控制图的原理及应用课件
- 格式:ppt
- 大小:14.69 MB
- 文档页数:15
第二节-控制图原理什么是控制图控制图是一种用于监测和控制工程过程的可视化工具。
通常用于监测质量控制过程的统计数据,以便及时识别潜在问题并采取适当措施。
控制图也可以用于监测设备可靠性、生产进度等方面。
控制图的分类控制图可分为过程控制图和直方图。
过程控制图过程控制图是一种监测过程稳定性并指导改进的可视化工具。
它可以帮助我们在过程中及时发现不正常现象,以便采取适当措施,确保过程在稳定状态下运行。
过程控制图通常包括三种类型:一种是X-控制图,一种是S-控制图,另一种是R-控制图。
1.X控制图X控制图是一种数据类型控制图,用于监测均值是否稳定。
X控制图在原理上是比较简单的,是通过标准上下限范围内连续数据点的变化情况来判断过程是否稳定的。
2.S控制图S控制图用于监测数据分布的散布状况,通过这个散布情况来判断过程的稳定性。
如果散布过于广泛,则表明过程不稳定。
3.R控制图R控制图是一种可视的数据类型控制图,用于监测组内差异的大小和组间差异的大小。
如果组内差异很大,则表明过程不稳定。
直方图直方图是一种用于描述数据分布情况的图表。
它将数据进行分段,然后把每个分段的数据条数用柱状图表示出来,以便看出数据的分布规律。
直方图通常可以用于评估数据的分布形状,以便在研究中进行比较,并检测极端值/离群值。
如何制作控制图制作控制图的步骤如下:1.收集数据并进行分析首先我们需要收集数据,可以使用过程采样或过程监控系统,或手工记录过程数据。
然后对数据进行分析,计算出均值、标准差、极差等基本统计量。
2.设定控制限根据数据的均值、标准差和其他基本统计量,我们可以计算出控制限。
控制限是用来指导控制图的范围。
一般我们会选用3倍标准差作为上下控制限,即所谓的3σ控制图。
3.绘制控制图一旦确定了控制限,我们就可以开始绘制控制图了。
绘制控制图可以手动绘制,也可以使用计算机软件自动生成。
控制图的应用控制图的应用非常广泛,特别是在工业制造中。
经常使用控制图来监控生产过程,以及检测过程中的变化。

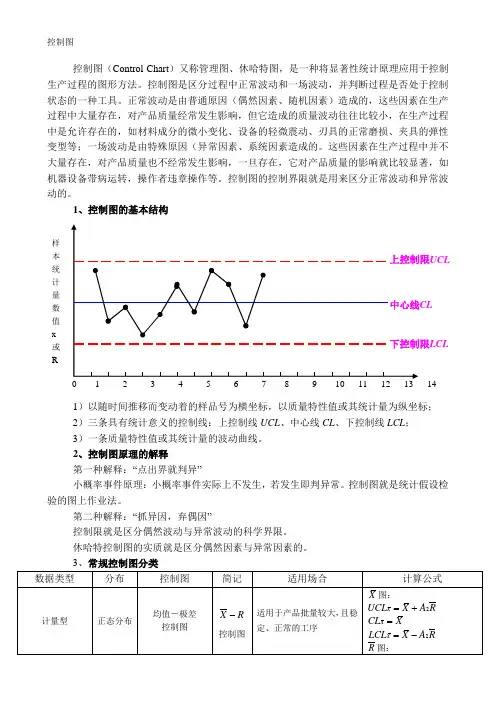
控制图控制图(Control Chart )又称管理图、休哈特图,是一种将显著性统计原理应用于控制生产过程的图形方法。
控制图是区分过程中正常波动和一场波动,并判断过程是否处于控制状态的一种工具。
正常波动是由普通原因(偶然因素、随机因素)造成的,这些因素在生产过程中大量存在,对产品质量经常发生影响,但它造成的质量波动往往比较小,在生产过程中是允许存在的,如材料成分的微小变化、设备的轻微震动、刃具的正常磨损、夹具的弹性变型等;一场波动是由特殊原因(异常因素、系统因素造成的。
这些因素在生产过程中并不大量存在,对产品质量也不经常发生影响,一旦存在,它对产品质量的影响就比较显著,如机器设备带病运转,操作者违章操作等。
控制图的控制界限就是用来区分正常波动和异常波动的。
1、控制图的基本结构1)以随时间推移而变动着的样品号为横坐标,以质量特性值或其统计量为纵坐标; 2)三条具有统计意义的控制线:上控制线UCL 、中心线CL 、下控制线LCL ; 3)一条质量特性值或其统计量的波动曲线。
2、控制图原理的解释 第一种解释:“点出界就判异”小概率事件原理:小概率事件实际上不发生,若发生即判异常。
控制图就是统计假设检验的图上作业法。
第二种解释:“抓异因,弃偶因”控制限就是区分偶然波动与异常波动的科学界限。
休哈特控制图的实质就是区分偶然因素与异常因素的。
UCLLCL样本统计量数值x 或R14 15 16 17 18按用途分类1)分析用控制图——用于质量和过程分析,研究工序或设备状态;或者确定某一“未知的”工序是否处于控制状态;2)控制用控制图——用于实际的生产质量控制,可及时的发现生产异常情况;或者确定某一“已知的”工序是否处于控制状态。
4、R X -图的绘制1)确定控制对象(统计量)一般应选择技术上最重要的、能以数字表示的、容易测定并对过程易采取措施的、大家理解并同意的关键质量特性进行控制。
2)选择控制图对于计量数据而言,R X -控制图是最常用最基本的。