L250钢车轴锻造工艺的研究与运用
- 格式:doc
- 大小:28.00 KB
- 文档页数:6
半连续铸锭。
铸出尺寸为φ170mm的合格铸锭,然后进行均匀化处理。
均匀化处理温度为460℃,时间为24h,出炉空冷。
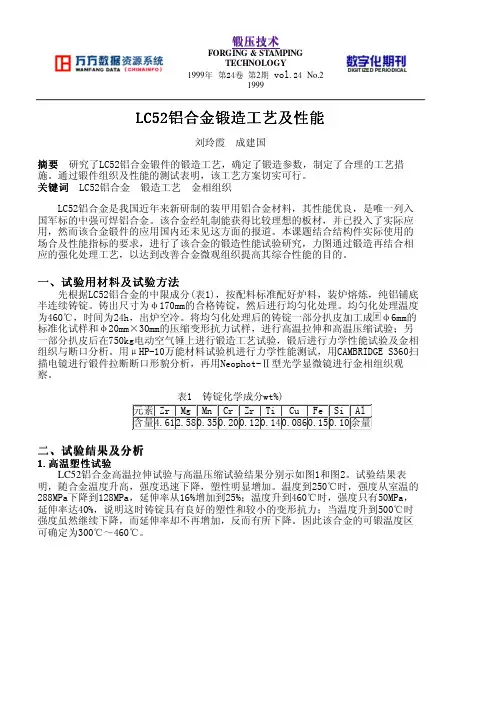
将均匀化处理后的铸锭一部分扒皮加工成φ6mm的图1 铸态LC52铝合金的拉伸性能图2 LC52铝合金的塑性图 由高温压缩试验可以看出,试样在300~500℃范围,合金变形量在76%不开裂,在450℃时塑性最好合金变形量在80%不开裂,由此可以看出合金在250~500℃具有较好的塑性。
2.锻造工艺试验 根据高温拉伸和高温压缩试验结果,结合铝合金半连续铸锭晶粒细小的特点,综合分析认为,影响该合金强度与塑性的主要因素是锻造变形量和锻后热处理工艺。
因该合金的高温塑性较好,为简化工序便于生产,决定采用一次镦拔的大变形锻造工艺,二火锻成。
第一火轴向压缩,锤击力要轻,每次变形量要小,总变形量要控制在60%左右;第二火轴向拔长,这次的锤击力在前火的基础上可增大,轴向拔长的总变形量为85%,然后继续一次打扁方,此时可采用大压下量锻造,锻造终了锻件的总变形量可达95%。
终锻温度为385℃,锻坯锻后在空气中冷却。
锻件的金相组织见图3。
(a)(b)图3 锻件的金相组织(×200)(a)横向的金相组织 (b)纵向的金相组织 图3a为横向组织,组织弥散细小,第二相质点已完全破碎,无明显的方向性。
因3b为纵向组织,第二相质点已破碎,沿变形方向排列,析出相质点弥散地分布在α(Al)基体上。
从锻件的金相组织可以看出,由于纵向组织的方向性,锻件的纵、横向性能有差异,纵向性能优于横向性能。
3.试验结果 为了消除锻后应力,提高合金机械性能须进行锻后处理。
锻后处理工艺为460℃×1h,室温水淬;再120℃×24h人工时效。
其锻后拉力性能为:纵向σb:495~510MPa,σ:12%~16%;横向σb:485~495MPa,δ:7.5%~10%。
该性能达到LC52铝合金装甲板的国军标要求。
4.合金的金相组织与断口分析 合金锻件热处理后的纵向组织见图4,是由部分再结晶组织与变形的纤维状组织组成,化合物被破碎并沿锻造主变形方向排列,但不是十分明显,这种组织上的方向性使合金性能上也呈现方向性,因此合金的横向性能稍差于纵向性能。
LZ50钢车轴锻造工艺的研究与运用发布时间:2022-08-12T02:52:47.764Z 来源:《工程建设标准化》2022年4月第7期作者:肖红亮彭伟坤[导读] 在我国现代机械制造行业发展过程中,各项工艺技术不断取得创新,使得加工制造效率快速提升。
肖红亮彭伟坤青岛中车四方轨道车辆有限公司山东省青岛市 266000摘要:在我国现代机械制造行业发展过程中,各项工艺技术不断取得创新,使得加工制造效率快速提升。
LZ50钢车轴在生产过程中,锻造工艺的应用是一项关键工序,能够直接影响生产效率与质量,所以需要明确工艺应用关键要点,并结合工艺实际情况对工艺应用进行优化,是提高LZ50钢车轴产品质量的有效措施。
因此,本文将对LZ50钢车轴锻造工艺的运用方面进行深入地研究与分析,并总结一些合理的意见和措施,以期能够对相关人员有所帮助。
关键词:LZ50钢车轴;锻造工艺;具体运用;优化措施在LZ50钢车轴加工制造过程中,需要采用合理的锻造工艺,做好各项工艺的优化控制工作,尤其是在温度控制方面,需要明确温度控制重要性,结合具体的生产条件,确保金属加工成型效果,并通过对锻造工艺的优化,提升加工制造效率,对锻造工艺的具体应用方式进行创新,是当前制造行业的主要创新突破点。
为此,需要结合LZ50钢车轴加工的具体工艺内容,对工艺应用加以创新。
1?LZ50钢车轴锻造温度控制重要性金属锻造前加热是锻件生产制造过程中的基础工艺环节,是否能够将金属坯料转化为高质量的锻件,对于压力加工领域而言具有重要作用,当前所面临的问题包括金属的塑性以及变形抗力。
为此,在锻造前加热的重要性可以理解为:提升金属塑性、降低变形抗力,使得金属易于流动成型,获得良好的锻造组织。
在加工生产过程中,金属坯料锻造前大部分环节需要通过温度控制改善相应的条件,温度控制对于LZ50钢车轴锻造具有重要的意义。
轴坯采用步进式连续加热炉进行加热处理,钢坯加热过程中,需要随时观察温控表与炉内的温度变化,严格控制喷嘴燃气流量,防止坯料出现过度燃烧的问题,并严格控制钢坯加热时间,平均加热时间不能低于2小时,加热炉内温度一般需要控制在1200摄氏度之内[1]。
表面技术第52卷第6期研究综述铁路车轴表面强化技术研究与应用刘里根1a,肖棚1a,韩瑞鹏1a,赵海2,赵君文1a,韩靖1a,高杰维1b,3,张飞4(1.西南交通大学 a.材料科学与工程学院 b. 牵引动力国家重点实验室,成都 610031;2.马鞍山钢铁股份有限公司,安徽 马鞍山 243000;3.电子科技大学 机械与电气工程学院,成都 611731;4.四川航天烽火伺服控制技术有限公司,成都 611130)摘要:车轴是列车转向架的核心部件之一,引发车轴失效的表面损伤形式主要包括腐蚀、微动磨损和外物致损。
表面强化可改善车轴表面完整性,进而抑制裂纹萌生和延缓裂纹扩展,以提高车轴疲劳强度并延长剩余寿命。
车轴表面强化技术主要包括滚压、喷丸及表面感应淬火。
首先,概述了国内外普速和高速列车车轴表面强化技术的基本原理:滚压和喷丸等物理强化方式使车轴表面塑性变形硬化并引入残余压应力,表面感应淬火通过马氏体相变提高车轴表面强度并引入残余压应力。
然后,重点综述了上述3种表面强化技术的研究进展及其在当前车轴制造过程中的应用,其中,深度滚压是车轴表面强化的主要方式,表面感应淬火主要应用于部分高铁车轴上,而喷丸在车轴上的应用尚少。
最后,从经济性和安全性的角度对比了车轴表面强化技术的优劣:喷丸强化深度有限,不足以提高车轴剩余寿命;中碳钢车轴表面淬火方案在淬硬层深度和残余应力大小方面均优于合金钢车轴滚压方案。
基于损伤容限设计的评价为未来车轴表面强化技术的研究和应用提供了借鉴。
关键词:车轴;表面强化;残余应力;疲劳强度;损伤容限中图分类号:TB31 文献标识码:A 文章编号:1001-3660(2023)06-0096-16DOI:10.16490/ki.issn.1001-3660.2023.06.010Research and Application of Surface Hardening Techniqueson Railway AxlesLIU Li-gen1a, XIAO Peng1a, HAN Rui-peng1a, ZHAO Hai2, ZHAO Jun-wen1a,HAN Jing1a, GAO Jie-wei1b,3, ZHANG Fei4(1. a. School of Materials Science and Engineering, b. State Key Laboratory of Traction Power, Southwest JiaotongUniversity, Chengdu 610031, China; 2. Maanshan Iron & Steel Co., Ltd., Anhui Maanshan 243000, China;收稿日期:2022–02–22;修订日期:2022–07–28Received:2022-02-22;Revised:2022-07-28基金项目:国家重点研发计划子课题项目(2018YFB1201704-03);四川省重点研发计划项目(2021YFG0210);牵引动力国家重点实验室自主课题(2019TPL-T21);安徽省重大科技专项(202003A05020038)Fund:National Key R&D Program Sub project (2018YFB1201704-03); Key R&D Plan Projects in Sichuan Province (2021YFG0210); Independent project of State Key Laboratory of Traction Power (2019TPL-T21); Major Science and Technology Projects in Anhui Province (202003A05020038)作者简介:刘里根(1996—),男,硕士生,主要研究方向为高速列车车轴表面强化和损伤容限评价。
提高车轴透声性能的工艺探究发布时间:2021-09-26T04:58:36.146Z 来源:《新型城镇化》2021年17期作者:王晓彬付祥张毅[导读] 考虑到热处理工序对车轴透声性能的影响,对热处理工艺进行了研究。
中车长江铜陵车辆有限公司安徽铜陵 244142摘要:车轴是铁道车辆的重要部件,其性能直接关系到车辆的行车安全。
我国目前采用的 LZ50 车轴钢与AAR F 级车轴钢相同,具有高强度、高韧性和高抗疲劳性等优良特性,已广泛应用于铁道车辆的车轴生产。
铜陵公司生产车轴的力学性能、金相组织不仅能够满足TB/T2945 标准的规定还能达到AAR M-101-2009 标准的要求,车轴的透声性能也完全能够满足TB/T 2945-1999 和TB/T 1618-2001 的要求。
但TB/T 2945- 1999 和TB/T 1618-2001 对车轴透声性能的要求比《轮规》(铁运 2007 年 98 号文)和AAR M-101-2009 的要求低,探伤灵敏度相差 16dB。
按现有工艺,车轴如采用《轮规》和AAR M-101-2009 所要求的探伤灵敏度进行车轴透声性能检查,会造成大量车轴因其透声性能不合格而报废。
因此,研究车轴透声性能的生产工艺,提高车轴透声性是我们的责任。
关键词:车轴;透声性;工艺一、研究思路影响车轴的透声性能的主要因素有:1、材料的纯净度及均匀性;2、车轴超探部位的粗糙度。
目前国内车轴生产厂家在生产LZ50 钢车轴时,所采用的标准、原材料、装备和工艺基本相同,车轴的透声性能检测执行 TB/T2945-1999 和 TB/T1618-2001 标准。
考虑到热处理工序对车轴透声性能的影响,对热处理工艺进行了研究。
二、生产现状目前车轴热处理一般采用悬挂链式热处理生产线进行,悬挂链式热处理生产线是一种集装卸、加热、冷却工艺为一体的可连续生产的智能化控制的热处理设备,具有生产效率高、热处理质量稳定、高度自动化等特点,从而实现了车轴热处理的批量化和高度的自动化生产。
提升 50钢车轴锻造质量的工艺探讨摘要:50钢车轴是铁路货车运行的关键大部件,运行寿命期25年,直接关系到铁路运行速度和铁路行车安全。
生产工艺流程复杂,技术条件要求高,工序过程控制严格,本文针对车轴锻造相关工序的生产工艺进行深入探讨,旨在提升50钢车轴的锻造质量,保证行车安全。
关键词:车轴锻造质量工艺前言:50钢车轴是铁路货车资质配件,产品工艺流程复杂,技术条件要求高,锻造工序在全部生产过程中处于举足轻重的地位,它决定车轴的外观质量,消除减少原材料的原始缺陷,为提升内部性能和获得良好组织结构打下基础。
因此,探讨50钢车轴锻造工艺,不断提升锻造质量,对实际生产和铁路行车安全具有积极作用。
1.坯料加热对锻造质量的影响保证轴坯加热质量是提高车轴锻造质量的前提条件,轴坯加热质量直接影响轴坯的锻造性能,应合理制定加热规范,正确控制加热过程,保证加热质量。
轴坯加热采用步进式燃气加热炉,炉体装满可容纳44根钢坯,其中预热段12根及加热段16根,均热段16根。
一共配有10支燃气烧嘴,加热段4个,均热段6个,加热段和均热段每个区域各配有一支控温热电偶。
生产过程中,通过远红外线测温仪随时监控炉内各部温度。
生产过程中,我们发现当出现设备故障不能连续生产,坯料在炉内停留过久时,轴坯在炉内氧化严重,轴坯表面氧化皮较厚,锻轴表面氧化皮坑和压痕比较多,个别造成尺寸不够报废;轴坯锻造塑性差,锻后检验机械性能、金相组织明显偏低。
运行时间长了,炉内均热段轴坯两端面下方会积攒氧化皮,达到一定高度,甚至易发生“粘料”现象,影响轴坯正常出料。
我们采用远红外线测温仪,连续跟踪观测异常情况炉内轴坯温度,得出结论:1、当预热段炉温偏高,轴坯表面温度达到1000℃以上,开始急剧氧化。
2、轴坯在高温区域停炉实时间较长,达到6小时以上,造成脱碳层增厚。
进行工艺优化:1、降低预热段温度,将炉温控制在1000℃以内。
调控加热段和均热段炉温控制在1150℃左右,预热段在800℃左右,氧化速度缓慢,进入加热段和均热段后快速升温,到始锻温度1000℃后,在炉内停留2小时以上,轴坯出炉温度一般在1000--1150℃,即形成“中温适当预热,高温快速加热”的加热工艺。
锻造工艺对车轴钢JZ50(JZ2)钢组织及性能的影响发布时间:2021-04-26T03:55:45.800Z 来源:《中国科技人才》2021年第6期作者:林琳[导读] JZ50(JZ2)钢材料是开展车轴技术组件生产制备活动过程中需要运用的常见材料,而遵照美国AAR M101-81标准文件,以及TB2072-89标准文件中列示的有关JZ50(JZ2)钢材料车轴技术组件生产工艺的要求,围绕JZ50(JZ2)钢材料开展组织特征与技术性能研究分析工作,能为JZ50(JZ2)钢材料生产制备技术活动的优质顺利组织推进提供支持条件。
中车大连机车车辆有限公司辽宁大连 116000摘要:JZ50(JZ2)钢材料是开展车轴技术组件生产制备活动过程中需要运用的常见材料,而遵照美国AAR M101-81标准文件,以及TB2072-89标准文件中列示的有关JZ50(JZ2)钢材料车轴技术组件生产工艺的要求,围绕JZ50(JZ2)钢材料开展组织特征与技术性能研究分析工作,能为JZ50(JZ2)钢材料生产制备技术活动的优质顺利组织推进提供支持条件。
文章将会围绕锻造工艺对车轴钢JZ50钢组织及性能的影响,展开简要的阐释分析。
关键词:锻造工艺;车轴钢;JZ50钢材料;组织与性能;影响分析JZ50(JZ2)钢材料属于典型的中碳高强度碳素结构钢材料,其在经由淬火处理之后能够稳定呈现出较高水平的机械强度技术性能,以及机械硬度技术性能。
JZ50(JZ2)钢材料所具备的切削性技术性能处在中等水平,冷变形塑性技术性能处在较低水平,焊接性技术性能表现较差,在接受热处理过程中不会展示出回火脆性,且淬透性技术性能处在较低水平,在水中的临界直径技术参数介于13.00-30.00mm之间,在接受水淬处理过程中能呈现出开裂技术倾向。
JZ50(JZ2)钢材料在投入实际使用之前,通常需要经历正火处理环节、淬火回火处理环节,甚或是高频表面淬火处理环节等热处理技术环节。
L250钢车轴锻造工艺的研究与运用
摘要:本文介绍了LZ50钢车轴生产的关键工序—锻造工序的工艺过程与运用,并针对LZ50钢车轴锻造生产中可能出现的问题进行了详细的分析和研究,提出了解决办法,提高了车轴的锻造质量。
关键词:车轴锻造工艺
1 锻造加热
1.1 车轴锻造加热目的
金属的锻前加热是锻件生产过程中的重要工序之一。
能否把金属坯料转化为高质量的锻件,对压力加工领域来说主要面临两个方面的问题:(1)金属的塑性。
(2)变形抗力。
因而锻造生前加热的目的可以概括为:提高金属的塑性,降低变形抗力,使其易于流动成形并获得良好的锻后组织。
生产中,金属坯料锻前大部分需要加热以改善这两个条件。
所以,车轴锻造加热是锻造的重要部分。
1.2 车轴锻造加热工艺
轴坯采用步进式连续加热炉进行加热。
钢坯加热过程中随时观察控温表和炉内温度变化,控制喷嘴燃气的流量,严防坯料过热过烧,严格控制坯料均热时间,均热时间不小于2h,均热段炉温严格控制在1200℃以内。
1.3 加热时产生的缺陷及防止措施
金属在加热过程中,外部热量的输入将引起坯料内部能量状态的变化。
这种变化既有提高金属塑性、降低变形抗力等有利于锻造的一面,又有产生加热缺陷的不利方面。
所产生的加热缺陷可分为:由于坯料外层组织化学状态的变化引起的缺陷,如氧化和脱碳;由内部组织结构的异常变化引起的缺陷,如过热和过烧;另外,由于温度在坯料内部分布不均匀引起的内应力(如温度应力,组织应力)过大产生的坯料开裂等。
如果钢在加热过程的某一温度下,内应力超过它此时的强度极限,那么就要产生裂纹。
为防止裂纹的产生,对钢料的加热,特别是断面尺寸大的大钢锭和导温差的高合金钢的加热,其低温阶段必须缓慢加热,并且制定和遵守正确的加热规范。
2 锻造温度范围及其确定的基本原则
2.1 确定锻造温度范围的基本原则
钢的锻造温度范围,是指开始锻造温度(始锻温度)和结束锻造温度(终锻温度)之间的一段温度区间。
确定锻造温度范围的基本原则是:要求在锻造温度范围内金属具有良好的塑性和较低的变形抗力,能锻出优质锻件,锻造温度范围尽可能宽广些,以便减少加热火次,提高锻造生产率。
2.2 始锻温度与终锻温度的确定
确定钢的始锻温度,首先必须保证钢无过烧现象。
因此对碳钢来讲,始锻温度应比铁—碳平衡图的固相线低150~250℃。
在确定终锻温度时,如果温度过高,会使锻件晶粒粗大,甚至产生魏氏组织。
相反,终锻温度过低,不仅导致锻造后期加工硬化严重,可能引起断裂,而且会使锻件局部处于临界变形状态,产生粗大晶粒。
因此,通常钢的终锻温度应稍高于其再结晶温度。
这样,既保证坯料在终锻前仍有足够的塑性,又可使锻件在锻后能够获得较好的组织性能。
按照上述原则,碳钢的终锻温度约在铁—碳平衡图A1线以上25~75℃。
3 LZ50钢车轴的锻造工艺
3.1 锻造温度的确定
依据确定锻造温度范围的基本原则及有关规定,确定车轴钢坯料的始锻温度为1150℃左右,终锻温度不低于800℃,低于800℃不得锻打。
3.2 锻造过程
第一工步:将操作机夹持牢的轴坯一段放入型砧内,必须对角线放入,先轻压倒棱(由后到前),完成后翻转90°再轻压倒棱(由前到后),再翻
转90°轻压锻打(由后到前),完成后翻转90°轻压锻打(由前到后)。
第二工步:滚动轴坯,同时锻打轴坯至车轴毛坯的轮座尺寸,完成后,滚动轴坯,锻打轴头至毛坯尺寸(长度与直径)。
第三工步:操作机后退,把轴坯放到输送机上,输送机旋转180°后操作机夹持将另一端轴坯放入型砧内,重复一、二工步工作。
第四工步:由中央向轴头方向锻打,在长度方向上留出两端轮座(应稍长毛坯图轮座尺寸),压轴身至轴身毛坯尺寸。
第五工步:锻打完成后用快锻机进行预校直。
(图2)
3.3 锻后校直冷却
锻造好的车轴必须进行自检,自检合格后的车轴马上利用余热进行校直,校直时轴温不得低于510℃。
校直后的车轴毛坯应存放在专用冷床上进行冷却,热态下不得堆放。
3.4 LZ50钢车轴锻造时出现的质量问题的分析研究
车轴锻造质量的好否直接影响车轴的质量,因此,提高锻造工艺方法是关键问题。
4 车轴锻造工艺的运用
车轴的锻造工艺广泛的应用于车轴的制造生产中,我公司生产过的车轴轴型有RD2、RE2B、RE2C和RF2等,同时我公司还进行过韩国出口车轴的锻造生产,公司每年锻造生产车轴2万多根,不仅用于装车使用,并且还有部分车轴进行外销,为公司创造了可观的利润,提高了公司的经济效益。
5 结语
(1)严格控制始锻、终锻温度,轴坯加热温度内外均匀一致,预热、加热相结合,充分烧透和保温,杜绝出现“里生外熟”、“过热过烧”、“两头黑中间白”等加热缺陷。
(2)选择合理的锻造变形速度,不过快或过缓,防止裂纹和混晶现象。
(3)选择合理的锻造变形量,一要保证压力将轴锻透,二要防止压力过大产生裂纹。
在生产中,采用“一重一轻”锻造方法。
纵上所述,严格控制车轴的锻造工艺有利于提高LZ50钢车轴的生产质量,从而提高了车轴的疲劳强度,延长了车轴的使用寿命,满足了铁路货车提速重载的需要。
参考文献
[1]崔忠析.金属学与热处理[M].北京:机械工业出版社,1989.
[2]吕炎.锻造工艺学[M].哈尔滨:哈尔滨工业大学出版社,1983.
[3]马庆贤.实现大型锻件质量控制应满足的锻造工艺条件[J].锻压技术,2000(1).
[4]徐贵兰.锻件开裂原因的分析与研究[J].锻压技术,2004(1).
[5]中国机械工程学会锻压学会编.锻压手册[M].机械工业出版社.。