汽车发动机活塞环的技术现状和发展
- 格式:pdf
- 大小:450.47 KB
- 文档页数:4

汽车活塞的新工艺汽车活塞是引擎中的重要部件之一,起着转换燃烧能量为机械能的作用。
随着汽车技术的不断进步,汽车活塞也在不断演进,出现了许多新的工艺。
目前,汽车活塞的主要新工艺包括以下几个方面:1. 材料选择方面。
传统的活塞材料主要是铝合金和铸铁,但现代活塞开始采用复合材料制造,例如陶瓷涂层活塞。
陶瓷涂层活塞具有重量轻、抗磨损性能好等优点,能够提高发动机的功率和燃油效率。
2. 表面处理方面。
新工艺主要是通过改变活塞的表面处理方式,例如采用氧化、阳极氧化、电镀等技术,来提高活塞的耐磨性和耐蚀性。
特别是采用电镀技术,可以在活塞表面形成一层高硬度的镀层,能够提高活塞的耐磨性和降低噪音。
3. 水冷活塞方面。
传统的汽车活塞一般采用空冷方式,但是空冷活塞存在散热效果差、容易变形等问题。
因此,一种新的工艺是采用水冷活塞。
水冷活塞通过在活塞上设置水冷道,将冷却水引导到活塞表面,能够有效降低活塞的温度,提高散热效果,从而保证活塞的正常工作。
4. 没有活塞环方面。
传统活塞需要安装活塞环来密封气缸,但是活塞环的摩擦会导致能量损失和燃油消耗。
因此,一种新的工艺是开发无活塞环的活塞。
这种活塞通过改变活塞的形状和表面处理方式,能够达到好的密封效果,提高发动机的效率,并降低排放污染物。
5. 多材料组合方面。
为了提高汽车活塞的强度和耐热性,新工艺开始采用多材料组合的方式进行制造。
例如,活塞的头部采用高强度材料,而杆部采用耐热材料,能够在保证活塞的强度的同时提高其耐热性。
总之,随着汽车技术的不断发展,汽车活塞的新工艺不断涌现。
这些新工艺通过材料的改变、表面处理的创新、结构的优化等方式,能够提高活塞的性能,提高发动机的功率和燃油效率,同时降低排放污染物,为汽车行业的可持续发展做出贡献。

汽车发动机活塞环卡滞的原因汽车发动机是汽车的核心部件之一,而活塞环是发动机中的重要组成部分。
活塞环的作用是密封活塞和汽缸壁之间的间隙,防止燃烧室内的高温高压气体泄漏,同时还能导热和降低摩擦。
然而,有时活塞环会卡滞,导致发动机运行不正常。
那么,导致活塞环卡滞的原因是什么呢?活塞环卡滞的一个常见原因是积碳。
在发动机工作过程中,燃油不完全燃烧会产生大量的积碳,而这些积碳会附着在活塞环上。
随着积碳的不断积累,活塞环的运动就会受到阻碍,导致卡滞。
此外,积碳还会增加活塞环与汽缸壁之间的摩擦力,进一步加剧卡滞的程度。
活塞环材质不合适也可能导致卡滞。
活塞环通常由金属材料制成,如铸铁、钢等。
如果材质选择不当或质量不合格,活塞环的硬度、弹性等特性可能无法满足要求,从而容易发生卡滞现象。
此外,活塞环的表面处理也会影响其使用寿命和性能,不合适的表面处理也可能导致卡滞。
活塞环的磨损也是导致卡滞的原因之一。
随着发动机的长时间使用,活塞环会因摩擦磨损而失去原有的密封性能和弹性,使其变得松动或变形。
当活塞环变形或松动时,就容易卡滞在汽缸壁上,影响发动机的正常工作。
不适当的使用和维护也可能导致活塞环卡滞。
例如,长时间的高速行驶、频繁的急刹车等操作会加剧活塞环的磨损和变形,增加卡滞的风险。
同时,不定期更换机油和机滤、不做定期的清洗等维护不当行为也会导致活塞环卡滞。
如何解决活塞环卡滞问题呢?首先,定期更换机油和机滤是必不可少的。
新鲜的机油能够有效清洗活塞环和汽缸壁上的积碳,减少卡滞的风险。
其次,要注意驾驶方式,避免频繁的急刹车和长时间的高速行驶。
此外,定期进行发动机清洗也是必要的,可以使用专业的清洗剂清洗活塞环和汽缸壁,恢复其正常的工作状态。
活塞环卡滞是发动机故障中常见的问题之一,产生的原因多种多样。
积碳、活塞环材质不合适、磨损和不适当的使用和维护都可能导致活塞环卡滞。
为了避免这一问题的发生,驾驶者需要定期进行发动机维护,包括更换机油和机滤,定期清洗发动机等。

2024年活塞环市场分析现状概述活塞环作为汽车发动机中的重要零部件,具有保持活塞与气缸壁之间密封性能、导热性能和限制燃油和气体泄漏等功能。
活塞环市场在汽车行业中占据重要地位,本文将对活塞环市场进行分析。
市场规模根据研究机构的统计数据,目前全球活塞环市场总规模超过xx亿美元。
随着汽车产业的快速发展,这一数字还在不断增长。
亚太地区是当前最大的活塞环市场,占据了全球市场的比例超过40%。
欧洲和北美地区紧随其后,市场份额在30%左右。
市场特点1.汽车产业的发展驱动活塞环市场增长。
随着人们对高性能和低燃油消耗汽车的需求增加,活塞环作为发动机核心部件,需求也与之增长。
2.技术创新推动市场竞争。
活塞环制造商通过提升材料和工艺技术来改善其性能,例如采用高温涂层技术、采用新型材料等。
这些创新不仅有助于提高活塞环的密封性能和耐磨性能,还有助于减少摩擦和延长使用寿命,进一步推动了市场的竞争。
3.环保要求提升活塞环市场需求。
随着环保意识的增强和排放标准的提高,汽车制造商对发动机性能的要求也越来越高。
活塞环作为汽车发动机的重要零部件,其高性能要求也在不断提升。
市场竞争目前,全球活塞环市场竞争激烈,主要参与者包括Mahle GmbH、Federal-Mogul、Riken Corporation等知名企业。
这些企业在产品性能、创新能力、品牌影响力以及全球销售网络等方面具有一定的竞争优势。
此外,一些中小型企业也在本地市场上提供活塞环产品,竞争压力也不可小觑。
市场趋势1.新兴市场的潜力。
亚太地区和其他新兴市场的汽车产业持续增长,为活塞环市场的进一步拓展提供了机会。
这些市场通常对价格敏感,并对高性能和低燃油消耗的汽车需求增加,从而推动了活塞环市场的增长。
2.环保和能源效率的要求。
随着全球对环境保护的重视和燃油消耗的限制,汽车制造商对发动机的环保性能和能源效率要求日益增加。
这将促使活塞环制造商进一步提升产品性能,以满足市场需求。
3.新材料和制造技术的应用。

万方数据
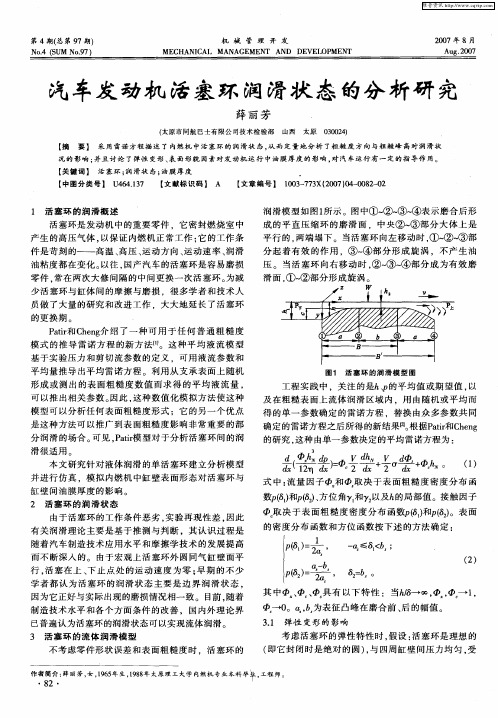
盏至垄塾垫渣垂堑塑堡丕塑丛垫垄壁U正匹翟卫■司雹囵
的疲劳强度。
当然.通过表面镀层和表面处理的效果可部分地缩小铸铁和钢之间动态强度的差异。
试验表明.通过附加的化学处理(cPS法)可使氮化钢活塞环的动态强度提高大约30%。
首先应用含铬量为13%或18%的高铬马氏体钢,这种材料通过生成精细分布的铬碳化物和附加生成的渗氮层使表面层硬度明显提高.从而获得良好的耐磨性。
如果要使用调质处理的c卜sil氐合金钢的话.则环工作表面镀层是必需的。
在最近15年内,全世界汽油机第1道压缩环都由铸铁环改用钢环.其中特别是欧洲和日本偏爱于氮化钢环(表2)。
在汽油机高转速的使用条件下.现在轴向高度低的第1道钢环已成为标准零件,在此期间开发的发动机的第1道环超过90%采用氮化钢环,而第2道环大多数采用成本较低的铸铁环,并根据各自的功能要求选择相应的结构型式和工作表面涂层。
在欧洲轿车柴油机,即升功率大于50kw/I的高负荷发动机上,第1道压缩环必须使用牌号为52/56的球墨铸铁,第2道环采用牌号为32的调质耐磨灰铸铁(表3)。
通过采用强化的球墨铸铁(GOE56)或含铬18%铬钢来改善活塞环侧面特别是上侧面的耐磨性。
当然,特别是在环轴向高度低的情况下,钢环包含着环槽磨损增大的风险.但是在每种情况下槽和环侧面总磨损量的差异并不大。
在柴油机上.由于活塞环的轴向高度较高,其材料向钢变化的倾向并不明显。
这一方面是因为铸铁环和环槽镶圈材料之间的材料配对非常好,另一方面是因为铸铁材料具有非常良好的加工性。
原则上,商用车柴油机第1道压缩环使用球墨铸铁已有非常丰富的经验.这从球墨铸铁环在欧洲柴油机上占有很高的分额就反映出来了(表3)。
但是.自从上世纪60年代以来.具有非常低轴向磨损的含铬18%铬钢镀层压缩环在商用车柴油机上的应用也具有相当丰富的批量生产使用经验。
此外,随着气缸爆发压力明显超过20MPa,可望钢活塞环的应用会有所增长。
20。
6—16(No8)APT技术与市场Ⅸ汽车与配件*
2.活塞环的结构型式
汽车汽油机第1道活塞环1OO%采用矩
形环,其工作表面根据有关机油耗和曲轴
箱通风方面的要求,采用对称球形、单边
球形或锥形。
大约30%的欧洲轿车汽油
机.为了改善机油消耗,工作表面不是
带有单边鼓形度就是带有锥度。
轿车柴油机大部分第1道活塞环同样
也采用矩形环。
在最近25年内.轿车柴
油机第1道活塞环采用双梯形环的份额稳
定在大约30%。
随着气缸直径的增大.
由于燃烧侧的影响.双梯形环的份额也
随之增加(图2)。
3.活塞环的轴向高度
在最近20年过程中.全世界汽油机第1
道压缩环明显趋向于低轴向高度(图3)。
由于发动机转速的提高和由此而导致的
活塞质量的减轻或尺寸的缩小,活塞环
33
万方数据
万方数据
的。
原则上.这种主要在铬氮(crN)基础上形成的镀层的性能特点是1800和2000HV之间极高的硬度、低的摩擦系数和陶瓷结晶体组织,因此这种crN镀层显现出了低的磨损率和高的化学稳定性。
但是。
由于这种从称之为簿层技术衍生而来的镀层工艺.使得PVD镀层在活塞环上的应用受到了限制。
已经发现.在镀层厚度超过50um的情况下.由于极高的镀层内应力,出现了镀层的附着和裂纹问题。
要解决这些难点要求用钢作为PVD镀层活塞环的基体材料.同时为了减少镀层与活塞环基体材料之间的内应力,活塞环基体材料应进行氮化。
通常.用于汽油机时的镀层厚度为10~15“m,而在柴油机上.由于引起磨损的负荷较高,镀层厚度选用30~50um为宜。
5.镀层的性能和市场展望
图6表示镀层相对耐磨性的比较。
GDc工作表面镀层的磨损率是迄今为止最低的。
特别是对柴油机而言,热负荷承载能力/抗烧损能力是必需的,而铬氮和氮化钢环不能满足现代柴油机的要求,因此通常不使用。
高负荷承载能力镀层的试验表明.在目前典型的发动机应用中没有明显的差异.仍然能根据所能达到的极限负荷来作出有关镀层热负荷承载能力的结论。
cKs镀层满足了目前批量生产的要求.并能通过GDc来扩大其应用范围。
MK—Jet和PVD性能处于镀层分级的上好水平。
氮化钢环自从在欧洲汽油机上使用以来.在上世纪90年代初期是确保功能的非常可靠的零件。
通过用cKs或PVD方法附加镀层有可能提高到所要求的抗烧损能力。
为了在柴油机上的应用.很早期就已采用的措施仍是必要的,以便达到所要求的耐磨性和抗烧损可靠性。
在上世纪90年代初,继续推广应用的铬镀层已达到了热负荷承载能力的极限。
虽然等离子镀层具有抗烧损能力,但是却引起了明显的气缸套镜面的楔形磨损,而cKs镀层的开发成功使抗烧损可靠性得
2006—16(No8)APT技术与市场Ⅸ汽车与配件*
到了大幅度的提高。
即使升功率不断地
提高,用这种镀层至今仍能在保持低的
气缸套磨损的同时,继续确保必要的抗
烧损可靠性。
铬金刚石镀层GDc使活塞环
工作表面电化学镀层的应用范围得以扩
大。
以满足未来期望功率进一步提高的
需要(图7、图8)。
活塞环工作表面的设计
特别是第一道活塞环工作表面的设计
在柴油机上越来越重要。
第一道活塞环
工作表面采用单边鼓形设计已经有20多
年,对欧洲柴油机而言已是一种标准设
计。
下工作边旁的微小鼓形度在功能上
起着重要的作用,同时对大量生产的现
代制造技术提出了极高的要求。
为了获得最佳的刮油性能,一流的活
塞环工作表面设计应带有尽可能尖锐的
下工作棱边。
与不加工的倒圆的工作边
相比,采用尖锐的基体材料工作棱边的
活塞环设计能改善机油耗,最大可达到
60%。
贴合能力
弹簧涨紧的刮油环的贴合能力取决于
其横截面和所调整的切向力,而常规的
等宽单体压缩环的贴合能力的额定值则
首先决定于开口宽度。
在一定的几何尺
寸下,无论是装配应力还是弹性应力都
是由开口宽度产生的,因此由合适的应
力状况和可装配性为贴合能力确定了相
对窄的范围。
单体环的贴合能力在整个圆周上是
不均匀的,特别是在环开口对面达到最
大值。
由于在开口端部没有弯曲力矩,
因此该处的贴合能力降至零。
图9表示出
常规活塞环和一种FO(形状优化)环在整
个圆周上贴合能力的比较。
图10所示的
FO环通过靠近开口处径向宽度的可变设
计得到了形状优化的活塞环.从而改善
了活塞环的局部弯曲能力和对气缸不均
匀变形的适应能力。
迄今为止在汽油机和柴油机上的试
验结果已证实了降低机油耗的巨大潜力。
为了换用FO环方案,开发了一种全新的
制造方法.并于2005年第一季度首次大
量生产装用FO活塞环。
活塞环侧面的强化
新一代发动机的要求使得侧面强化
成为活塞环磨损或材料协调性的基础。
氮化钢环的应用不总是能设法得到补救
的。
侧面镀铬在重型发动机上已很好地
证实了其可靠性。
开发了一种新的镀层
方法使得矩形和梯形环侧面的镀铬层厚
度最大可达到10“m.同时能取消传统工
艺过程中所必需的昂贵的精加工。
按
“闪光镀铬技术”(”叭tzchromtechnk,,)
制造的活塞环,在2005年开始在商用车
发动机上使用。
不久的将来,发动机的机械负荷和
热负荷还要进一步提高.要求活塞环的
产品和工艺进一步的创新.活塞环基础
材料的强度和耐磨性也需要进一步开发。
未来柴油机第一道压缩环.除了应用铸
铁材料之外.钢材料也将得到应用。
目前能选用的电化学镀层、热喷镀
镀层和PVD镀层等,在原则上尚未达到其
使用极限,应根据活塞环的使用条件采
用不同的解决方案。
为了满足低机油耗和曲轴箱通风提
出的要求.应采用具有最佳几何形状的
活塞环,例如最合适的工作表面或形状
优化的FO活塞环。
A”
万方数据。