河北省技能大赛数控车加工中心整体图纸及备料清单
- 格式:pdf
- 大小:534.24 KB
- 文档页数:11
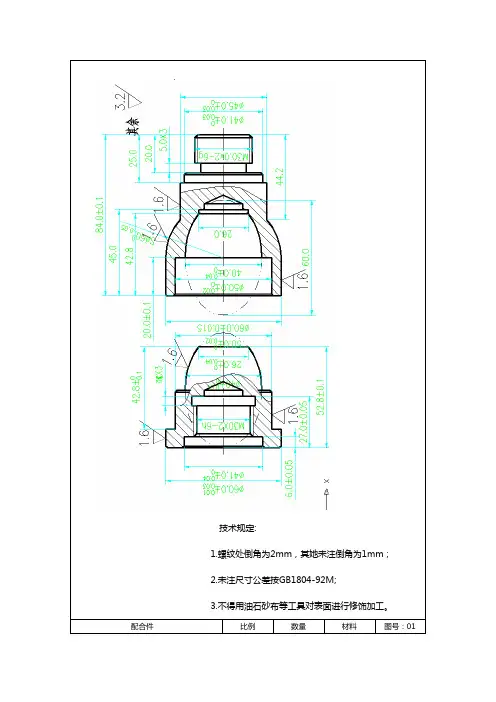
技术规定:
1.螺纹处倒角为2mm,其她未注倒角为1mm;
2.未注尺寸公差按GB1804-92M;
3.不得用油石砂布等工具对表面进行修饰加工。
配合件比例数量材料图号:01
15 其她项目
(5分)
①未注尺寸公差按照GB1804-92M。
②工件必要完整,考件局部无缺陷(夹伤等)。
③扣分不超过5分。
16 加工时间定额时间:180分钟。
届时间停止加工。
记录员监考人检查员考核人注:1、成绩相似者,按完毕时间先后排序
注:1、成绩相似者,按完毕时间先后排序
技术规定:
1.螺纹处倒角为2mm,其她未注倒角为1mm;
2.未注尺寸公差按GB1804-92M;
3.不得用油石砂布等工具对表面进行修饰加工。
配合件比例数量材料
图号:03 1:1 1 45
姓名日期
上饶职院数控车竞赛训练试题(3)评分
技术规定:
1.螺纹处倒角为2mm,其她未注倒角为1mm;
2.未注尺寸公差按GB1804-92M;
3.不得用油石砂布等工具对表面进行修饰加工。
配合件比例数量材料
图号:04 1:1 1 45
姓名日期
上饶职院数控车竞赛训练试题(4)评分
注:1、成绩相似者,按完毕时间先后排序。
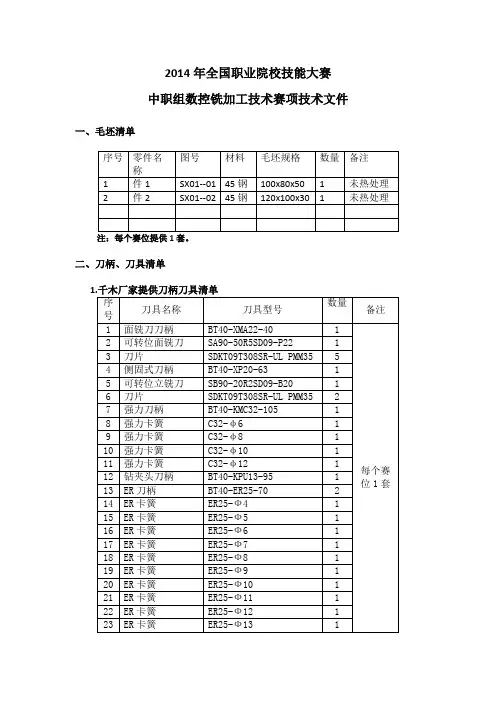
2014年全国职业院校技能大赛中职组数控铣加工技术赛项技术文件一、毛坯清单二、刀柄、刀具清单2.选手自带刀柄刀具1)自带巡边器及刀柄1套;精镗刀及刀柄1套。
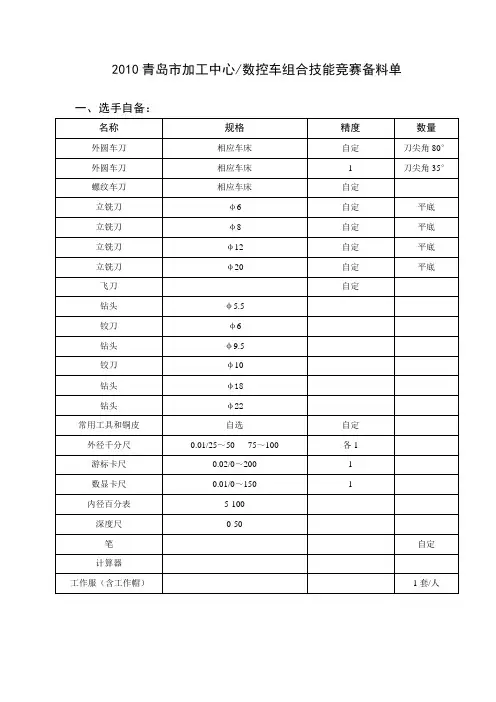
2)选手自带刀具:直柄钻头∮5.0 ∮8.5 ∮5.9 ∮7.8 ∮9.8 ∮11.8 ∮14直柄铰刀∮6 ∮8 ∮10 ∮12丝锥M6 M10中心钻∮2精镗刀(加工范围∮24--∮31)倒角刀、铰杠等注:(1)厂家提供的刀具规格选手也可以自带,但要与所提供刀柄配套;(2)选手自带刀具数量不限。
三、工具、量具1. 赛场准备工具车、卸刀器,其它工具选手自带。
2. 赛场不提供量具,竞赛所用量具选手依据公布竞赛样题自备,种类数量不限。
注:选手自带工具箱应美观。
四、数控机床与夹具1.数控机床1)大连机床XD-40A数控铣床,配置华中世纪星HNC-22M 和广州数控GSK983Ma系统。
2)山东冠泓数控装备有限公司AVL—650数控铣床, 配置华中HNC-818B/M 系统。
3)每个赛位配置一台计算机(WIN7系统)及与机床用232串口进行数据通讯连接。
2.夹具附件1)赛场为数控铣机床提供机用平口钳,型号QB136。
精度:在100mm内测量长度上为0.03mm。
外形长、宽、高为387*166*114。
重量14KG。
此附件放置机床旁,由选手根据需要自行安装。
图如下:2)赛场同时提供图示蓝新特组合平口钳夹具,此组合夹具安装在工作台右侧,示意图如下:3)选手可以自带平口钳、平行垫铁、软钳口。
4)选手不允许携带二类工装夹具。
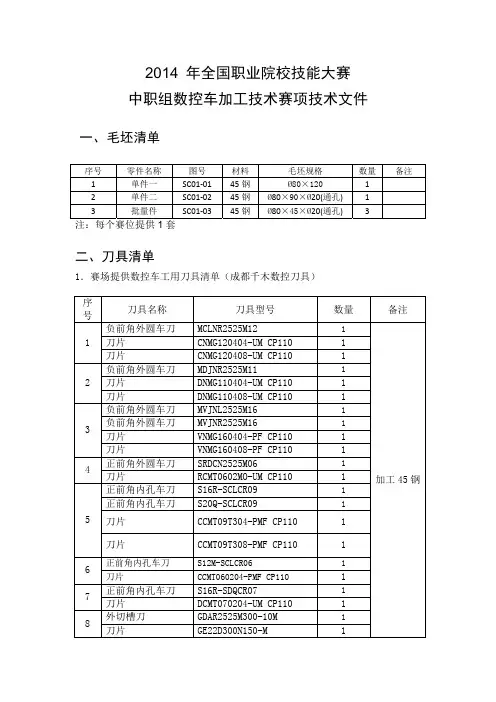
车工技能大赛图纸一、操作顶目说明...................................................2 二、操作顶目图纸...................................................3 三、操作顶目评分表................................................8 四、车工推荐工具清单.............................................11 五、车工理论知识复习指导大纲.................................13 六、应知应会比赛规则 (14)车工决赛操作顶目说明一、赛件名称:偏心锥度组合件二、赛件图样:1、组合装配图(见XBQJNDS – C000)2、丝杆轴(见XBQJNDS – C001)3、偏心锥度(见XBQJNDS – C002)4、丝杆盖(见XBQJNDS – C003)5、滚花螺钉(见XBQJNDS – C004)注意:决赛时,以赛场下发的图纸为准三、考核内容:(1)考核项目:所有考核项目评分(见竞赛项目评分表)(2)使用设备:CY6140(30台)(3)决赛所用棒料由赛场统一发放(4)评分说明:1、加工项合格得满分,超差扣分按超差量对照评分表内要求或等级进行。
2、装配项按评分表内要求评分3、评分表内未指定的尺寸和表面粗糙度达不到要求时,按表内规定的数值扣分。
4、未注公差尺寸按IT12级标准加工和检测,超差不得分。
2XBQJNDS - C000新北区五项技能大赛委员会XBQGNDS - C001XBQGNDS - C002XBQGNDS - C003 5h额定工时共5页第1页偏心锥度组合件XBQGNDS - C004日期制图数量件号零件名称材料图号设计校对45材料45丝杆轴11数量2偏心锥度145图号345丝杆盖1备注14滚花螺钉45 检验.4.未注尺寸公差按IT12加工,工;使用锉刀,砂布,油石修饰加具,定尺寸刀具,表面不允许3.加工时不允许使用偏心夹2.径向跳动取三个方向测量;1.总成后交监考验收;技术要求:3′12级加工锐棱倒钝 0.3x45?ITXBQJNDS - C001未注倒角 1x45?其余1. 锥角允差?43.末注公差按技术要求2. 梯形螺纹中径用三针测量新北区五项技能大赛委员会丝杠轴共5页第2页额定工时日期制图设计校对45材料数量图号1.61.6''4锐棱倒钝XBQJNDS - C002未注倒角 1x45? 其余新北区五项技能大赛委员会偏心锥套第3页共5页额定工时日期制图设计校对45材料数量1图号2、末注公差按75%>12级加工IT1、与件1接触面技术要求:545?X未注倒角 1其余XBQJNDS - C003丝杆盖额定工时共5页第4页日期制图设计校对45材料数量1图号新北区五项技能大赛委员会末注公差按IT12级加工技术要求:645?XXBQJNDS - C004未注倒角 1其余0.4~第5页共5页额定工时网纹 m0.3日期制图设计校对45材料数量1图号新北区五项技能大赛委员会滚花螺钉2、末注公差按IT12级加工1、网纹m0.3~0.4可用 P=1.2代替技术要求:7姓名考号开工时间单位停工时间件序考核项目检查结果配分评分标准号号25 组装成型能()不能()不能完成组装不得分01 10 157.5?0.2 mm 15 超差0.05以内扣5分 74.5 mm 超差0.05以内扣5分 0.1,2 ,0.053 0.5 mm 15 超差0.01以内扣5分 0总成,0.054 0.1 mm 15 超差0.01以内扣5分 05 0.05 A 20 ? 超差不得分06 4/2 超差不得分Ф44 mm Ra1.6 0.025,07 4/2 超差不得分Ф38 mm Ra1.6 0.039,,0.028 4/2 超差不得分Ф20 mm Ra1.6 ,0.03309 ,36 mm Ra3.2 2/2 超差不得分 0.375,,0.11810 10/8 超差不得分Ф33 mm Ra1.6 ,0.453011 2/1 ,29 mm Ra3.2 超差不得分件0.537,112 4 40?0.025 mm 超差不得分 13 4 6?0.025 mm 超差不得分014 50 mm 4 超差不得分 0.20,15 A-B ◎ Ф0.02 8 超差0.01扣4分16 ? 0.02 8 超差0.01扣4分17 8/3 锥度1:5?4ˊ Ra1.6 超差2ˊ扣4分 18 8 M12螺纹配作间隙不大于0.10 mm 优,良,中、差每降一级扣2分19 2 Ф29 mm 超差不得分 20 4 26 mm 、 3 mm 超差不得分 21 146 mm 2 超差不得分22 0Ф 8/4 超差不得分 44 mm Ra1.6 件0.025,2,0.02523 8/4 超差不得分Ф34 mm Ra1.6 08件序考核项目检查结果配分评分标准,0.021 8/4 超差不得分 20 mmRa1.6 号号 024 25 63?0.025 mm 8 超差不得分Ф,0.0526 10 mm 6 超差不得分 0锥度1:5配作接触面积大于75% 27 15/5 接触面积达: % 超差不得分件Ra1.6 228 15 e=2?0.02 mm 超差0.01扣5分29 0.025 15 ? 超差0.01扣5分030 12/6 超差不得分Ф44 mm Ra1.6 0.025,,0.02531 12/6 超差不得分Ф34 mm Ra1.6 ,0.041,0.02132 12/6 超差不得分Ф20 mm Ra1.6 033 8 15?0.05 mm 超差不得分件334 e=2?0.02 mm 20 超差0.01扣10分 35 5 mm 2 超差不得分36 4 1×45? 4处不符合要求不得分37 0.03 12 ? 超差0.01扣6分 38 25/10 M12—5g6g Ra1.6 超差不得分 39 10 Ф36 mm 超差不得分 40 28 mm 10 超差不得分件41 9 mm 10 超差不得分 4花纹:饱满, 42 25 网纹m0.3~0.4 每降一级扣10分不饱满,乱纹43 5×1.3 mm 4 不符合要求不得分44 6 1×45?二处不符合要求不得分9姓名考号单位序号考件名称得分系数实际成绩备注 1 0.25 总成2 0.3 丝杆轴3 偏心锥套 0.24 0.12 丝杆盖5 0.08 螺钉6 考前准备 0.057 实际总分评分人:年月日核分人:年月日10序号名称型号与规格单位数量备注1 外径千分尺0~25mm(0.01)把 1 1 操作设备 CY6140型普通车床台1 外径千分尺25~50 mm(0.01)把游标卡尺0~200 mm(0.02)把 11 深度游标卡尺0~200 mm(0.02)把1 内径百分表18~35 mm(0.01)套1 万能角度尺0~320?(2?)套检1 公法线千分尺0~25 mm(0.01)把测公法线千分尺25~50 mm(0.01)把 1 量 2 1 量针Ф3.108 mm 付具1 量针Ф1.009mm 付1 百分表0~10mm 只1 磁性表座套塞尺0.02~1mm 把 11 杠杆百分表(0.01)只90º车刀把自定45º车刀把自定切槽刀4×20mm 把自定切断刀5×30mm 把自定内孔车刀Ф20×55 把自定刀3 内孔车刀Ф20×20 把自定内孔车刀Ф28×45 把自定外三角形螺纹车刀 6mm 把自定具外梯形螺纹车刀P=6 mm、Ψ=13.2º、左把自定麻花钻Ф10.2 mm 、Ф18mm 、Ф28mm 支各11 网纹滚花刀 m=0.3~0.4或P=1.2 把1 中心钻 A3.15mm 支11序号名称型号与规格单位数量备注 C型套只自定辅偏心垫片 e=2mm 块自定助夹鸡心夹头Ф45 mm 只自定 4 具1 自车固定顶尖Ф35×60 mm 个#1 活动顶尖 5莫氏只活动扳手把自定螺丝刀(一字)把自定1 三角锉刀把通 #钻夹头Ф1~13mm 51 莫氏只用 5 1 毛刷把工 1 铁钩把具刀垫块自定红丹粉自定铜皮条自定油枪只 1Ф50×145 mm 段 1 备6料Ф50×125 mm 段 1计算器等自定其 7它劳动防护用品自定12新北区首届制造业五项技能竞赛车工理论知识复习指导大纲一、命题标准本次大赛理论试题依据劳动和社会保障部制定的《国家职业标准》中的车工高级工标准制定。