全国数控车技能大赛历图
- 格式:doc
- 大小:1.58 MB
- 文档页数:27
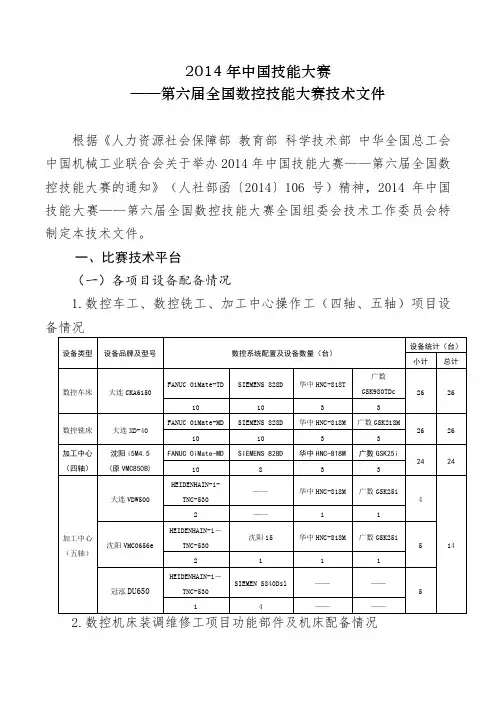
2014年中国技能大赛——第六届全国数控技能大赛技术文件根据《人力资源社会保障部教育部科学技术部中华全国总工会中国机械工业联合会关于举办2014年中国技能大赛——第六届全国数控技能大赛的通知》(人社部函〔2014〕106号)精神,2014年中国技能大赛——第六届全国数控技能大赛全国组委会技术工作委员会特制定本技术文件。
一、比赛技术平台(一)各项目设备配备情况1.数控车工、数控铣工、加工中心操作工(四轴、五轴)项目设备情况设备类型设备品牌及型号数控系统配置及设备数量(台)设备统计(台)小计总计数控车床大连CKA6150 FANUC 0iMate-TD SIEMENS 828D 华中HNC-818T广数GSK980TDc 26 2610 10 3 3数控铣床大连XD-40 FANUC 0iMate-MD SIEMENS 828D 华中HNC-818M 广数GSK218M26 2610 10 3 3加工中心(四轴)沈阳i5M4.5(原VMC850B)FANUC 0iMate-MD SIEMENS 828D 华中HNC-818M 广数GSK25i24 2410 8 3 3加工中心(五轴)大连VDW500HEIDENHAIN-i-TNC-530——华中HNC-818M 广数GSK25i4142 —— 1 1沈阳VMC0656eHEIDENHAIN-i-TNC-530沈阳i5 华中HNC-818M 广数GSK25i52 1 1 1冠泓DU650HEIDENHAIN-i-TNC-530SIEMEN S840Dsl ————51 4 ————2.数控机床装调维修工项目功能部件及机床配备情况功能部件及设备名称厂家数量(台/套)备注立式加工中心滑座部件大连机床集团有限责任公司 6立式加工中心主轴部件大连机床集团有限责任公司 6BV75立式加工中心北京机电院机床有限公司10 配备FANUC系统(二)数控机床生产厂家、型号及主要参数(仅供参考,如需更详细参数请向厂家咨询)1.数控车床参数厂家大连机床集团有限责任公司参数及配置型号CKA6150最高转速(r/min)2200定位精度(mm)X 0.03、Z 0.04重复定位精度(mm)X 0.012、Z 0.016最大进给速度(m/min)X4、Z5行程(mm)X280 、 Z650刀架形式/刀体规格(mm)4工位外置刀架(刀体规格为25×25)尾座锥孔型号莫氏5号锥孔夹具方圆牌250三爪卡盘2.数控铣床参数厂家大连机床集团有限责任公司参数及配置型号XD-40工作台尺寸(mm)800×420刀柄规格BT-40最高转速(r/min)8000定位精度(mm)X 0.020、Y 0.016、Z 0.020重复定位精度(mm)X 0.008、Y 0.006、Z 0.008行程(mm)X600 、Y420 、Z520最大进给速度(m/min)X 24、Y 24 、Z 203.加工中心(四轴)参数厂家参数及配置沈阳机床股份有限公司型号i5M4.5(原VMC850B)工作台尺寸(mm)1000×500刀柄规格BT-40主轴最高转速(r/min)8000定位精度(mm)X0.010、Y0.010、Z 0.010 重复定位精度(mm)X0.008、Y0.008、Z 0.008 行程(mm)X 850、Y 560、 Z 560 快速移动速度(m/min)X 32、Y 32 、Z 30进给速度(mm/min)1~10000数控转台台面直径(mm)Φ210数控转台中心高(mm)160尾座莫氏4号顶尖4.加工中心(五轴)参数厂家参数及配置大连机床集团有限责任公司沈阳机床股份有限公司山东冠泓数控装备有限公司型号VDW500 VMC0656e DU650刀柄规格BT-40 BT-40 BT-40主轴最高转速(r/min)8000 8000 12000定位精度X/Y/Z(mm) 0.015 0.01 0.01重复定位精度X/Y/Z (mm) 0.006 0.006 0.005行程(mm)X 800、Y 500、Z 450 X 600、Y 560 、Z 450 X 620、 Y 520、 Z 460 最大进给速度(m/min)X 30、 Y 30、Z 30 X 20、Y 20、Z 20 X 42、 Y 42、 Z 42工作台尺寸(mm)Φ500 Φ400 Φ650摆动轴A轴+20°/-100°A轴±115°B轴-60º~+110º旋转轴C轴n×360ºC轴n×360ºC轴n×360º(三)刀具赛场配备的刀具由山特维克可乐满(SANDVIK COROMANT)提供。
第二届全国数控技能大赛总结第二届全国数控技能大赛总结一、大赛简介和参赛回顾全国数控技能大赛是为贯彻全国职业教育工作会议精神和《国务院关于大力发展职业教育的决定》,由劳动和社会保障部、教育部、科学技术部、国防科工委、中华全国总工会、中国机械工业联合会等六部委联合举办的全国性比赛。
数控大赛每二年举办一次,今年为第二届,全国31个省、自治区、直辖市连同新疆生产建设兵团在内共有20支代表队共计500余名师生参赛。
今年是大学首次组队代表兵团参赛,所以在我校于5月20日正式收到通知后,机电学院与高职学院立即进行了参赛队员的甄选工作。
选拔根据学习成绩、理论知识结构、实操技能、心理素质和体能各个方面综合展开,经过两轮遴选,陈虎等5名同学和机电学院王磊等3名教师最终组成兵团代表队,参加大赛教师组和学生组的全部三个工种数控车工、数控铣工和加工中心操作的竞赛。
参赛队员放弃了暑假休息,进行了专业集训。
由于此次参赛队员皆为大一同学,仅仅学习过工程制图、电工电子、工程力学等数控专业的入门基础课程,尚未涉及到核心技术,而且连真正的数控机床都没有亲自接触过,所以集训的工作量相当大、相当急。
同学们在专业教师的细心指导下,复习加深了有关公差配合、零件读图的内容,学习了比赛必须的加工工艺、钢的热处理、应用软件系统、仿真系统等方面的知识。
同学们发扬不怕苦、不喊累的顽强钻研精神,像机器一样不知疲倦地有规律地运转着,上午进行实操训练,下午又是4个小时的上机操作,晚上还要学习加工理论。
同学们带着饱满的热情,虚心学习的心态,于10月20日出发赴京参赛,22日顺利抵京,共比赛七天,后于28日安全返校报到。
其中的多场实操比赛都持续了七八个小时,中间不吃饭、不休息。
二、参赛收获1、通过参加全国性的高水平比赛,师生拓宽了眼界,开阔了思想,磨练了实战经验。
尤其是通过与全国高职数控专业的技术尖子的同台竞技,普遍产生了危机感,寻找到了今后学习的巨大动力,明确了进取方向,激发了同学们前所未有的学习热情。
第二届全国数控技能大赛获奖选手名单公布(前五名∙只看楼主∙收藏∙回复∙∙精典男人∙湖底蜗居72006.12.01 来源:数控大赛组委会关键词:数控技能大赛,获奖名单数控车工::学生组::中职名次省份单位姓名第1名江苏常州刘国钧职业教育中心[华中数控] 张伟东第2名河北石家庄铁路运输学校[西门子] 秦彦朝第3名吉林吉林省胜利技工学校[华中数控] 孙永强第4名北京北京市工业技师学院[华中数控] 廖伟庆第5名福建福建工业学校[华中数控] 江弥峰数控铣工::学生组::中职名次省份单位姓名第1名浙江浙江信息工程学校[发那科] 丁小峰第2名北京北京市建筑材料工业学校[西门子] 常超第3名广东顺德梁銶琚职业中学[华中数控] 麦竞荣第4名江西九江职业技术学院[华中数控] 连俊茂第5名河南河南职业技术学院[发那科] 杨亮华加工中心::学生组::中职名次省份单位姓名第1名浙江杭州市临平高级职业中学[华中数控] 周超第2名广东深圳市龙岗中专[华中数控] 黄健明第3名江西九江职业技术学院[西门子] 宋国旺第4名四川四川绵阳科学城职校[西门子] 赵鑫第5名吉林吉林航空工程学校[西门子] 张雷数控车工::学生组::高职高专名次省份单位姓名第1名浙江浙江工业职业技术学院[华中数控] 金维法第2名湖南湖南省株洲市石峰区天桥街125号[华中数控] 李鹤翔第3名河北河北师范大学职业技术学院[发那科] 郭成第4名内蒙古内蒙古机电职业技术学院[华中数控] 雷彪第5名江苏盐城机电高等职业技术学校[华中数控] 许友龙数控铣工::学生组::高职高专名次省份单位姓名第1名广东深圳信息职业技术学院[发那科] 蔡耀安第2名福建漳州职业技术学院[发那科] 陈辉煌第3名浙江宁波职业技术学院[发那科] 余新华第4名河北河北师范大学职业技术学院[华中数控] 周瑜第5名陕西西安理工大学高等技术学院[西门子] 郝少波加工中心::学生组::高职高专名次省份单位姓名第1名浙江浙江机电职业技术学院[华中数控] 徐世东第2名江西九江职业技术学院[发那科] 刘赣华第3名广东广东工贸职业技术学院[西门子] 张炼兵第4名黑龙江黑龙江农业工程职业学院[发那科] 冷雨第5名四川四川工程职业技术学院[发那科] 曾小明数控车工::学生组::高级技校技师学院名次省份单位姓名第1名北京北京市工业技师学院[西门子] 王展超第2名福建龙岩高级技校[发那科] 丘友青第3名山东山东技师学院[发那科] 卜祥彬第4名江苏常州技师学院[发那科] 朱龙飞第5名天津天津工程师范学院附校[发那科] 高德崇数控铣工::学生组::高级技校技师学院名次省份单位姓名第1名浙江宁波技师学院[西门子] 徐容平第2名北京北京市工业技师学院[华中数控] 李峰第3名江苏常州技师学院[西门子] 周晶第4名湖北武汉市二轻工业学校[华中数控] 车海峰第5名辽宁沈阳黎明技师学院[西门子] 高菲加工中心::学生组::高级技校技师学院名次省份单位姓名第1名北京北京市工业技师学院[华中数控] 刘同同第2名广东广东省高级技工学校[发那科] 温石化第3名浙江宁波技师学院[西门子] 张恩嗣第4名河北石家庄市职业教育中心[发那科] 张晓波第5名湖南湘潭机电技术学院[发那科] 李勇数控车工::教师组名次省份单位姓名第1名北京北京市机械工业学校[发那科] 甄雪松第2名广东江门市高级技工学校[华中数控] 张锡标第3名天津天津市冶金职业技术学院[华中数控] 迟涛第4名江苏常州机电职业技术学院[西门子] 刘锦武第5名浙江台州职业技术学院[发那科] 杨建西数控铣工::教师组名次省份单位姓名第1名河北石家庄市职业教育中心[发那科] 解伟坡第2名北京北京市工业技师学院[西门子] 肖鹏第3名北京北京市汽车工业高级技工学校[西门子] 魏长江第4名浙江浙江机电职业技术学院[西门子] 叶俊第5名江苏江苏盐城技师学院[华中数控] 范为军加工中心::教师组名次省份单位姓名第1名河北石家庄市职业教育中心[发那科] 张喜江第2名浙江金华市高级技工学校[发那科] 章跃洪第3名辽宁沈阳航空职业技术学院[西门子] 孙翀翔第4名山西山西综合职业技术学院[发那科] 关锐钟第5名浙江浙江机电职业技术学院[华中数控] 陈建军数控车工::职工组名次省份单位姓名第1名江苏 14所[发那科] 胡胜第2名广东广东省国防科技技工学校实习工厂[发那科] 邝强均第3名四川东方汽轮机厂[华中数控] 吴强第4名内蒙古一机集团[西门子] 赵晶第5名天津核工业理化工程研究院[华中数控] 于忠数控铣工::职工组名次省份单位姓名第1名北京北京卫星制造厂[发那科] 芦峰第2名四川中国工程物理研究院六所[发那科] 龚豪情第3名内蒙古一机集团[发那科] 王校春第4名辽宁沈阳黎阳航发集团公司[发那科] 赵天杨第5名广东湛江市高级技工学校实习工厂[发那科] 林广平加工中心::职工组名次省份单位姓名第1名北京北京机床所精密机电有限公司[发那科] 郭卫国第2名湖北中船重工集团公司第七一七研究所[华中数控] 黄立波第3名湖北华中光电技术研究所七一七研究所[华中数控] 周克龙第4名四川中国工程物理研究院五所[发那科] 薛鹏第5名四川中国工程物理研究院六所[发那科] 张永。
2018年中国技能大赛—第八届全国数控技能大赛河南省选拔赛竞赛规程数控车工(数控车削加工技术)数控车工(数控车削加工技术)竞赛规程1.项目描述1.1技术基本描述数控车工(数控车削加工技术)项目是指使用数控车床对相应材料的零件进行切削加工的技能竞赛,其中也包括用常用的手动工具配合完成的相关工作。
参赛选手需要根据技术图纸和技术要求,进行工艺制定、数控编程、刀具选择和安装、刀偏设定等工作,以去除材料的方式去加工精度等级等于IT6级和低于IT6级精度的回转体工件。
数控车工(数控车削加工技术)项目允许在机床数控系统上直接编写程序,也可以利用CAM软件来进行自动编程。
1.2技术能力要求参赛选手应具备以下技术能力:;;;,为工件选择装夹方法和装夹系统;,能识别和确定在数控车床上各种不同的加工操作,能识别和确定在数控车床上加工操作所需的各种功能参数;;1.3基本知识要求参赛选手应掌握以下基本知识:数学知识、测量知识、材料切削性能知识等。
工艺设计知识、计算机技术知识、公差与配合等标准、金属切削工艺知识等。
2.竞赛题目2.1竞赛形式数控车工(数控车削加工技术)项目由理论知识竞赛和实际操作竞赛两部分组成。
理论知识竞赛和实际操作竞赛总成绩100分,理论知识竞赛占总成绩的20%,实际操作竞赛占总成绩80%。
(1)竞赛方式:闭卷方式。
(2)分数比例:满分100分,占总成绩的20%。
(3)竞赛时间:60分钟。
(4)竞赛题型:全部为客观题,题型为单项选择题和判断题。
(5)题型比例:单项选择题占60%,判断题占40%。
(1)机械加工基础知识模块①零件图识读。
②公差配合与技术测量。
③材料及热处理。
④工量刃具的基本知识。
⑤金属切削原理。
(2)数控车工(数控车削加工技术)知识模块①数控机床及其工作原理:机床的基本组成、主要机械结构、数控原理及系统、伺服系统、机床性能及操作应用等。
②数控加工工艺:零件工艺分析、加工工艺规范及工艺文件的编制、工件装夹与夹具应用技术、刀具应用技术等。

机械工程学院学生职业技能竞赛活动典型案例为提高机械工程学院教学质量,通过组织实施大学生职业技能大赛,以点带面,锻炼教师队伍,提高学生职业素养和职业能力,从而增强学生就业竞争力,促进全院教学质量提高。
一、成功开展学生职业技能竞赛的经验(一)学院重视,将学生职业技能竞赛作为学院年度党政工作的一项重点工作来抓。
学院在每年的党政工作要点中明确指出“大学生职业技能竟赛”作为一项重点工作,由各二级院系组织实施,并成立职业技能竞赛领导小组,院领导担任组长亲自抓竞赛工作。
职业技能竞赛实施如图一所示。
图一职业技能竞赛实施图(二)以国家模具、数控职业技能竞赛为导向,调整专业人才培养方案。
以全国模具、数控职业技能大赛项目为风向标,引导专业改革方向,体现新技术、新工艺发展的时代性。
由此适时调整模具、数控专业人才培养方案,突出企业急需的职业能力培养。
组织师生参加重庆市、教育部职业技能大赛,企业全程参与,通过大赛培养了教师队伍,提高了学生综合素质。
(三)组织教师参加国内外培训,储备职业技能竞赛培训师资。
通过国家示范建设平台,将专业骨干教师送到德国、日本、澳大利亚、新加坡等国家进行先进教育理念、新型制造技术的培训学习,利用寒暑假选派实训教师到台湾元创、武汉华中、重庆长安等企业挂职锻炼提高教师职业能力,储备师资队伍。
师资培训如表一所示。
表一教师国内外培训表(四)用科学的方式选拔参加职业技能竞赛的学生。
从新生入校开始成立各种兴趣小组,吸引大量学生参与,兴趣小组由专业教师指导开展兴趣活动,为以后的技能竞赛打下坚实基础;通过组织、承办院级职业技能竞赛,市级职业技能竞赛层层选拔参加国家级技能大赛的苗子,最后通过国家级大赛检验教学水平,反映教学质量。
学生选拔方式如图二所示。
图二学生选拔方式(五)培训方式创新校企合作共育高技能人才。
聘请行业、企业专家与学院教师共同培训学生,实行学校与企业结合、理论与实践结合、课堂与车间结合、实践与生产结合、教师与师傅结合。
2018年中国技能大赛—第八届全国数控技能大赛河南省选拔赛竞赛规程数控车工(数控车削加工技术)数控车工(数控车削加工技术)竞赛规程1.项目描述1.1技术基本描述数控车工(数控车削加工技术)项目是指使用数控车床对相应材料的零件进行切削加工的技能竞赛,其中也包括用常用的手动工具配合完成的相关工作。
参赛选手需要根据技术图纸和技术要求,进行工艺制定、数控编程、刀具选择和安装、刀偏设定等工作,以去除材料的方式去加工精度等级等于IT6级和低于IT6级精度的回转体工件。
数控车工(数控车削加工技术)项目允许在机床数控系统上直接编写程序,也可以利用CAM软件来进行自动编程。
1.2技术能力要求参赛选手应具备以下技术能力:1.2.1识图技能:能对图形、图标、标准、表格和其它技术要求进行解释;1.2.2刀具选择:能针对工件材料和加工需求选择切削刀具;1.2.3工艺制定:能针对工件材料、图形结构、加工状况确定其加工方式、加工流程、加工路线及切削参数;1.2.4编程技能:能掌握不同的编程技术(包括手工编程和计算机辅助编程)。
1.2.5工件装夹:能根据操作需要,为工件选择装夹方法和装夹系统;1.2.6操作技能:能完成在数控车床上安装刀具和附件的整个过程,能识别和确定在数控车床上各种不同的加工操作,能识别和确定在数控车床上加工操作所需的各种功能参数;1.2.7检测技能:能选择和使用测量仪器并掌握测量方法;1.2.8安全防护:遵守相关安全防护条例和环境保护要求。
1.3基本知识要求参赛选手应掌握以下基本知识:1.3.1相关知识:数学知识、测量知识、材料切削性能知识等。
1.3.2延伸知识:工艺设计知识、计算机技术知识、公差与配合等标准、金属切削工艺知识等。
2.竞赛题目2.1竞赛形式数控车工(数控车削加工技术)项目由理论知识竞赛和实际操作竞赛两部分组成。
理论知识竞赛和实际操作竞赛总成绩100分,理论知识竞赛占总成绩的20%,实际操作竞赛占总成绩80%。
附件6数控技术技能比赛实行方案一、比赛时间、地点(一)比赛时间:2023年3月28—4月2日,3月27日报到。
(二)比赛地点:广西机械高级技工学校(柳州市屏山大道262号)。
二、比赛项目与规定比赛项目:数控车工、数控铣工、车工、钳工、加工中心/数控车组合。
本届比赛根据教育部中档职业学校数控加工等相关专业教学指导方案,以及相关专业职业技能鉴定标准中关于中级工、高级工的部分规定,组织专家制定“2023年全区中档职业学校数控技术技能大赛规程”(见附录1)。
三、组队及参赛办法(一)组队方式及人数规定。
每项比赛设两个组别:区直和市直属公办(含公司办)职业学校组(以下简称A组)、民办和县级职业学校组(以下简称B组),A组和B组的每代表队每个比赛项目均限报2人。
具体规定如下:1.数控车工: A组每代表队2人,其中1人选HNC-21T(华中系统),另1人选FANUC 0i-mate MC(法那克系统)。
B组每代表队2人,均选广数980TA(广数系统)。
2.数控铣工: A组和B组每代表队2人,其中1人选HNC-22M (华中系统),另1人选FANUC 0i-mate MC(法那克系统)。
3.车工:A组每代表队2人,抽签选CA6136(6台)或LK360(12台)。
B组每代表队2人,抽签选LK360(12台)。
4.钳工:A组和B组每代表队2人。
5.加工中心/数控车组合(每队3人其中:加工中心操作工1人,数控车工1人,工艺编制1人):本次全区比赛各代表队不组队比赛,将从数控铣、数控车A组的单项比赛的优胜者中遴选参与全国赛的区代表队的选手。
每位参赛选手限报1个项目。
由于条件有限,区直学校代表队每队不得超过13人、各市代表队总人数不得超过25人(涉及领队、指导教师、选手、工作人员等)。
(二)参赛资格。
参赛选手必须为中档职业学校(含技工学校)数控技术及相关专业的全日制在校生。
四、报名时间、规定(一)报名截止时间:2023年3月10日。
全国数控车技能大赛历届图简介全国数控车技能大赛是由中国机械工业联合会主办、中国机械工业教育协会、中国机械工业职业教育协会、中国机械工程学会数控与智能装备分会联合主办的综合性、高水平职业技能竞赛。
自2000年开始,历经20余年的发展,已经成为全国数控行业最高技能评价和职业技能竞赛活动之一。
本文将为大家带来全国数控车技能大赛历届图。
历届图第一届全国数控车技能大赛第一届全国数控车技能大赛于2000年在武汉举行。
图1是当年的比赛现场图。
第二届全国数控车技能大赛第二届全国数控车技能大赛于2002年在合肥举行。
图2是当年的比赛现场图。
第三届全国数控车技能大赛第三届全国数控车技能大赛于2004年在南昌举行。
图3是当年的比赛现场图。
第四届全国数控车技能大赛第四届全国数控车技能大赛于2006年在郑州举行。
图4是当年的比赛现场图。
第五届全国数控车技能大赛第五届全国数控车技能大赛于2008年在哈尔滨举行。
图5是当年的比赛现场图。
第六届全国数控车技能大赛第六届全国数控车技能大赛于2010年在合肥举行。
图6是当年的比赛现场图。
第七届全国数控车技能大赛第七届全国数控车技能大赛于2012年在长沙举行。
图7是当年的比赛现场图。
第八届全国数控车技能大赛第八届全国数控车技能大赛于2014年在大连举行。
图8是当年的比赛现场图。
第九届全国数控车技能大赛第九届全国数控车技能大赛于2016年在成都举行。
图9是当年的比赛现场图。
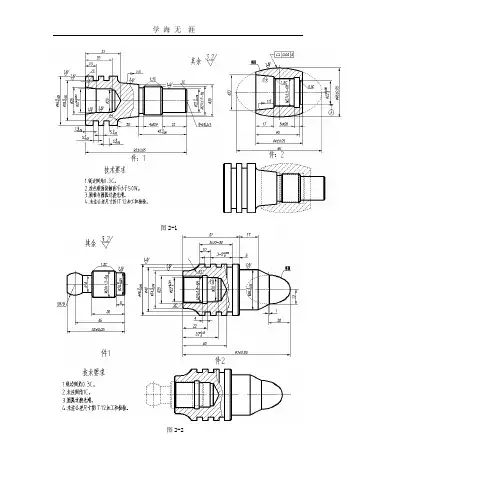
山西省第三届“中国移动杯”职工职业技能大赛数控车比赛技术文件山西省第三届“中国移动杯”职工职业技能大赛组委会二〇〇九年七月·长治目录1、数控车实操竞赛工程说明┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅22、数控车床安全操作规程┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅33、数控车理论知识竞赛工程说明┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅44、操作工程图纸┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅55、操作工程评分表┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅96、数控车床参数表┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅117、赛场设备、器具清单表┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅128、数控车自备器具清单表┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅┅13山西省第三届职工职业技能大赛数控车实操竞赛工程说明一、竞赛试卷及评分说明<一)竞赛试卷<实际操作占总分70%)实操试卷共2件<详见图样SZJDS-C-2009-01、SZJDS-C-2009-02),加工要素包括平面、内孔、内外台阶、沟槽等。
试件在结构上还包括偏心、非圆曲线等特征。
实操比赛采用手工编程,比赛所用刀具、量具由选手自带,不准带专用刀具、工具和工装。
<二)评分说明1、符合图纸特征要求,每项、处可得分;否则不得分。
2、尺寸达公差要求,每项、处可得分;超差未过1倍可得1/2分值。
3、形位公差符合要求,每项、处可得分;超差未过1倍可得1/2分值。
4、粗糙度符合要求,每项、处可得分;否则不得分。
5、正确执行安全操作规程,对违反安全操作规程者,视具体情况扣0.3-5分。
6、机床、工件、夹具、刀具等发生碰撞者,终止比赛。
7、竞赛时间为6小时。
<不包括清理机床时间)8、未尽事宜由现场裁判裁决。
二、赛前准备<一)备料<二)赛场设备、器具清单表<三)参赛者自备器具清单表数控车床安全操作规程1、实际操作前穿戴好劳动保护用具,严格检查机器各部位是否正常,尤其要检查设备的安全防护装置、信号装置是否安全可靠,仪器仪表是否有异常。
2016 年全国职业院校技能大赛 中职组数控加工技术(数控车)赛项技术文件一、毛坯清单序号 零件名称 图号 材料 毛坯规格 数量 备注1 独立赛件 SC01‐1 LY12 Ø80×135×Ø20(通孔)1 人工时效处理2 小批量赛件SC01‐2 45钢 Ø65×45×Ø20(通孔) 4 150-220HB 注:每个赛位提供1套二、刀具赛场不提供刀具,选手可根据公布的竞赛样题自带相应刀具,数量不限。
三、量具赛场不提供量具,选手依据公布竞赛样题自备竞赛所用量具,种类、数量不限。
四、机床及夹具1.数控车床序号 可选择的设备平台大连机床集团有限责任公司 CKA61501发那科 FANUC-0i-MATE- TD / TC大连机床集团有限责任公司CKD6150A/750 2广数 GSK-980TDc大连机床集团有限责任公司CKA61503华中HNC-818A山东辰榜数控装备有限公司CK6150e4凯恩帝 K2000TC1i注:1)各参赛选手报名时选择一种设备平台。
2)每个赛位配置一台计算机(WIN7系统)及与机床用数据线(或网线)进行数据通讯。
2.数控车床用夹具1)统一提供手动三爪卡盘和相配套的硬爪,其中大连机床集团有限责任公司 CKA6150机床配备瓦房店机床附件厂生产的型号为K11250C/D8手动三爪卡盘;大连机床集团有限责任公司 CKD6150A机床配备瓦房店机床附件厂生产的型号为K11250C/C8手动三爪卡盘;山东辰榜数控装备有限公司CK6150e机床配备呼和浩特机床附件厂生产的型号为K11250C/A28手动三爪卡盘,同时允许选手依据公开竞赛样题自带没有轴向定位的开口夹套和软爪(加工软爪夹持块自带,长度须小于30mm)。
2)不允许选手携带二类工装夹具。
五、操作技能竞赛平台技术参数1.平台一/三1)机床厂家及规格型号:大连机床集团有限责任公司CKA6150/10002)CNC控制系统数控系统型号规格: FANUC-0i-mate-TD/TC 华中HNC-818A通讯接口形式: RS232接口(FANUC) 以太网接口(HNC-818A)X/Z轴电机类型:交流伺服电机X轴电机功率: 1.2KW(FANUC) 1KW(HNC-818A) Z轴电机功率: 1.2KW(FANUC) 1.5KW(HNC-818A)X轴电机扭矩: 7NM (FANUC) 4.8NM(HNC-818A)Z轴电机扭矩: 7NM (FANUC) 7.2NM(HNC-818A) 最小设定单位: 0.001mm (FANUC) 0.001mm(HNC-818A)3)技术规格床身上最大工件回转直径:Φ500 mm刀架上最大工件回转直径:Φ280 mm最大工件长度: 1000 mm最大加工长度: 930 mm床身导轨宽度: 400 mm4)主传动主轴变速形式:手动三档,档内无级变速 主轴电机类型:变频电机主轴电机功率: 7.5 KW主轴转速范围: 7~2200 r/min低档: 7~135 r/min 中档: 30~550 r/min 高档: 110~2200 r/min 主轴通孔直径: Φ82 mm5)进给系统X轴行程:280 mmZ轴行程:935 mmX轴电机类型:交流伺服电机Z轴电机类型:交流伺服电机X轴快速进给速度: 4000 mm/minZ轴快速进给速度: 8000 mm/minX轴进给速度范围: 1~2000 mm/minZ轴进给速度范围: 1~4000 mm/minX轴定位精度: 0.03 mmZ轴定位精度: 0.04 mmX轴重复定位精度: 0.012 mmZ轴重复定位精度: 0.016 mm6)刀架装置刀架形式:立式电动装刀数量:4把刀架重复定位精度:0.008 mm刀杆截面尺寸: 25 × 25 mm7)冷却系统水箱容积: 35 L冷却泵电机功率:200 W冷却泵流量: 25 L/MIN2.平台二1)机床厂家及规格型号:大连机床集团有限责任公司CKD6150A/750 2)CNC控制系统数控系统型号规格:广数 GSK-980TDc通讯接口形式:RS232标准通讯接口。