麻花钻加工的技术参数转速进给量
- 格式:doc
- 大小:24.00 KB
- 文档页数:1
钻头几何形状参数对切削性能的影响张晋;彭彦平;孙秋花;张伟【摘要】It is significance to examine the relationship of the materials and the geometry because there are numerous kinds of bits and materials. Six kinds of drills with different geometry parameters were designed to drill the 45 steel materials. The axial thrust, the torque, the shape of the chips, the machining efficiency, the precision and the surface roughness of the holes were investigated to obtain a group of ideal data, which provides a way to experiment and analyze for drill bits' optimal design.%钻头和被加工材料的种类繁多,通过实验来确定不同的被加工材料与钻头几何形状参数之间对应关系的规律.用自行设计的6种不同几何形状参数的钻头,对45号钢材料进行钻孔加工实验,对钻孔时的轴向力、扭矩、切屑形状和孔的加工精度、表面粗糙度等进行了分析研究,确定了一组针对45号钢材料钻孔较为理想的钻头几何形状参数,为钻头几何形状参数优化设计提供了实验和分析方法.【期刊名称】《大连工业大学学报》【年(卷),期】2011(030)004【总页数】3页(P278-280)【关键词】麻花钻;几何参数;切削性能;切削刃【作者】张晋;彭彦平;孙秋花;张伟【作者单位】大连工业大学机械工程及自动化学院,辽宁大连116034;大连工业大学机械工程及自动化学院,辽宁大连116034;大连工业大学机械工程及自动化学院,辽宁大连116034;大连工业大学机械工程及自动化学院,辽宁大连116034【正文语种】中文【中图分类】TG713.10 引言刀具几何参数的设计一般要考虑如下诸多因素:工件材料、刀具材料及刀具基本类型、加工条件、刀具锋利性与强度的关系等[1]。
拨叉(831008)的加工工艺及钻20孔的夹具设计本文描述了CA6140车床拨叉(型号)零件的机械加工工艺规程及加工φ20孔的钻床夹具设计。
首先介绍了课程设计的重要性和个人的期望。
然后对零件进行了分析,包括零件的作用和材料特性,以及加工表面之间的位置要求。
接着设计了工艺规程,包括毛坯的制造形式和基面的选择。
最后介绍了钻床夹具的设计和加工工艺过程综合卡片。
在零件的分析部分,对拨叉的作用和结构进行了详细介绍,并提出了加工表面位置精度要求。
在工艺规程设计部分,选择了木摸手工砂型铸件毛坯,并选用铸件尺寸公差等级为CT-12.在钻床夹具设计部分,设计了一种可靠的夹具,并提供了加工工艺过程综合卡片,以确保加工精度和效率。
1.粗、精加工基准的选择为了保证零件的加工精度和装夹准确方便,我们需要选择合适的基准。
根据“基准重合”原则和“基准统一”原则,我们以粗加工后的上底面为主要的定位精基准,以两个小头孔外圆柱表面为辅助的定位精基准。
2.制定工艺路线根据零件的几何形状、尺寸精度及位置精度等技术要求,以及加工方法所能达到的经济精度,在生产纲领已确定的情况下,我们考虑采用万能性机床配以专用工卡具,并尽量使工序集中来提高生产率。
除此之外,还应当考虑经济效果,以便使生产成本尽量下降。
根据《机械制造工艺设计简明手册》,我们选择以下工艺路线方案:1.粗、精铣Φ32的上端面,以Φ32的外圆面为粗基准,采用X51立式铣床加专用夹具;2.钻、扩、铰、精铰Φ20孔,以Φ32的上端面为基准,采用Z525立式钻床加专用夹具;3.粗、精铣Φ32和Φ72的下端面,以Φ32的内圆面为基准。
采用X51立式铣床加专用夹具;4.粗、精铣Φ72的上端面,以Φ32的下端面为基准。
采用X51立式铣床加专用夹具;5.铣断,采用X60卧式铣床加专用夹具;6.粗、精镗Φ50孔,以Φ32的下端面为基准;7.钻Φ4通孔,钻M6孔;8.用三面刃铣刀铣斜槽面;3.机械加工余量、工序尺寸及毛皮尺寸的确定针对“CA6140车床拨叉”零件材料为HT200,硬度200HBW,毛坯重量1.2KG,生产类型大中批量,铸造毛坯的情况,我们需要确定各加工表面的机械加工余量、工序尺寸及毛坯尺寸。
6.4 钻孔、扩孔、锪孔加工工艺编程6.4.1 实体上钻孔加工用钻头在实体材料上加工孔的方法,称为钻孔。
钻削时,工件固定,钻头安装在主轴上做旋转运动(主运动),钻头沿轴线方向移动(进给运动)。
在实体上钻孔刀具有普通麻花钻、可转位浅孔钻及扁钻等。
1.实体上钻孔加工刀具⑴麻花钻麻花钻是一种使用量很大的孔加工刀具。
钻头主要用来钻孔,也可用来扩孔。
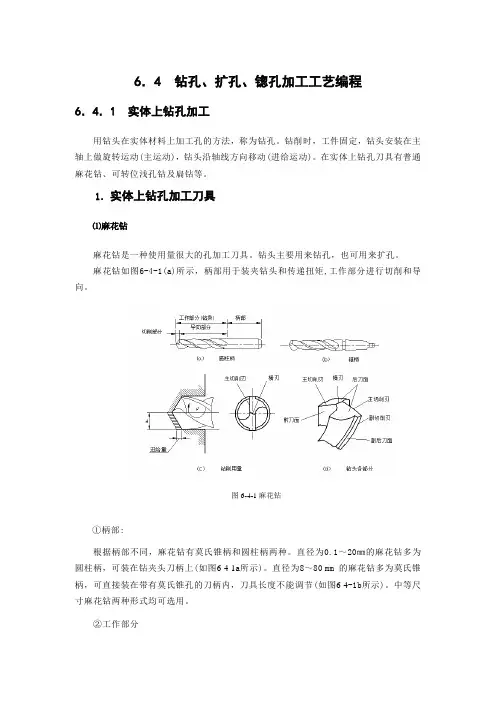
麻花钻如图6-4-1(a)所示,柄部用于装夹钻头和传递扭矩,工作部分进行切削和导向。
图6-4-1麻花钻①柄部:根据柄部不同,麻花钻有莫氏锥柄和圆柱柄两种。
直径为0.1~20㎜的麻花钻多为圆柱柄,可装在钻夹头刀柄上(如图6-4-1a所示)。
直径为8~80 mm 的麻花钻多为莫氏锥柄,可直接装在带有莫氏锥孔的刀柄内,刀具长度不能调节(如图6-4-1b所示)。
中等尺寸麻花钻两种形式均可选用。
②工作部分工作部分又分为导向部分及切削部分。
导向部分:麻花钻导向部分起导向、修光、排屑和输送切削液作用,也是切削部分的后备。
切削部分: 如图6-4-1d所示:麻花钻的切削部分有两个主切削刃、两个副切削刃和一个横刃。
两个螺旋槽是切屑流经的表面,为前刀面;与孔底相对的端部两曲面为主后刀面;与孔壁相对的两条刃带为副后刀面。
为了提高麻花钻钻头刚性,应尽量选用较短的钻头,但麻花钻的工作部分应大于孔深,以便排屑和输送切削液。
图6-4-2钻引正孔刀具2.钻引正孔刀具在加工中心上钻孔,因无夹具钻模导向,受两切削刃上切削力不对称的影响,容易引起钻孔偏斜,因此一般钻深控制在直径的5倍左右之内。
一般在用麻花钻钻削前,要先用中心钻,或刚性好的短钻头,打引正孔,用以准确确定孔中心的起始位置,并引正钻头,保证Z向切削的正确性。
如图6-4-2所示刀具为常用于钻削引正孔的刀具,图6-4-2a是中心孔钻头,图6-4-2b刀尖角为一定角度的点钻,图6-4-2c是球头铣刀,球头面上具有延伸到中心的切削刃。
引正孔钻到指定深度后,不宜直接抬刀,而应有孔底暂停的动作,对引导面进行修磨(常常用G82循环加工引正孔)。
第十二章钻削本章导读:钻削加工是孔加工的一种基本方法,在航空航天、汽车制造、电子等领域中的应用非常广泛,孔加工量约占机械加工总量的30%。
钻削力、钻削温度等参数对钻削加工性能有着重要的影响,因此有必要对钻孔机理进行深入的研究,模拟钻削过程对生产加工制造具有指导性意义。
Dform-3D自带有模拟钻削过程的模块,方便用户设置前处理参数。
本章在钻削模块中进行了钻削过程的模拟,并总结了钻削模拟过程中易出现的问题和解决方法。
12.1 钻削模块简介用户进入钻削模块后,只需根据提示输入模拟所需的参数即可。
该过程包括进入钻削前处理界面、设置钻削运动参数、添加钻头及工件模型、划分网格、设置模拟参数、生成数据、模拟运算、后处理。
12.2前处理本章对标准麻花钻钻孔过程进行了模拟,加工参数为:钻头直径d=6mm,转速n=1000r/min,进给量f=0.3mm/rev。
麻花钻材料为WC硬质合金,工件材料为AISI-1045(对应国标牌号为45号钢)。
12.2.1 新建项目打开DEFORM-3D软件,进入DEFORM-3D主界面,单击【File】→【New Problem】,选择【Guided templates】中的【Machining[Cutting]】,SI单位制,如图12-1所示。
图12-1 新建项目单击【Next>】,默认存储位置。
Problem name定义为Drilling,单击【Finish】进入切削加工前处理界面,如图12-2所示。
图12-3 前处理界面12.2.2 钻削参数设置Project name(项目名)默认,确定单位制为SI,单击【Next>】,Operation Name默认。
单击【Next>】,加工方式选择钻削【Drilling】,如图12-3所示。
图12-4 选择加工方式单击【Next>】对钻削运动参数进行设置,本例中设置n=1000r/min,进给量f=0.3mm/r,如图12-4所示。
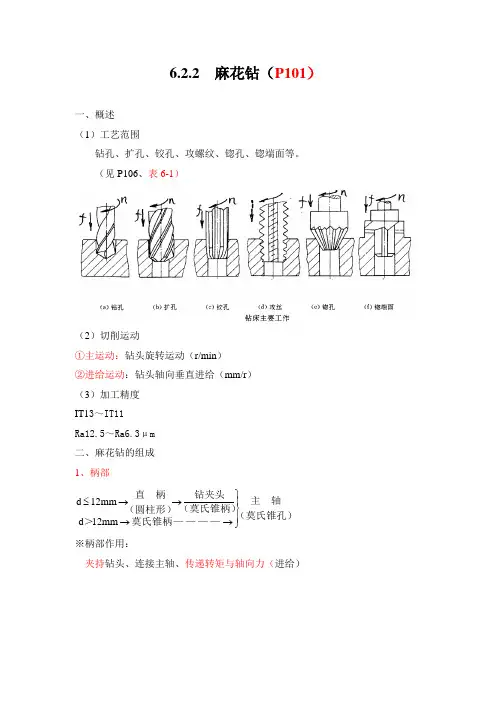
6.2.2 麻花钻(P101)一、概述 (1)工艺范围钻孔、扩孔、铰孔、攻螺纹、锪孔、锪端面等。
(见P106、表6-1)(2)切削运动①主运动:钻头旋转运动(r/min ) ②进给运动:钻头轴向垂直进给(mm/r ) (3)加工精度 IT13~IT11 Ra12.5~Ra6.3μm 二、麻花钻的组成 1、柄部(莫氏锥孔)主 轴————莫氏锥柄>(莫氏锥柄)钻夹头(圆柱形)直 柄⎪⎭⎪⎬⎫→→→→≤mm 12d 12mm d ※柄部作用:夹持钻头、连接主轴、传递转矩与轴向力(进给)2、颈部(1)磨削钻头直径时的退刀槽。
(2)打印规格与厂标处。
3、工作部分 (1)导向部分①(两条)螺旋槽⇒容屑;排屑通道。
②(两条)螺旋棱边(刃带)⇒钻头导向;保持圆的孔形。
(2)切削部分切削刃)切削作用(内孔车刀主、主切削刃圆锥面 后刀面螺旋面前刀面:切削刃形成的→⎭⎬⎫≈→→4217→刃带(棱边)→导向(前大后小) 3→副切削刃→修光和导向 8→副后刀面(7) 5:横刃※两个后刀面的交线(一条横刃)。
※切削条件差(V cmin ≈0;F f ↑;Q ↑)。
三、麻花钻的结构参数1、d :钻头直径,两刃带间的垂直距离。
⎪⎩⎪⎨⎧→→→擦。
减少刃带与孔壁间的摩前大后小)(~倒锥量>后前mm 10012.005.0d d2、d 0:钻心(两旁为螺旋槽) ※d 0=0.15d (mm )※前小后大(钻头轴向刚度↑)→正锥量→10024.1~(mm ) 3、螺旋角ββ:钻头刃带棱边螺旋线展开成的直线(斜边)与钻头轴线的夹角。
(1)主切削刃外径处(A 点)Pr.2tan 1-A πβ= 又:P =2π.r.tan βAP-钻头螺旋沟导程 (2)主切削刃钻心X 点:A 1x1-X r.tan .2.2tan P .2tan βπππβx r r -== A1-X r.tan tan ββxr =(3)⎩⎨⎧↓⇒→↑⇒→→minx x max A r βββββr 钻心孔 外径处 (4)→β实际上是钻头假定工作平面内的进给前角(γfx =β,见后面讲解)∴⎩⎨⎧↑↑最小、切削最差 钻心处 最大、切削轻快 外径处 fx min fx max fx γβγβγβ四、麻花钻的几何参数 1、基面与切削平面(图6-9) (1)基面P r :rA C P V A 基面 平面垂直的②且与该点平面在内的轴线点与钻头①过⇒⎭⎬⎫(2)切削平面P sSA rA P P A ⇒⇒⎭⎬⎫并垂直于基面②与主切削刃相切 点 ①过 见P11,还有: (3)P o 正交平面 (4)P f 进给平面(5)P p 背平面(复习P11)各点基面均不同。
目录第三章机械传动部件设计 (8)1切削力的计算 (8)2主轴齿轮传动方案确 (10)3主轴结构设计及计算 (15)4纵向进给运动的分析及计算 (18)5横向进给运动的分析及计算 (22)6Z向进给运动的分析及计算 (25)7齿轮强度校核 (28)8回转工作台运动的分析及计算 (30)9齿轮强度校核 (33)10滑动导轨的结构 (35)第四章数控系统设计 (43)1确定机床控制系统方案 (43)2单片机型号的选用 (43)3存储器的选用、扩展及连接 (45)4地址锁存器 (46)5键盘与显示接口电路 (46)6 8255与8031的连接 (59)7步进电机接口电路 (61)8总程序流程框图 (64)第三章机械传动部件设计由于电机工作时,其负载阻力有切削力、摩察阻力、惯性力,只有克服这些阻力,才能正常启动及运行。
因此要对进给系统进行必要的设计及计算。
3.1. 切削力的计算3.1.1、要求加工的最大孔为d=10mm,刀具为高速钢麻花钻(以磨损)。
工=0.638GPa);灰铸铁190HBS。
加工精度为:IT8∽IT10级件材料为45井钢(бb以下孔初加工。
3.1.2、确定切削力和扭矩:3.1.2.1、计算:(1)、当工件材料为 45井钢时,根据以知条件查《机械加工工艺手册》表2.4-38高速钢钻头钻孔时的进给量知:10mm钻头初加工的进给量为0.22∽0.28。
由表2.4-41高速钢钻头切削时切削速度、扭矩及轴向力可选取进给量的两极限值f=0.08mm/r∽0.30mm/r,对应的它们的切削速度为V=0.99m/s∽0.43m/s,则由10000nd v π=得 01000d vn π=钻头或工件的转速s r d n /53.3199.0100001=⨯=πs r d n /69.1343.0100002=⨯=π由《金属切削刀具》计算钻头轴向力F 和扭矩T 的经验公式及表3-1麻花钻轴向力和扭矩表达式中的系数、指数及修正系数可知:F y XF F K fd C F F081.9= (1)M y XM M K f d C T M 081.9= (2) 3102-=n m T P π (3)其中对于钢бb =0.638GPa C F =61.2 X F =1.0 Y F =0.7 C M =0.0311 X M =2.0 Y M =0.8 K F =K Fm K Fw K M =K Mm K Mw 对于已磨损钻头K Mw =1 K Fw =1工件材料K Mm =K Fm = 75.0637.0⎪⎭⎫ ⎝⎛b σ=0.98938则最小进给量f=0.08mm/rF 1=9.81×61.2×10×0.080.7×0.98938×1=1013.79N T 1=9.81×0.0311×102×0.080.8×0.98938×1=4.0Nm P M1=2×3.14×4.0×31.53×10-3=0.79Kw 最大进给量f=0.30mm/rF 2=9.81×61.2×10×0.300.7×0.98938×1=2557.22N T 2=9.81×0.0311×102×0.300.8×0.98938×1 =11.52NmP M2=2×3.14×11.52×13.69×10-3=0.99Kw(2) 当工件材料为 灰铸铁HB190时,根据以知条件查《机械加工工艺手册》表2.4-41高速钢钻头钻孔时的进给量知:10mm 钻头初加工的进给量为0.22∽0.28。
铣削切削参数计算表(附例证)铣削切削参数计算表符号术语单位公式V 切削速度m/minN 主轴转速r/minVf 工作台进给量(进给速度)mm/min Vf=fznznmm/r Vf=fnnfz 每齿进给量mmfn 每转进给量mm/rQ 金属去除率cm3/minDe 有效切削直径mm3.3.1计算切削用量(1)钻Φ23的孔。
①进给量小直径钻头主要受钻头的刚性及强度限制大,在条件允许的情况下,应取较大的进给量,以降低加工成本,提高生产效率。
普通麻花钻削进给量可以按以下经验公式计算:f =(0.01~0.02)d0 (3-1)f—进给量d0??—孔的直径则由(3-1)得:f =(0.01~0.02)×23=0.23~0.46由于零件在加工23mm孔时属于低刚度零件,故进给量应乘系数0.75,则f=(0.23~0.46)×0.75=0.1725~0.3mm/r,查表得出,现取f=0.25mm/r。
此工序采用Φ23的麻花钻。
所以进给量f= 0.25mm/z②钻削速度表3-2普通高速钢钻头钻削速度参考值单位:m/min工件材料低碳钢中、高碳钢合金钢铸铁铝合金钢合金切削速度25-30 20-25 15-20 20-25 40-70 20-40切削速度:根据表3-2可得切削速度V=20m/min。
根据手册可得:nw=300r/min,故切削速度为③切削工时l=23mm,l1=13.2mm.查《工艺手册》可得,切削工时计算公式:(3-2)1—切出量2—切出量—行程量①扩孔的进给量由《切削用量手册》可得得扩孔钻扩Φ24.8的孔时的进给量,并根据机床规格选取F=0.3 mm/z②切削速度扩孔钻扩孔的切削速度,由《工艺手册》可得:V=0.4V 钻(3-3)其中V 钻为用钻头钻同样尺寸的实心孔时的切削速度.故V=0.4×21.67=8.668m/min按机床选取nw =195r/min.③切削工时切削工时时切入1=1.8mm,切出2=1.5mm,根据公式(3-2)得:①粗铰孔时的进给量根据有关资料介绍,铰孔时的进给量和切削速度约为钻孔时的1/2~1/3,故F=1/3f钻=1/3×0.3=0.1mm/r (3-4)所以:V=1/3V钻=1/3×21.67=7.22m/min②切削速度按机床选取nw=195r/min,所以实际切削速度③切削工时切削工时,切入l2=0.14mm,切出l1=1.5mm.,根据公式(3-2)得①精铰孔时的进给量根据有关资料介绍,铰孔时的进给量和切削速度约为钻孔时的1/2~1/3,故根据公式(3-4)可得:V=1/3V钻=1/3×21.67=7.22m/min②切削速度按机床选取nw=195r/min,所以实际切削速度③切削工时切削工时,切入l2=0.06mm,切出l1=0mm,根据公式(3-2)得:(2)铣φ55的叉口的上、下端面。
麻花钻标准麻花钻标准麻花钻---FLUTED TWIST DRILL1.概述麻花钻是从实体材料上加工出孔的刀具,又是孔加工刀具中应用最广的刀具。
麻花钻由三部分组成:工作部分-工作部分又分为切削部分和导向部分。
切削部分担负着主要切削工作;导向部分的作用是当切削部分切入工作孔后起导向作用,也是切削部分的备磨部分。
为了提高钻头的刚性与强度,其工作部分的钻芯直径向柄部方向递增,每100mm长度上钻芯直径的递增量为1.4-2mm。
柄部--钻头的夹持部分,并用来传递扭矩。
柄部分直柄与锥柄两种,前者用于小直径钻头,后者用于大直径钻头。
颈部--颈部位于工作部分与柄部之间,磨柄部时退砂轮之用,也是钻头打标记的地方。
麻花钻已实施出口产品质量许可制度,未取得出口质量许可证的产品不准出口。
2.检验标准麻花钻产品均采用国家标准,并等效采用国际标准,见表6-10-56。
表6-10-56麻花钻检验标准产品名称国家标准等效国际标准适用范围(直径)粗直柄小麻花钻 GB/T6135.1-1996 - 0.10-0.35mm直柄短麻花钻 GB/T6135.2-1996 ISO235-1980 0.50-40.00mm直柄麻花钻 GB/T6135.3-1996 ISO235-1980 0.20-20.00mm直柄长麻花钻 GB/T6135.4-1996 ISO494-1975 1.00-31.50mm直柄超长麻花钻 GB/T6135.5-1996 ISO/DIS3292 2.0-14.0mm莫氏锥柄麻花钻 GB/T1438.1-1996 ISO235-1980 3.00-100.00mm莫氏锥柄长麻花钻 GB/T1438.2-1996 - 5.00-50.00mm莫氏锥柄加长麻花钻 GB/T1438.3-1996 - 6.00-30.00mm莫氏锥柄超长麻花钻 GB/T1438.4-1996 ISO/DIS3291-93 6.00-50.00mm3.检验项目、技术要求:(1)外观:不允许有裂纹、崩刃、烧伤、切削刃钝口及其他影响使用性能的缺陷。
![钳工知识--钻孔[一类资料]](https://uimg.taocdn.com/03c7e03bd0d233d4b04e6903.webp)
1 麻花钻结构特点麻花钻是最常用的孔加工刀具,此类钻头的直线型主切削刃较长,两主切削刃由横刃连接,容屑槽为螺旋形(便于排屑),螺旋槽的一部分构成前刀面,前刀面及顶角(2Ø)决定了前角γ的大小,因此钻尖前角不仅与螺旋角密切相关,而且受到刃倾角的影响。
麻花钻的结构及几何参数见图1。
横刃斜角ψ是在端面投影中横刃与主切削刃之间的夹角,ψ的大小及横刃的长短取决于靠钻芯处的后角和顶角的大小。
当顶角一定时,后角越大,则ψ越小,横刃越长(一般将ψ控制在50°~55°范围内)。
2 麻花钻受力分析麻花钻钻削时的受力情况较复杂,主要有工件材料的变形抗力、麻花钻与孔壁和切屑间的摩擦力等。
钻头每个切削刃上都将受到Fx 、Fy、Fz三个分力的作用。
如图2所示,在理想情况下,切削刃受力基本上互相平衡。
其余的力为轴向力和圆周力,圆周力构成扭矩,加工时消耗主要功率。
麻花钻在切削力作用下产生横向弯曲、纵向弯曲及扭转变形,其中扭转变形最为显著。
扭矩主要由主切削刃上的切削力产生。
经有限元分析计算可知,普通钻尖切削刃上的扭矩约占总扭矩的80%,横刃产生的扭矩约占10%。
轴向力主要由横刃产生,普通钻尖横刃上产生的轴向力约占50%~60%,主切削刃上的轴向力约占40%。
以直径D=20mm麻花钻为例,在其它参数不变情况下改变钻芯厚度,从其刚度变化曲线(见图3)可以看出,随着钻芯直径d增加,刚度Do增大,变形量减小。
由此可见,钻芯厚度增加明显增加了麻花钻工作时的轴向力,直接影响刀具切削性能,且刀具刚度的大小对加工几何精度也有影响。
由于普通麻花钻的横刃为大负前角切削,钻削时会发生严重挤压,不仅要产生较大轴向抗力,而且要产生较大扭矩。
对于一些厚钻芯钻头,如抛物线钻头(G钻头)和部分硬质合金钻头(其特点之一是将钻芯厚度由普通麻花钻直径的11%~15%加大到25%~60%)等,其刚性较好,钻孔直线度好,孔径精确,进给量可加大20%。
铣床选择XK5025数控立式升降台铣床技术参数X轴行程mm 670Y轴行程mm 340Z轴行程mm 130主轴最高转速r/min 65-4760最大进给率mm/min 3主轴电机kw 2/2.4X/Y/Z电机Kw 3.57/7定位精度mm X/Y/Z:0.013重复定位精度mm X/Y/Z:0.005T形槽宽度mm 14T形槽中心距mm 65由加工零件尺寸、表面形状、零件整体造型及加工内容,选择数控立式升降台铣床。
因为此零件精度要求不高,该机床的精度满足要求,机床的价格成本低,故选择此型号。
刀具及铣削参数的确定1.刀具选择各工序所涉及的加工方法有:粗铣、半精铣、钻和扩,材料为HT150,可选用硬质合金铣刀、高速钢麻花钻和高速钢扩孔钻。
加工铸铁类零件采用YG类硬质合金,粗加工用YG8,半精加工用YG6。
工序4中粗铣加工的表面均为平面,可选用莫氏锥柄立铣刀。
查表莫氏锥柄立铣刀规格表,选d=36,l=53,L=155,粗齿Z=4,莫氏锥柄号为3号。
工序5中粗铣加工的表面均为平面,可选用莫氏锥柄立铣刀。
查表莫氏锥柄立铣刀规格表,选d=36,l=53,L=155,细齿Z=8,莫氏锥柄号为3号。
工序6为钻孔及扩孔。
查标准高速钢直柄麻花钻直径系列选取钻头直径d=6.5,查整体高速钢直柄扩孔钻形式和规格表,选d=7.00,L=109,l=69工序7为粗铣,可选用莫氏锥柄立铣刀。
查表莫氏锥柄立铣刀规格表,选d=32,l=53,L=155,粗齿Z=4,莫氏锥柄号为3号。
工序8为半精铣,可选用莫氏锥柄立铣刀。
查表莫氏锥柄立铣刀规格表,选d=32,l=53,L=155,细齿Z=8,莫氏锥柄号为3号。
工序9为钻孔。
查标准高速钢直柄麻花钻直径系列选取钻头直径d=18、d=9。
工序10为粗铣,可选用莫氏锥柄立铣刀。
查表莫氏锥柄立铣刀规格表,选d=26,l=45,L=147,粗齿Z=3,莫氏锥柄号为3号。
工序11为半精铣,可选用莫氏锥柄立铣刀。
钢结构数控装备成套化、复合化、柔性化的发展趋势根据目前钢结构产业发展的趋势,企业对加工装备的要求越来越高。
提高加工效率、加工质量、降低加工成本、拥有加工大型件、异型件的能力,对于提高钢结构企业核心竞争力,具有十分重要的意义。
法因数控研制的成套化、复合化、柔性化的数控装备可以为钢结构企业提供先进的解决方案。
高新区总部孙村新厂区尊敬的各位领导、专家、代表;大家好!今天,我非常荣幸的和大家分享钢结构数控装备成套化、复合化、柔性化的发展成果。
•主要内容一、成套化数控加工装备二、复合化数控加工装备三、柔性化数控加工装备一、成套化数控加工装备成套化数控加工装备具有以下优势:•生产效率高•加工质量稳定•操作安全•加工成本低•节省人工以法因钢结构成套数控生产线为例:生产线有三个单元组成,第一个单元是钻削单元BHD系列高速三维钻钻削单元BHD1206/3高速三维数控钻床最大加工范围1250x600mm•采用精密主轴,精度高,刚性好。
•机床配备了3个直列式刀库,满足了多种孔径的加工。
•具备工件宽度检测和腹板高度检测功能,有效地补偿工件的变形,保证加工精度。
•采用闭环式数控小车送料,精度高、稳定性好,不受工件变形的影响。
采用硬质合金钻头,与普通麻花钻相比较,钻孔加工效率提高5倍以上:以孔径22mm,板厚20mm为例,普通麻花钻30秒,硬质合金需5秒就能完成。
实验参数如下:普通麻花钻头硬质合金钻头线速度(m/min)2580进给量(mm/r)0.220.25转速(r/min)3611157进给速度(mm、min)80289总进给行程(mm)3225.9加工用时30s 5.3s•高速三维钻视频法因钢结构成套数控生产线锯切单元:生产线的第二个单元是锯削单元DJ系列高速带锯锯切单元DJ1250型数控转角带锯床最大锯切范围1250x600mm主要特点•强大锯切功率保证了高速锯切•根据工件截面变化智能调整进给速度,始终保持最合理锯切效率•全自动转角定位•往复锯切功能,可避免夹锯现象DJ系列视频法因钢结构成套数控生产线铣削单元:生产线的第三个单元是铣削单元BM55系列高速锁口铣铣削锁口单元BM55/6型H型钢锁口铣床最大加工工件范围1250x600mm,厚度55mm主要特点•大功率组合式铣削头•对工件的坡口、端面以及腹板弧槽可以一次铣削完成•锁口铣视频成套化加工设备的特点及产能•本生产线一次上料,即可完成钻孔、锯切、锁口的工艺加工,生产效率高、节省人工。