的控制包括哪几方面?2.数控机床控制系统组成有哪些,他们的作用各是什么?3.数控机床的控制方式有几种,各有什么特点?4.数控机床的接口有几类,他们的接口规范是什么?第一节数控机床的控制系统一、数字控制技术简介1.数字控制技术数字控制(Numerical Control)技术,简称数控技术,是用数字化信号对机床运动及其加工过程进行自动控制的一种方法。
数控技术不仅用于机床的控制,而且还用于其它设备的控制,产生了诸如数控绘图机、数控测量机等数控设备。
2.数控系统和数控机床用数字控制技术实现自动控制的系统称为数控系统。
数控系统中的控制信息是数字量,其硬件基础是数字逻辑电路。
最初数控系统是由数字逻辑电路构成的,所以也成为硬件数控系统。
现代数控系统采用存储程序的专用计算机或通用计算机来实现部分或全部基本数控功能,所以成为计算机数控系统(Comouter Numerical Control),简称CNC系统。
计算机数控系统是在硬件和软件共同作用下完成数控任务的,具有真正的“柔性”。
数控系统对机床的控制包括顺序控制和数字控制两个方面。
顺序控制是指对刀具交换、主轴调速、冷却液开关、工作台的极限位置等一类开关量的控制。
数字控制是指机床进给运动的控制,用于实现对工作台或刀架的位移、速度这一类数字量的控制。
数控系统与机床的有机结合称为数控机床,如数控车床、数控铣床、数控加工中心等。
数控机床是机电一体化的典型产品,是集机床、计算机、电力拖动、自动控制、检测等技术为一体的自动化设备。
二、数控机床控制系统的组成序记载机床加工所需的各种信息,包括零件的加工轨迹、工艺信息及开关命令。
输入装置是将程序载体上的数控编码转换成相应的脉冲信息,传送并存入数控装置内。
输出装置显示输入的内容及数控工作状态等信息,监控数控系统的运行。
常用的输入/输出装置有光电阅读机、磁带录放机、磁盘驱动器、键盘和CRT显示器等。