TMC公司平衡装配线生产节拍研究
- 格式:pdf
- 大小:419.70 KB
- 文档页数:6

基于精益生产的装配线平衡分析与改善应用研究摘要:本文以某汽车零部件生产企业的装配线为例,通过对装配线进行精益生产的平衡分析和改善应用研究。
通过对装配线的当前状态进行分析,找出存在的问题和瓶颈,然后根据精益生产的理念,对装配线进行改进和优化。
通过改善实施后的效果评估,证明精益生产对装配线平衡分析和改善应用的有效性。
关键词:精益生产,装配线,平衡分析,改善应用1.引言2.装配线的当前状态分析装配线是企业的主要生产线,其平衡与否直接影响到生产效率和产品质量。
首先需要对装配线的当前状态进行分析,找出存在的问题和瓶颈。
在对某汽车零部件生产企业的装配线进行调研和实地观察后,我们得出了以下几点存在的问题:2.1 装配线的工序分布不均匀,导致部分工序负荷过重,而其他工序负荷较轻。
2.2 存在很多人工操作和等待的环节,造成了生产效率的低下。
2.3 生产线上存在着大量的不必要的等待和运输环节,增加了生产成本和周期。
以上问题都表明了当前装配线存在着严重的不平衡和浪费现象,需要通过精益生产的改善应用来解决。
3.1 去除浪费根据精益生产的理念,我们首先对装配线上的浪费进行了彻底的分析和识别。
通过价值流图的绘制和价值流分析,我们找出了装配线上的各种浪费现象,如等待、运输、库存、不必要的动作等。
然后针对每种浪费现象,制定了相应的改善措施,比如优化物料的流程、合理安排工序的顺序等,从而去除了大量不必要的浪费,提高了生产效率。
3.2 平衡生产流程针对装配线工序分布不均匀的问题,我们对生产流程进行了重新设计和布局。
通过对各个工序的生产周期、产能、人力资源等进行合理配置和安排,使得每个工序的工作负荷得以平衡,从而达到了生产线的平衡和优化。
3.3 提高人员技能和自主管理精益生产的理念强调员工的全面参与和自主管理,我们在装配线改善应用中,注重提高员工的技能和素质,鼓励员工参与到生产流程的改善和优化中。
通过培训和激励机制的建设,使得员工对生产线的管理和维护更加主动和有效。


工业工程在生产线节拍控制与平衡中的应用研究随着制造业的发展和技术的进步,工业工程在生产线的节拍控制和平衡中扮演着至关重要的角色。
它的应用可以优化流程,提高效率,降低成本,从而为企业赢得竞争优势。
本文将探讨工业工程在生产线节拍控制与平衡中的应用,并介绍一些相关的工具和技术。
首先,我们来了解一下什么是生产线的节拍控制和平衡。
生产线节拍控制是指通过合理安排工序的时间和工人的效率,使得生产线上的产品能够按时保质地完成。
而生产线平衡则是指合理分配工序和工人之间的负荷,避免某些环节的瓶颈以及资源的浪费。
这两个方面都是工业工程所关注的核心问题。
在控制生产线节拍方面,工业工程师可以利用一系列的工具和技术来实现。
首先是时间研究,通过对工序和任务的分析和测量,确定每个工序所需的时间,并确保它们之间的顺序合理。
其次是方法研究,即对不同的工序进行研究和改进,以提高效率和质量。
比如,可以采用标准化的工作方法和工具,减少不必要的动作和等待时间。
为了实现生产线的平衡,工业工程师可以使用诸如线平衡图和任务分配矩阵等工具。
线平衡图可以帮助工程师可视化生产线上的每个工序和它们之间的关系,以便优化工序的安排和分配。
而任务分配矩阵则可以帮助确定每个工人在生产线上的任务分配,确保负荷均衡。
通过这些工具的应用,工业工程师可以避免生产线上的瓶颈和资源浪费,提高生产效率和质量。
除了工具和技术,工业工程在生产线节拍控制和平衡中还需要考虑一些其他因素。
首先是人力资源的合理配置。
工业工程师需要考虑每个工人的技能和能力,以及他们在生产线上的工作时间和负荷。
其次是设备和资金的合理配置。
工业工程师需要评估和选择适合生产线的设备和资金,以确保其能够满足产能和质量的要求。
最后是监控和评估的重要性。
工业工程师需要建立监控系统,及时获取生产数据并进行分析,以便优化生产线的运行和改进。
总结起来,工业工程在生产线节拍控制与平衡中的应用研究是一个复杂而关键的领域。
它涉及到多个层面和因素,需要综合运用工具、技术和管理知识进行分析和优化。

装配生产线平衡的研究课程引言装配生产线是制造业中非常重要的环节之一,它涉及到生产效率、质量控制和成本控制等方面。
精确平衡装配生产线能够最大限度地提高生产效率,降低生产成本,提高产品质量。
本文将对装配生产线平衡的研究课程进行探讨。
什么是装配生产线平衡?装配生产线平衡是指在装配生产线上合理分配任务和工作内容,使得各个工作站之间的工作负载相对均衡。
当装配生产线平衡时,各个工作站的生产节拍和产能变得相对均衡,从而实现生产效率的最大化。
为了实现装配生产线的平衡,需要考虑到各个方面的因素,例如零件供应、工作站之间的物料传递、人员需求等。
为什么需要进行装配生产线平衡的研究?装配生产线平衡的研究对于制造企业来说具有重要的意义。
首先,装配生产线平衡可以提高生产效率,降低生产成本。
通过合理安排工作站的生产节拍,能够避免生产线的拥挤情况,减少生产中的等待时间,提高生产效率。
其次,装配生产线平衡有助于提高产品质量。
当各个工作站的工作负载相对均衡时,可以减少工作站之间的影响,从而降低生产中的失误率,提高产品质量。
此外,装配生产线平衡还有助于提高工人的工作满意度,减少工作压力,提高工人的工作效率。
装配生产线平衡的基本原则装配生产线平衡不是一项简单的任务,需要考虑到各个方面的因素。
下面介绍一些装配生产线平衡的基本原则:1. 合理分配任务在装配生产线上,不同的工作需要消耗不同的时间和劳动力。
为了实现平衡,需要根据各个工作站的工作内容和工人的能力,合理分配任务。
比如,将耗时较长的工作安排给工作内容相对简单的工作站,以保证整个生产线的平衡。
2. 考虑工作站之间的物料传递装配生产线上,各个工作站之间的物料传递需要考虑到时间和效率。
为了实现平衡,可以通过优化物料传递路径和使用自动化设备等方式,减少物料传递的时间,提高生产效率。
3. 根据需求调整产能不同的产品需求量不同,为了实现装配生产线的平衡,需要根据产品需求量调整产能。
当产品需求量较大时,可以增加工作站的数量或者增加工人的数量,以保持装配生产线的平衡。
基于平衡的拖拉机变速器生产线节拍研究马洪新(德州学院汽车工程系,山东德州 253000)摘要:结合企业生产实际采用因素分析与定量测算的方法研究生产线节拍问题,提出生产线优化方案。
着重研究了节拍平衡及制约生产能力关键原因,提出了一种实施效果评价方法 生产线平衡率方法。
方法应用于拖拉机变速器装配线中,得到了较好的试验结果。
研究证明,生产线节拍确定及工序均衡有助于生产线实现科学管理。
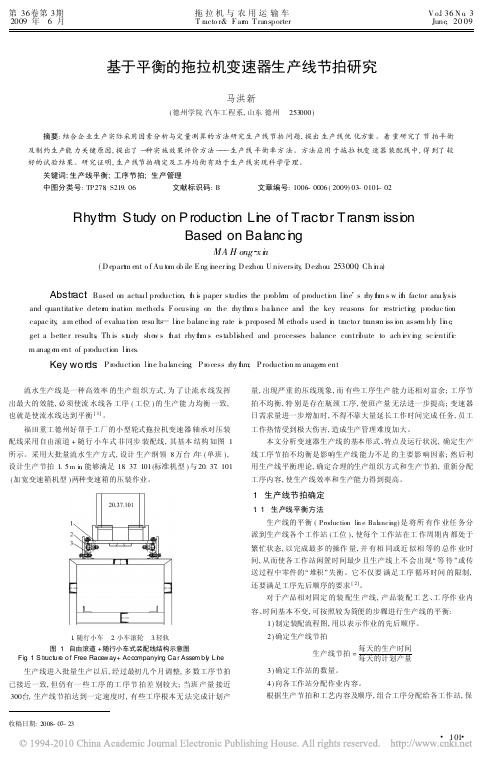
关键词:生产线平衡;工序节拍;生产管理中图分类号:TP278;S219.06 文献标识码:B 文章编号:1006-0006(2009)03-0101-02Rhyth m S tudy on P roducti o n Li n e of Tract or Trans m issi o nBased on Bal a nc i n gMA H ong x i n(D epart m ent o f Au t om ob ile Eng i neer i ng ,D ezhou U niversity ,D ezhou 253000,Ch i na)Abstr ac:t Based on actua l production ,t h i s paper st udies the proble m of producti on li ne s rhy t h m s w it h factor ana l ysisand quantitati ve deter m i nati on methods .F ocusing on the rhy th m s ba l ance and the key reasons for restr icti ng produc tion capac ity ,a m ethod of evalua ti on resu lts li ne balanc i ng rate i s proposed .M ethods used i n tracto r trans m iss i on asse m bly li ne ,get a bette r results ,Th is st udy sho w s t hat rhy t h m s establi shed and processes balance contri bute to ach i ev i ng sc i entifi c m anag e m ent of production li nes .Key wor ds :P roduction li ne ba l ancing ;P ro cess rhy t hm ;P roducti on m anage m ent流水生产线是一种高效率的生产组织方式,为了让流水线发挥出最大的效能,必须使流水线各工序(工位)的生产能力均衡一致,也就是使流水线达到平衡[1]。
I装配生产线平衡的研究摘要随着快速多变的市场需求及企业的发展,在流水线生产的模式下,如何提高生产线的整体效率,减少工序间的在制品,以及追求同步化生产越来越受到重视,企业生产中通常用平衡率这一量化的指标来评价一条流水线平衡性的高低.它在某种程度上决定着企业设备的利用率,并限制着生产线生产能力的提高。
论文通过对装配生产线平衡的研究,结合自身企业产品的特点,对现有生产进行了改善,说明了现有工业工程技术在生产线平衡改善中的作用。
首先,本文叙述了生产线平衡理论及评价方式,及影响线平衡的要素,同时根据工业工程基础理论定义了改善生产线平衡的方式。
对于本文所讨论的机种N 机型,针对其线平衡率不高的问题,通过分析现状,找出了问题所在:工时量测不合理;有明显的瓶颈站位存在;人机利用率较差;作业工序安排不当。
然后根据生产线平衡的步骤及方法,运用了统计分析的x-σ管制方法,及学习曲线的理论,重新确定了工时;并按照工序节拍均衡的原则,通过对工业工程理论中ECRS及人机操作分析方法的运用,调整了工序内容,使各工序节拍趋于一致,且精减了部分站位,节省了人力,设备成本,并使生产能力得到了提高。
论文的运用方法:1.结合统计制程管中的x-σ管制方法,来对工时量测进行计算。
2.运用学习曲线,结合实际生产状况,适时进行工时改善,降低生产线工时,提高了人均产出。
3.运用人机操作分析法,调整测试站位的工时及人机分配。
关键词:生产线平衡,工序节拍,人机操作分析,x-σ管制,学习曲线RESEARCH ON THE ASSEMBLYPRODUCTION LINE BALANCEABSTRACTTo meet the variable requirement of the market,it becomes more andmore important to improve the efficiency of production line,decrease thestorage of half-goods and attain equalization for the pipelines.It is an popularindex for the company to make the assessment on a pipeline,and it is alsoaffect the line capability.Through studying on the theory of the assembly line balance andcombining the the characteristic of the the real production line,we find it ishelpful to practice the industry engineering technology.First,this paper hasrecounted the theory of the pipeline balance and of how to make evaluationfor it.Then by the theory,the paper defined the detail methods to improve theline balance.For the model of N which is one of the most important productsin our company,we found some problems on the pipeline by analyzing thesituation:unreasonable measurement for cycle time;obvious neckstation;low efficiency for the use of man-machine;improper arrangementfor the operation.By steps and methods of assembly line balance,the paper practice thestatistic method of x-σcontrol and the study-curve,so new man-hour wasmade.Then following ECRS(Eliminate,Combine,Rearrange,Simplify) principle of IE and man-machine the method,we adjusted operation contentand make the operation cycle reach unanimity.During the improvement,wealso made the cost down for some stations,operators,machines and increasedthe production capacity of line greatly.Theory practice in the paper:1.To measure the man-hour with x-σmethod.2.Through study-curve,improve the man-hour.3.To use man-machine method and adjust the allocation ofoperator and machine. KEY WORDS:production line balance,operation cycle,man-machineoperation analysis,x-σcontrol,study-curve目录摘要ABSTRACT第一章绪论1.1课题背景及研究意义1.2国内外研究现状1.3本课题研究方1.4论文的创新之处第二章理论概述2.1流水线生产线平衡理论2.1.1生产线平衡定义2.1.2装配线平衡原则2.1.3线平衡的效果评价2.1.4影响线平衡的要素2.1.5线平衡改善方向2.2 IE基础理论2.2.1方法研究分类2.2.2程序分析的四大原则2.2.3操作分析种类2.2.4动作分析十大原则2.3作业测定(也称为时间研究)2.3.1时间研究分类2.3.2时间研究实施步骤2.4学习曲线理论2.5保证质量要求2.6本章小结第三章N机型生产现状分析3.1 N机型装配线简介3.2 N机型生产线中存在的主要问题3.3本章小结第四章N机型生产线平衡方案实施4.1工序节拍平衡改善的步骤4.2确定组装及包装段各工序站位的工时4.2.1学习曲线分析4.2.2以X-σ统计法确定工时量测值4.2.3重新确定各工序站位的工时4.3提高瓶颈站位的生产能力4.4调整工序作业内容4.4.1工序作业调整的基本原则4.4.2工序作业内容调整方案实施4.4.2.1站位作业内容改善4.4.2.2站位分布调整4.4.2.3线体规划与品质相结合4.5人机法的应用4.6其它管理方式及技巧的应用4.7本章小结第五章N机型生产线平衡方案实施效果评价5.1工艺流程变更的相应措施5.2调整后的生产效率5.3改善后的产能及人力变化5.4本章小结第六章结论与展望参考文献致谢第一章绪论1.1课题背景及研究意义随着全球经济的发展,科学技术的飞跃,市场需求的变化,国内国际企业的竞争日趋激烈,企业竞争优势体现在质量,成本,交期,服务,安全等各方面。
现代制造业中的装配线平衡研究在现代制造业中,装配线是非常常见的一种工艺,可以大幅降低生产成本,提高生产效率。
而装配线平衡则是一种优化工具,能够最大程度地利用每一秒钟,从而增加生产率并降低生产成本。
一. 装配线平衡的定义及作用装配线平衡是指在满足生产要求的情况下,使每个工作站的工作时间尽可能接近,以达到生产效率最大化的一种工艺。
它的作用包括:1. 提高生产效率平衡装配线可以明显提高生产效率,尤其在大规模生产时效果更为明显。
通过优化流程,减少废品和重复工作,可以加速生产流程,从而提高产品质量以及生产效率。
2. 降低生产成本装配线平衡可以优化流程并避免重复工作,从而减少人力成本和浪费。
通过合理的调配生产线,可以降低设备维修费用和耗损率。
因此,在生产大规模产品时,使用装配线平衡可以极大地降低生产成本。
二. 装配线平衡的优化步骤优化装配线平衡并不是一件容易的事情,需要经过一系列的步骤才能够达到最佳效果。
1. 测量并收集数据首先需要测量工作站的工作时间,并记录每个工作站的工作台数和工作内容。
通过这些数据,可以客观地分析每个工作站的生产效率以及优化的空间。
2. 设计模型其次需要使用一些常用的工作模型,比如Gantt图,以确定整个生产线的工作流程和时间分配。
通过绘制图表,可以更加清晰地了解各个工作站之间的关系。
3. 优化法则优化法则是一组用于平衡装配线的技巧和规则,可以用于分析和优化流程。
一些常用的法则包括最小处理时间法、虚构工作站法、双线平衡法、轮换法等。
这些法则可以根据实际情况进行选用,并适当变更以优化生产线效率。
4. 进行模拟测试在对生产线进行优化前,需要进行模拟测试以确定最优解,根据测试结果判断是否需要继续调整。
通过模拟测试,可以减少实验成本以及确保最佳效果。
5. 实施和监测最后就是进行实施和监测了。
在进行实施前需要进行详细的工作说明书编制和工人培训,对于常规工人需要满足进行操作要求,并了解当前的工艺流程。
工业工程在装配线平衡与节拍优化改进中的应用作为一项涉及到整个生产过程的学科,工业工程涵盖了多个领域,其中之一就是装配线平衡与节拍优化。
装配线平衡与节拍优化是指通过合理的任务分配和工作节拍调整,实现装配线工作效率最大化的过程。
本文将探讨工业工程在装配线平衡与节拍优化改进中的应用。
一、装配线平衡的重要性装配线平衡是指在一条装配线上,各个工作站的工作负荷分配合理,从而实现生产任务的顺利完成。
装配线平衡能够提高产线的生产效率,减少工作站之间的等待时间,并降低工人的劳动强度。
当装配线上的工作负荷分配不平衡时,会出现一些工作站的负荷过重,而另一些工作站的负荷过轻的情况。
这样会导致工作站之间的等待时间增加,从而影响整个装配线的工作效率。
通过工业工程的方法,可以对装配线进行合理的任务分配,实现装配线平衡,提高生产效率。
二、节拍优化的意义节拍优化是指在装配过程中对工人操作的时间进行合理的调整,从而提高装配效果和节约生产时间。
节拍优化的目标是通过合理的时间分配,摒弃不必要的等待,减少操作时间,提高工作效率。
通过减少装配过程中的闲置和停工时间,可以大大改善装配线的生产效率,降低成本,提高产品质量。
三、装配线平衡与节拍优化方法1. 工序分析工序分析是对整个装配过程进行详细的分析和评估的过程。
通过观察和记录每一个工序的操作时间和操作顺序,可以识别出每个工序的特点和问题。
通过工序分析,可以找出装配线上的瓶颈,制定相应的改进方案。
2. 时间研究时间研究是对装配过程中每个工序的操作时间进行详细测量和分析的过程。
通过时间研究,可以准确地了解每个工序的实际操作时间,并找出不必要的等待时间和浪费时间。
在装配线平衡与节拍优化改进中,时间研究是非常重要的一环。
3. 装配线平衡装配线平衡是指将装配过程中的工作负荷合理地分配给各个工作站的过程。
在装配线平衡中,需要考虑各个工作站的工作时间、工作内容和工作人员的技能水平等因素。
通过合理的任务分配,可以减少工作站之间的工作量差异,并提高整个装配线的工作效率。
实验二装配生产线平衡实验一、实验任务1.对玩具小车装配过程进行装配生产线平衡;2.在实验室生产模拟系统上模拟玩具小车装配生产线运行过程,并分析平衡效果。
二、实验目的及训练要点1.训练学生合理设计和实施一个工序平衡的生产线。
2.学会装配线平衡的基本方法和步骤。
3.在实验室生产线模拟系统上进行实际模拟,检验数据的准确性,同时掌握生产线模拟系统的操作过程。
另外,训练学生组织活动的能力。
三、实验原理1.定义工作站——操作者为了完成指定的装配作业在装配线上的工作位置。
有时候也把工作站称为“工位”或“工序”。
作业单元——作业的最小单元,一般情况下,这些操作单元不能再分。
对于很复杂的装配作业,例如汽车装配,作业单元如果划分得过细,会使整个平衡过程十分复杂,划分的过粗,又会使平衡难以很好进行,因此,必须寻找一个最佳尺度。
作业单元时间——完成某一个作业单元所用的标准时间,一般是经过工作研究和作业测定的操作时间。
节拍或周期——流水线上生产出一个产品所需要的时间,即相当于从装配线上出来成品的时间间隔。
工作站时间——完成分配给一个工作站的全部作业单元所需要的时间。
工作站空闲时间——在节拍内完成分配给一个工位的全部作业后所剩余的时间,它等于节拍减去工作站时间。
总作业时间——完成整个产品装配过程所需要时间,它等于所有作业元素时间之和。
总空闲时间——整个装配过程汇中,所有工作站空闲时间之和。
平衡效率——是衡量装配线上各工作站间均衡程度好与差的指标。
后续作业——从该作业单元出发沿着装配优先顺序图上所有路径前进直道终点所遇到的所有作业。
先行作业——从该作业开始逆路径方向而行直至起点所遇到的所有作业。
2.流水线平衡的基本步骤(1)完成初步的工艺流程的设计与优化。
制订初步的装配工艺过程,然后利用工艺程序分析方法、5W1H以及ECRS(取消、合并、重排、简化)四大准则对工艺程序进行改善,利用动作研究改善各操作单元的动作等。
改善的目的是为了消除工艺流程中存在的各种不合理的现象、减少浪费等。
第23卷第1期苏 州 大 学 学 报(自然科学版)Vol123,No11 2007年1月JOURNAL OF SUZHOU UN IV ERSIT Y(NA TURAL SCIENCE EDITION)Jan12007TMC公司平衡装配线生产节拍研究Ξ杨 光,周炳海(上海交通大学机械动力工程学院工业工程与管理系,上海 200030)摘 要:以TMC公司组装生产线为研究对象,运用模特法及秒表测时法测定了流水线各工位的作业时间,找出了影响流水线生产能力的瓶颈工位;依据ECRS(取消、合并、重排、简化)和动作经济原则改善了该流水线的节拍,包括对相关工位作业内容的重新分配、对生产流程进行重新布局.新方案的实施使该组装线生产能力提高了38159%.关键词:工作研究;流水线生产节拍;方法研究;作业测定中图分类号:F272 文献标识码:A 文章编号:100022073(2007)01200672060 引言TMC公司是2004年8月投产于苏州高新区的一家外商独资企业,一期设备主要用于背投电视用成组光学镜头的生产,其市场目标主要是亚洲客户.目前,共有成品组装流水线2条.处于全球战略目标的考虑,总公司决定从2005年10月起由TMC公司面向全球供货,要求TMC的产能扩大为现有产能的4倍.如果按照现有组装线的能力配置,相应的产线也要扩大为现有的4倍,即增加为8条生产线.为了应对该出货任务,TMC公司决定一方面要最大限度地挖掘现有生产线的潜能,另一方面准备将组装流水线由当前的2条增加到7条.经过笔者的调研,发现该公司装配线的工位布置和作业分工不尽合理,导致生产线平衡率较低,不能充分发挥现有生产线的生产能力.目前公司为了完成生产任务,不得不采取扩线、加班等措施,极大地增加了企业的生产运营成本.因此,急需对现有生产线问题进行分析,找出影响产线平衡的因素,并实施改善,以最小的投入获取最大的回报.在改善过程中,主要应用工作研究理论中的方法研究和作业测定技术.方法研究是对现有的或拟议的工作(加工、制造、装配、操作等)方法进行系统的记录和严格的考察,并以此作为开发和应用更容易、更有效的工作方法,以及降低成本的一种手段[1].国际劳工组织的工作研究专家为作业测定所下的定义是:作业测定(工作衡量)是运用各种技术来确定合格工人按照规定的作业标准,完成某项工作所需要的时间[2].它是采用时间研究(秒表时间研究)、工作抽样、预定时间标准法、标准资料法等特定的程序和方法,来研究完成一定的作业所需标准的一种方法.由于该装配线是以手工作业为主,所以采用作业测定理论中的模特法为主要研究手段,同时也运用时间研究(秒表测时法)来进行工时分析.1 该生产线存在的问题分析111 生产线简介该组装线目前共有2条,处于整个生产流程的后部,其主要任务是完成经过注塑和镀膜后的A、B1和B2镜片的装配以及镜头组光学性能的测试和包装等.具体流程如图1所示.Ξ收稿日期:2005-12-15作者简介:杨 光(1973-),男,陕西渭南人,工程师,硕士,研究方向为工业工程.图1 组装流程介绍112 生产线问题调研作业时间是核算产线平衡率的基础数据,也是找出瓶颈工位的前提条件.经过实际调研,光学性能检验和贴标签是由一个人在一专门设计的暗室中操作完成的.检验合格的产品再通过一传送带送至室外的包装工位.由包装人员完成镜头组的包装任务,每满一栈板448个后再打包入库.经测试,镜头光学性能检验用时14s ,贴标签用时514s ,合计用时1914s.包装工位每一镜头的平均作业时间为12s ,其中9s 用于镜头组的包装,另外的3s 用于整箱完成后的打包.经观察,暗室光线不足,贴标签既费工又费时,效果不是很理想.而室外的包装人员由于要整箱打包入库,每一栈板打包时间约为20min ,在这个过程中,大量的经过测试的镜头组就会堆积在传送带上,甚至停线等待包装完成,极大地影响了生产线效率.由于该工序是以手工作业为主,所以主要通过模特法对各工位现行作业时间进行测定.另外,由于外观检查工位的作业时间受不良率和压接机及其他因素的影响,主要采用秒表测时的办法来制定.下面以“装镜片”工位为例,介绍模特法在测量作业时间中的应用分析.装镜片工位的工人操作程序如下:首先双手分别同时拿取镜片小车(Cart )上的镜片夹(Plate ),并放到镜片支撑架相应的位置上,双手从周转箱中拿取B1镜片,并放在支撑架上.然后左手拿取一个半壳体(Cell Half ),右手分别从镜片支撑架上拿取A 、B1和B2镜片,并旋转到合适的角度将其插入半壳体的相应槽穴中.左手将装好镜片的半壳体送至冲压工位.其MOD 数分析如表1所示.表1 MOD 数分析表左手动作分析右手动作分析MOD 分析MOD 值伸手握住片夹后侧M4G 3伸手握住镜片夹前侧M3G 3M3G 3M1G 310移动镜片夹将其放入支撑架相应位置M4P2移动镜片夹将其放入支撑架相应位置M4P2M4P2M2P210伸手握住B1镜片盒左侧M4G 1伸手握住B1镜片盒右侧M4G 1M4G 15移动B1镜片盒将其放入支撑架相应位置M4P2移动B1镜片盒将其放入支撑架相应位置M4P0M4P26伸手从半壳体周转箱中拿取一个半壳体M4G 3伸手从半壳体周转箱中拿取一个半壳体M4G 0M4G 37平握半壳体BD 伸手从镜片夹中拿取一个A 镜M3G 3M3G 36平握半壳体BD 判断好方向后,将A 镜片装入半壳体相应槽穴M3P2M3P25平握半壳体BD 伸手从镜片夹中拿取一个B2镜M3G 3M3G 36平握半壳体BD 调整方向R2R22平握半壳体BD 判断好方向后,将B2镜片装入半壳体相应槽穴M3P2M3P26平握半壳体BD 伸手从B1镜片夹中拿取一个B1镜M3G 3M3G 36平握半壳体BD 将B1镜片装入半壳体相应槽穴M3P2M3P25将装完镜片的半壳体放到冲压工位M4P0将装完镜片的半壳体放到冲压工位M4P0M4P04总计78 根据该MOD 值,计算出该工位的作业标准时间如下:取宽放量30%(其中作业和车间宽放率18%;私事宽放率4%;疲劳宽放率8%),于是该工位 S T =6M OD ×01129×113s =78×01129×113s =13108s经过测定,各工位的标准用时数据如表2所示.86苏 州 大 学 学 报(自然科学版) 第23卷图2 作业所需时间及各作业顺序 表2 各工位作业标准时间序号工位名称定员人数/个标准时间/s1装镜片1132外观点检冲压11023打螺丝1104光学性能检验贴标签1145145包装112合计56614 从表2可以看出该装配线分为5个基本作业,分别由5个人来完成.每个作业所需时间及各作业顺序关系如图2所示.11211 考察这条生产线的节拍所谓节拍就是指各工作地完成分配给它的作业直到工作可以往下进行所容许的最大时间.节拍决定了一个生产线一定时间内的产量[3].从这些作业的时间可知此生产线的节拍为最长的作业时间1914s ,它决定了可能的产量范围.有如下公式: 表3 各工位闲置时间序号工位名称标准时间/s闲置时间/s1装镜片136142外观点检12714冲压3打螺丝109144光学性能检验19140贴标签5包装12714合计66143016 产能=O T/C T式中,O T 为每日运转时间;C T 为节拍.该生产线实行3班轮班生产,每班实际生产时间715h ,故每天共运转2215h.则日产能=O T/C T =2215×3600/1914Pcs ≈4175Pcs.112.2 再考察该生产线的效率因为该线节拍为1914s ,故可以得出以下各工位的闲置时间如表3所示. 生产线闲置率即生产线闲置时间百分比,是考察生产线效率的重要指标.其计算公式如下: 闲置率=6每节拍内的闲置时间/(N 实际的×节拍)×100%故 生产线闲置率=3016/(5×1914)×100%=3115%.11213 考察一下该生产线的产线平衡率(流水线负荷系数)从表1可以计算出生产线平衡率(流水线负荷系数).计算公式[4]如下: W =6(t i ×s i )/(t 0×a )其中,W 为产线平衡率,t i 为第i 工位标准时间,s i 为第i 工位定员数,t 0为流水线节拍,a 为流水线定员数(或采用的工作地数).故 产线平衡率=[6614/(1914×5)]×100%=6815%从以上分析可以看出,该组装线的效率即产线平衡率只有6815%,而闲置率则高达3115%,这意味着在生产过程中,有高达31.5%的时间由于产线配置不平衡而损失了.从表2中数据可以看出,导致产线平衡率低的主要原因是瓶颈工位即光学性能检验和贴标签工位作业时间与其他工位的作业时间存在着较大的差异.如果能将此瓶颈工位作业时间降低,那么就可提高该生产线效率.另外,在装镜片工位的镜片放置架也有改进的必要.96第1期 杨光,周炳海:TMC 公司平衡装配线生产节拍研究113 瓶颈工位问题分析依据程序分析的四大原则ECRS[取消(Elminate )、合并(Combine )、重排(Rearrange )、简化(Simple )],以及动作经济原则分析如下:(1)经过观察和确认,只需要增加一个打包区和一负责入库的工人来完成所有生产线的打包和入库工作,即可解决此问题.然后将暗室中的贴标签工作(514s 时间)转由包装人员完成,这在工艺上并不存在问题.这样既可以将瓶颈工位的作业时间由原1914s 缩短到14s ,降低该组装线的生产节拍.而且由于包装区光线较暗室好许多,这样贴标签的质量又可以得到保障.图3 镜片架位置及动作轨迹图(2)动作经济原则是通过对人体动作能力的研究,创立一系列有效发挥人的能力的动作原则,它能使作业者的疲劳最少,动作迅速而容易,增加有效的工作量.由于该生产线装镜片工位用时相对比较长(13s ),所以重点研究了该工位.此工位没有任何的设备机器,完全是手工作业,所以研究重点放在了作业的动作的合理性上.通过观察发现装镜片工位的镜片架的构造不符合动作经济原则的“工具物料应按最佳顺序排列”[5]的要求.该镜片架位置示意图如图3所示.从图3中可以看出:每装配一组镜片,该员工需要在放置架上来回拿取相应的镜片3次,动作幅度大、移动距离长,易产生疲劳且效率低下,导致作业时间偏长.2 改善方案设计及实施211 对流程(Process )进行重新布置首先将暗室中的贴标签工作转移至包装人员完成,这样此瓶颈工位的作业时间将大大缩短,由1914s 降为14s ,将贴标签由暗房转移至包装工位,由于包装区光线良好,此作业时间由原来的514s 降低为412s.这样不但减少瓶颈工位作业时间,降低生产节拍,而且减轻了暗房中检验人员的工作负荷.对于包装区的栈板打包,安排一个人员专门负责将所有组装线的栈板打包入库工作,具体调整如图4所示.经过一段时间的观察,这样并不会破坏各个工位之间的动态平衡.图4 调整前后状态对比07苏 州 大 学 学 报(自然科学版) 第23卷图5 装镜片U 型改造图例212 完成对装镜片工位镜片架摆放的U 型布置改造如图5所示,经过以上的U 型设计改造,不仅减少了作业者手部的移动距离,降低了作业者的劳动强度,而且使作业时间由原来的13s 降为1116s.3 改善效果评价311 减少了生产线节拍时间,从而提高了该组装线的生产能力表4为改善前后各工位标准时间比较,从此表可以看出,该组装线的节拍时间由改造前的1914s 减少为改造后的14s.因此改造后的日产能为 日产能=O T/C T =2215×3600/14Pcs =5786Pcs比改造前日产能提升(5786-4175)Pcs =1611Pcs ,产能提升率=1611/4175×100%=38159%.表4 改善前后各工位标准时间比较序号工位名称人数改善前标准时间/s改善后标准时间/s 1装镜片11311162外观点检冲压112123打螺丝110104光学性能检验贴标签114145包装1129合计511766146018312 减少了直接投资依据产能提升率可知,每条线的现产能将提升为原有的113859倍.故只要增加线数=8/113859-2=3177,即再增加4条线,即6条线就可满足产量增大4倍的市场需求.这样就要比原规划的7条减少1条,可直接减少设备和厂房扩充投资40万元,按照每条线定员5人计算,而6条线需增加一个专业的打包人员,故实际少增加人数4人.313 通过改造使生产线更加顺畅,流程更加合理,产线平衡率得到较大提升产线平衡率(流水线负荷系数)的计算公式如下: W =6(t i ×s i )/(t 0×a )=6018/14×5=8619%比改造前的6815%提升了1814%,相应的闲置率也由改造前的3115%下降为1311%.4 结束语一些生产线特别是组装流水线常常因为一个或几个瓶颈工位而影响了整条生产线产能.因此解决瓶颈工位,降低生产线节拍时间,从而不断提高产线能力成为企业改造流水线生产方式所关注的焦点.本文针对TMC 公司组装线存在的问题,运用方法研究、作业测定及流水线平衡的理论方法进行分析、改善,只用了很少的改造费用,就使得该组装线的生产能力提升了38159%,产线平衡率提升了1814%,为企业减少额外投资40万元.本文所采用的方法简单、实用,同时也给出了解决此类问题的一般方法.希望能对存在类似问题17第1期 杨光,周炳海:TMC 公司平衡装配线生产节拍研究27苏 州 大 学 学 报(自然科学版) 第23卷的企业有一定的借鉴意义.参考文献:[1] 白东哲.生产系统现场工作研究[M].北京:机械工业出版社,2004:45-46,150-151,127.[2] 张浩.生产管理学[M].北京:冶金工业出版社,1992:45-46.[3] 威廉J.史蒂文森.运营管理(8版)[M].北京:机械工业出版社,2005:125-127.[4] 潘家轺,曹德弼.现代生产管理学(2版)[M].北京:清华大学出版社,2003:120.[5] 郭伏,张国民.工作研究在流水线平整中的应用[J].工业工程与管理,2005(2),120-124.Study of balancing assembly Line’s cycle time in TMC corporationYang Guang,Zhou Binghai(School of Mechanical Engineering,Shanghai Jiao Tong University,Shanghai200030,China)Abstract:This paper is focus on the assembly line of the TMC company.The nodular method and second2watch measuring method are applied to measure the work time of the bottleneck stations.To improve the cycle time of the assembly line,the work contents of relative stations is reallocated.Finally,the production line is disposed a2 gain on the basis of the principle of ECRS(Eliminate,Combine,Rearrange,Simple)and the line balancing the2 ory.After implemented the new method,the capability of this production line have improved more than 38159%.K ey w ords:work study;cycle time;method research;work measurement(责任编辑:周建兰)。