(优选)美国加拿大陶瓷标准
- 格式:ppt
- 大小:350.50 KB
- 文档页数:41
执行《关于对美出口的调制、盛放或贮存食品和饮料的陶瓷器皿问题谅解备忘录》的工作要求为贯彻执行中华人民共和国国家出入境检验检疫局与美利坚合众国卫生和人类服务部食品药物管理局《关于对美出口的调制、盛放或贮存食品和饮料的陶瓷器皿问题谅解备忘录》(以下简称《备忘录》),保证输美陶瓷铅镉溶出量符合美国食品药物管理局(以下简称FDA)要求,促进中国输美陶瓷贸易发展,特提出以下工作要求,以供在执行《备忘录》中应用:一、工厂认证和监管工厂达到《输美日用陶瓷生产厂认证条件》(见附件一,以下简称《认证条件》)的,由国家检验检疫局设在工厂所在地的直属检验检疫局(以下简称直属局)批准认证,未经认证的工厂产品,检验检疫机构不受理输美国陶瓷的报验, 不办理输美放行手续。
此项认证是在出口质量许可证考核合格的基础上进行的。
工厂认证由工厂自愿申请。
申请认证的工厂应通过所在地检验检疫机构向当地的直属检验检疫局正式递交申请书(格式见附件二:认证程序文件之5-1 部分),提交质量体系文件和填好“对应文件及条款”栏的《调查/评审表》(格式见附件二:认证程序文件之5-2 部分)。
所在地检验检疫机构应对申请文件进行初审。
直属局收到申请书、《调查/评审表》和质量体系文件后,组成由二至三名评审员参加的评审小组,按照《认证条件》对申请的工厂进行评审,评审包括对工厂质量体系文件评审和对现场的评审,评审其质量文件和现场对于《认证条件》的符合情况。
评审时应填写《调查/评审表》。
对现场情况满足《认证条件》和工厂质量体系文件要求的,应予“通过”;对其中关键项目未满足要求的, 应定为“未通过”,将此结果告知申请人后即可终止评审;对其中非关键问题未满足要求的,应写出《不符合项报告》(格式见附件二:认证程序文件之5-3 部分), 并在以后对其改正情况进行调查核实后确定是否“通过”。
工作完毕后, 评审组应向直属局提交《输美日用陶瓷厂认证评审/复审报告》(格式见附件二:认证程序文件之5-4 部分)。
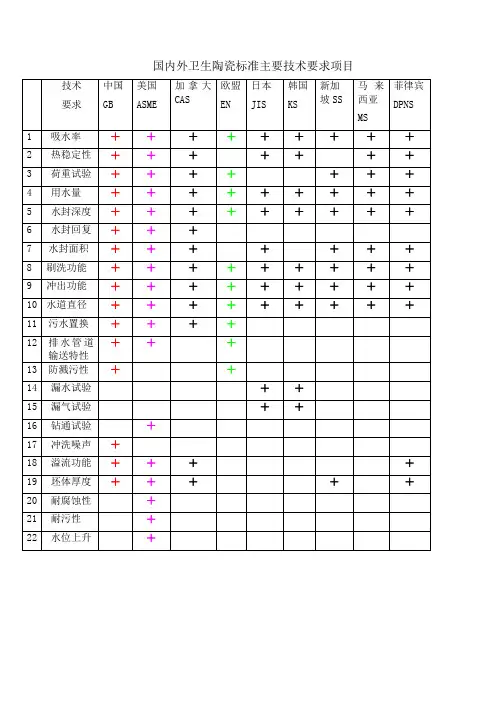
国内外卫生陶瓷标准主要技术要求项目
各国标准对便器水封及水封回复的要求
各国标准中关于便器水封面面积最小值的规定
各国标准中关于便器水道最小直径的规定
各国标准中关于吸水率的规定
各国标准中关于产品热稳定性的规定
各国标准对便器用水量的规定
各国标准对便器洗刷功能的规定
各国标准对便器固体排放功能的规定
各国标准对蹲便器冲出功能的规定
各国有关便器污水置换性的规定
各国标准关于卫生陶瓷产品耐荷重性的规定
各国标准中关于溢流功能的规定。
1.4定义1)air gap(空气距离):从空口最低任何管道或其他供水装置到水箱或配件溢流线的垂直距离2)bidet 妇洗器:个人卫生清洗器,可供冷水或热水,用于清洗下身。
3)blister 水泡:表面突起的部分,最大尺寸不超过1/8”(3mm)。
4)blister large 大水泡:表面突起的部分,最大尺寸大于1/8”(3mm)。
5)blowout action 喷射式冲刷:座便器的一种冲刷方式,借助喷射水流直接冲击管道入水口,将底座内的物体冲入管道,通过(管道内)围堰,进入重力排污系统。
6)blowout bowl type:喷射式底座:非虹吸式的底座,拥有完整的座圈,管道在底座的后部,可见的或隐藏式的喷射口,并采用喷射式冲刷。
7)bubble 气泡:表面的突起的部分,或沙斑点,最大尺寸小于1/32”(1mm)。
8)crack 开裂:釉面或坯体开裂,但不是风惊或裂纹。
9)craze 裂纹:细的开裂,在釉面。
10)critical lever (C/L) 关键线;当水达到这个位置时,会因重力和/或低于大气压而倒流回供水管。
11)discoloration 色差:一个有色的区域,最大尺寸超过1/4”(6mm),或大量的斑点或污点使产生变色的效果。
12)dull or eggshell finish 无光泽或蛋壳式活粗:无光泽的或平坦的表面处理,未烧熟的釉,或有很多小釉泡的半施釉的表面,或暗淡的不平滑的表面,不能与是为了装饰目的而制造缎面或哑光效果的表面混淆。
13)dunt 风惊:因为生产过程中的应力导致的穿透坯体的细裂缝。
14)exposed body 缺釉:未施釉的部分,最大尺寸达到1/16“(2mm)或更大。
15)fill valve 进水阀:供水阀(常被称为ballcock),由浮球或其他类似装置控制开启或关闭,用于向水箱供水。
防虹吸式进水阀在被认证的空气距离内有防虹吸装置,防倒流装置(或防真空装置),作为进水阀的一个部分,被安置在供水控制阀的排水一侧。

陶瓷食品级标准《陶瓷食品级标准》**前言**嘿,朋友!你有没有想过,咱们每天吃饭用的陶瓷餐具,其实是有严格标准来保证安全的呢?陶瓷制品在我们的生活中太常见了,从漂亮的瓷碗到精致的瓷盘,到处都是。
但是啊,这些陶瓷制品要是用来盛放食物,那可就得符合一定的标准才行,不然就可能会对我们的健康造成威胁。
这就是咱们今天要聊聊的陶瓷食品级标准的意义啦。
这标准就是为了让我们能放心地使用陶瓷餐具,确保我们吃进去的食物不会被有害物质污染。
是不是感觉这事儿还挺重要的呢?那就跟着我一起好好了解一下吧。
**适用范围**这个陶瓷食品级标准啊,适用的场景那可太多了。
首先呢,最常见的就是我们家里日常使用的陶瓷餐具,像碗、盘子、杯子这些。
比如说,你早上用瓷杯喝牛奶,晚上用瓷碗吃饭,这些陶瓷制品都得符合这个标准。
还有啊,在餐厅里,那些盛菜的盘子、装汤的碗,不管是高档餐厅还是街边小店,只要是陶瓷做的,就都要遵循这个标准。
再就是食品加工厂,如果他们使用陶瓷容器来储存或者加工食品,比如一些传统的酱料厂可能会用陶瓷罐子来装酱料,那这个陶瓷罐子也必须符合食品级标准。
另外,在一些超市里,售卖的陶瓷制的食品容器,例如陶瓷制的蜂蜜罐之类的,同样需要满足这个标准。
总之呢,只要是陶瓷制品有可能接触到食物,就都在这个标准的适用范围之内。
**术语定义**1. **陶瓷**简单来说,陶瓷就是用黏土之类的天然材料,经过一系列的加工,像成型啊、烧制啊这些工序制作出来的东西。
它有很多种类,比如有那种表面光滑、颜色洁白的瓷器,还有看起来比较质朴的陶器。
你可以想象一下,就像你家里的瓷碗和那种有点粗糙感的陶制花盆,虽然它们感觉不太一样,但都属于陶瓷这个大家庭。
2. **食品级**这“食品级”呢,说白了就是可以安全地和食物接触的级别。
对于陶瓷来说,就是这个陶瓷在制作过程中使用的原料、添加剂等都得是安全的,不会在和食物接触的时候把有害物质释放到食物里面去。
就好比你不能让陶瓷里有毒的东西跑到你吃的饭里,那可就糟糕了。
国内外卫生陶瓷标准主要技术要求项目
各国标准对便器水封及水封回复的要求
各国标准中关于便器水封面面积最小值的规定
各国标准中关于便器水道最小直径的规定
各国标准中关于吸水率的规定
各国标准中关于产品热稳定性的规定
各国标准对便器用水量的规定
各国标准对便器洗刷功能的规定
各国标准对便器固体排放功能的规定
各国标准对蹲便器冲出功能的规定
各国有关便器污水置换性的规定
各国标准关于卫生陶瓷产品耐荷重性的规定
各国标准中关于溢流功能的规定。
1.4定义1)air gap(空气距离):从空口最低任何管道或其他供水装置到水箱或配件溢流线的垂直距离2)bidet 妇洗器:个人卫生清洗器,可供冷水或热水,用于清洗下身。
3)blister 水泡:表面突起的部分,最大尺寸不超过1/8”(3mm)。
4)blister large 大水泡:表面突起的部分,最大尺寸大于1/8”(3mm)。
5)blowout action 喷射式冲刷:座便器的一种冲刷方式,借助喷射水流直接冲击管道入水口,将底座内的物体冲入管道,通过(管道内)围堰,进入重力排污系统。
6)blowout bowl type:喷射式底座:非虹吸式的底座,拥有完整的座圈,管道在底座的后部,可见的或隐藏式的喷射口,并采用喷射式冲刷。
7)bubble 气泡:表面的突起的部分,或沙斑点,最大尺寸小于1/32”(1mm)。
8)crack 开裂:釉面或坯体开裂,但不是风惊或裂纹。
9)craze 裂纹:细的开裂,在釉面。
10)critical lever (C/L) 关键线;当水达到这个位置时,会因重力和/或低于大气压而倒流回供水管。
11)discoloration 色差:一个有色的区域,最大尺寸超过1/4”(6mm),或大量的斑点或污点使产生变色的效果。
12)dull or eggshell finish 无光泽或蛋壳式活粗:无光泽的或平坦的表面处理,未烧熟的釉,或有很多小釉泡的半施釉的表面,或暗淡的不平滑的表面,不能与是为了装饰目的而制造缎面或哑光效果的表面混淆。
13)dunt 风惊:因为生产过程中的应力导致的穿透坯体的细裂缝。
14)exposed body 缺釉:未施釉的部分,最大尺寸达到1/16“(2mm)或更大。
15)fill valve 进水阀:供水阀(常被称为ballcock),由浮球或其他类似装置控制开启或关闭,用于向水箱供水。
防虹吸式进水阀在被认证的空气距离内有防虹吸装置,防倒流装置(或防真空装置),作为进水阀的一个部分,被安置在供水控制阀的排水一侧。
各国牛肉的等级划分牛肉品质档次划分有多种标准,如美国、日本、欧共体、加拿大、新西兰、澳大利亚等标准.我国肉牛饲养业起步较晚,尚未形成独立的产业,因此尚无统一的标准。
1、美国牛肉分级标准总述美国牛肉的质量级依据牛肉的品质(以大理石纹为代表)和生理成熟度( 年龄)将牛肉分为:特优(Prime)、特选(Choice)、优选(Select) 、标准(Standard)、商用(Commercial)、可用(Utility)、切碎(Cutter) 和制罐(Canner)八个级别。
生理成熟度以年龄决定,年龄越小肉质越嫩,级别越高,共分为A、B、C、D和E5级。
A级为9至30月龄;B级为30至42月龄;C 级为42至72月龄;D 级为72至96月龄;96月龄以上为E级。
而年龄则以胴体骨骼和软骨的大小、形状和骨质化程度及眼肌的颜色和质地为依据来判定,其中软骨的骨质化为最重要的指标, 年龄小的动物在脊柱的骨头上端都有一块软骨,随着年龄增大,这块软骨逐渐骨质化而消失。
这个过程一般同胴体后端开始,最终在前端结束,这个规律为判定胴体年龄提供了较可靠的依据.加上对骨骼形状、肌肉颜色的观察, 即可判定出胴体的生理成熟度。
大理石纹是决定牛肉品质的主要因素,它与嫩度、多汁性和适口性有密切的相关关系,同时它又是最容易客观评定的指标,因而品质的评定就以大理石纹为代表。
大理石纹的测定部位为第12肋骨眼肌横切面, 以标准板为依据,分为丰富、适量、适中、少、较少、微量和几乎没有这七个级别。
当生理成熟度和大理石纹决定后就可判定其等级了,年龄愈小,大理石纹愈丰富,则级别愈高,反则越低。
■成熟度(牛只屠宰的年龄)依骨骼结构和瘦肉颜色再分A到E五等级。
A级约九到三十个月龄;E级约七十二到九十六个月龄.■大理石纹脂肪度(marbling)根据第十二及第十三根肋骨之间的肋眼肌切面上、瘦肉中脂肪斑纹含量而分十级.■综合两种因素,再将牛肉评鉴出八个等级:极佳级(Prime):此类等级的牛肉多数销往高级餐厅。
出口日用陶瓷和输美日用陶瓷产品型式试验和抽样实施规则Ting Bao was revised on January 6, 20021出口日用陶瓷和输美日用陶瓷产品型式试验和抽样实施规则1.目的:为规范出口日用陶瓷和输美日用陶瓷产品型式试验、年度监督检查和监督抽查时的产品抽检工作,制定本实施规则。
2.适用范围:适用于列入出口商品质量许可和输美日用陶瓷工厂认证管理的出口日用陶瓷产品的型式试验、年度监督检查和监督抽查时的产品抽检。
3.要求:单元划分按器型不同划分为五类:扁平制品,除杯、大杯以外的小空心制品,杯、大杯,除罐以外的大空心制品、罐。
同一加工场所生产的每一器型产品为一个申请单元,釉上彩制品和釉下彩制品为不同的申请单元。
不同的生产场地的产品为不同的申请单元检测标准GB/T3532-1995日用瓷器GB12651-2003与食物接触的陶瓷制品铅、镉溶出量允许极限GB/T10811-2002釉下(中)彩日用瓷器GB/T10815-2002《日用精陶器》FDA/ORA 进口和国产陶瓷的镉污染FDA/ORA 进口和国产陶瓷的铅污染美国California 美国加州65规定以色列SI1003-1999陶瓷器皿金属溶出量和标识ISO6486/2[1999(E)]与食物接触陶瓷制品铅、镉溶出量允许极限德国DIN51032日用器皿中对健康有害物质溶出极限值俄罗斯联邦ГOCTP50186-9《同食品相接触的陶瓷器皿铅和镉的析出允许极限》型式试验3.3.1型式试验的要求3.3.1.1按照出口目的国或目标市场的相关技术法规和标准要求进行型式试验;3.3.1.2出口目的国或目标市场技术法规和标准要求不明确或没有要求的,其热稳定性、吸水率、白度、光泽度、色差以及外观质量等检测指标按GB/T3532-1995《日用瓷器》标准中“型式试验”的要求进行型式试验。
3.3.1.3输美认证产品的铅、镉溶出量按美国FDA现行的铅、镉溶出量限量要求进行型式试验。
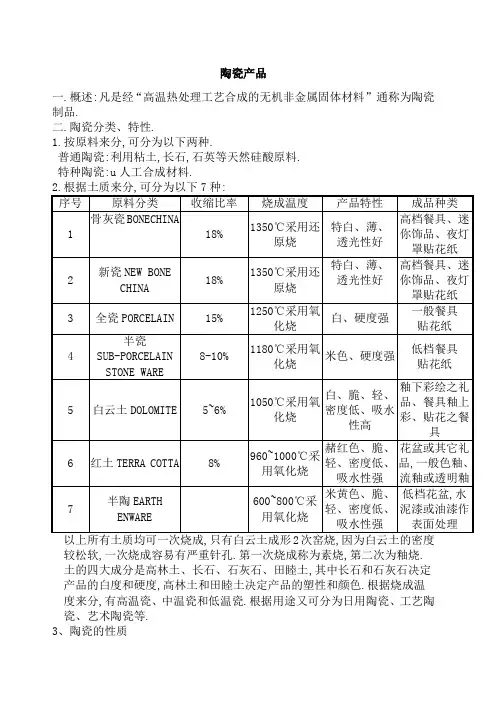
陶瓷产品一.概述:凡是经“高温热处理工艺合成的无机非金属固体材料”通称为陶瓷制品.二.陶瓷分类、特性.1.按原料来分,可分为以下两种.普通陶瓷:利用粘土,长石,石英等天然硅酸原料.特种陶瓷:u人工合成材料.较松软,一次烧成容易有严重针孔.第一次烧成称为素烧,第二次为釉烧.土的四大成分是高林土、长石、石灰石、田睦土,其中长石和石灰石决定产品的白度和硬度,高林土和田睦土决定产品的塑性和颜色.根据烧成温度来分,有高温瓷、中温瓷和低温瓷.根据用途又可分为日用陶瓷、工艺陶瓷、艺术陶瓷等.3、陶瓷的性质白度、透光度、光泽度、热性、耐酸性、质密性、脆性.1.光泽度决定于瓷器表面的平坦与光滑程度.2.热稳定性的测定方法是将测试样放于电炉内逐渐升温从100℃起,每隔20℃取出试样投入20℃水中急冷一次,如此反复,直至试样表面出现裂纹或开裂为止.3.陶瓷材料为良好的耐酸材料,能耐无机酸和有机酸及盐的侵蚀.但抵抗的侵蚀能力较弱,餐具瓷釉的使用要注意在弱酸碱的侵蚀下铅的溶出量超过一定量时对人体是有害的.4.日用陶瓷质地致密,吸水率不超过%,陶器吸水率从4-5%开始.5.为了改善陶器材料的脆性,已研制出高韧性、高强度的氧化锆陶瓷.三、制作过程及注意事项粘土、非可塑性原料、助熔原料→粉碎精制→配土料→精制成浆脱水→胚料→注浆成型→脱模→修胚→自然风干→洗胚→阴干其它→上釉→烧成→电金/贴花白素彩绘→上釉→烧成→电金/贴花云土烧贴花→上釉→烧成其中窖烧素烧分两种:a.还原烧从0℃加温到1000℃,此时打开透气孔进氧使之燃烧更旺直至瓷化温度烧出产品较乳白.b.氧化烧0℃一直加温至恣化温度,烧出产品较清白.1.原料配制原料分为两种类型:a.可塑性的原料,其主要是粘土类天然矿物,包括高领土、多水高领土,它们在坯料中起塑化和粘结作用.b.无可塑性的原料,其中石英可降低坯的粘性.烧成的部份石英深解在长石玻璃中,提高液体相粘度,防止高温变形,冷却后在瓷坯中起骨架作用.防止坯体收缩时产生开裂和变形,长石则属于熔剂原料,高温下溶融后可以溶解一部份石英及高领土分解产物,对熔融后的高粘度玻璃可以起到高温胶结作用,能增加制品的密实性和强度.2.制模土模→原始模→CASE模→生产模石膏模石膏模是硬模,产品不可以有很复杂的造型和很深的纹路,石膏有吸水性,生产时就是用其吸水性成形的,制作模具的石膏要先抽空,再按1:到1:的比率调成石膏料,用硬性石膏做成的CASE模是原模分开来的几个组成部份即所谓的分片,分片时要考虙脱模时不会拉伤土胚,用CASE模可灌制出多个生产模用于生产,当我们需要加快进度的时候就需要作更多的生产模,如无纹路花瓶的CASE模的使用寿命是150-200次,纹路复杂的寿命只有30-40次,CASE模使用次数过多会磨损,用其生产的产品表面会有颗粒.CASE模与生产模可互相复制,所以一般要留1个或2个第一代的生产模作模种,在CASE模损坏的时候用来复制.3.打浆泥浆的成分中加入解凝剂学名水玻璃,解凝剂的比例为千分之三,打浆程序是:快速打浆→慢搅→打入吸铁机含铁过重,烧出的产品会有黑点→进入过滤震动筛,过滤网要在120目以上一目等于每平方厘米120个网孔→进入储浆筒.4.成形成形的方式有:注浆成型法平台注浆、高压注浆、车台成型、冲压成型干压法成型.a.冲压成形:又称为可塑法成型,用于制作地砖、瓷砖或餐具用之盘/碗;可塑成型可分为雕塑,印坯,拉坯,旋压和滚压等种类.b.注浆成型:有纹路的模子平均25-50次;没有纹路的模平均50-70次.c.车台成型:车台成型主要用于杯、碗等器皿,它的特点是速度快,可24小时操作,10秒1 个产品,其流程为:炼土机下料→将土炼成湿度,直径均合乎要求的条状→切土机切割根据产品的用量切出土条的长度→有烘干设备的机械车台成型.d.平台注浆:石膏模用橡皮筋捆紧后,注满泥浆,第一次大约为15分钟,往后依次延长时间,一个模具一天12小时可灌8次,工人下班后要烘干模具,保持模具的吸水性.e.高压注浆:多用于盘子等大而平,依平台注浆方法生产易变形的产品.f.干压法成型:利用压力,将干粉坯料在模中加压成致密坯体的一种成型方法.5.整修用笔沾水刷洗彧用海棉沾水刷洗,整修模线和注浆口,并有原来的泥浆粘合附件如马克杯的杯把.6.干燥坯体干燥的方法自然空气干燥、热空气干燥、辐射线干燥、以及微波干燥等.7.烧窑窑烧:较易发生的总是如下:a.裂痕、暗裂;b.跳釉及针孔;c.温度.裂痕:明显的裂痕绝对不可接受,细裂痕则可以填充料补平.裂痕易发生的地方一般在产品底部、附件粘合的地方、以及刀片修整之处.跳釉及针孔:跳釉发生的情况:土质与釉不合,收缩密度不均所致.针孔:胚体表面有杂质,上釉之前未清除,基本上跳釉与针孔都可以用补釉的方式改正.温度:釉中含有铅、铬,因此,如果烧成温度不足时,铅、铬的含量会过高,测试会无法通过一般可以用铁质硬物轻敲产品,视其声音来判断温度,并可同时检验产品暗裂的情形.烧结过程大致可分为低温蒸发小于300℃,氧化分解和晶型转化成300--950℃,坡化成瓷和保湿950℃,冷却定形四个阶段.窑的种类A.立方窑规格有1、、3、4、6、8、16、32立方,一般有4立方的,其优点是既可烧氧化,又可烧还原,灵活度高,其缺点是热量浪费大,且时间性不够的话易形成色差,立方窑的加热顺序是从两边向中央加温,若要均匀,必须烧足13-14个小时.时而的台车要拉出须降温到600度左右,热量浪费大.烧成时间:白云土约8-10小时,全瓷13小时,所以烧成慢,且很费瓦斯,而且会有火头火尾.火头:指窑上层东西烧成会较大.火尾:指窑下层东西烧成会较小.此窑较大的缺点为烧成后,不可将窑立即打开.,需续渐将窑门打开.否则冷却即热,,陶瓷会破裂.B.隧道窑一般为20、25、35、40米,这四种.看工厂SPACE,而隧道窑可分为三种阶段:预热带;烧成带;冷却带.一箱20米的窑差不多6-8小时从头到尾,每隔30~45分钟出一台车,但必须看东西大小而定,它优点在于速度快,烧成稳定. 烧成温度全瓷1280-1320度,半瓷1200度,白云土1050度陶土1000度以下,红土700-800度.8.彩绘陶瓷的彩绘方式有釉上和釉下两种.釉上画油漆,釉下是画色料、色精、水颜料.其程序为:素烧600度→画色料→上釉→烧出成品.A.釉釉原则分为三种:透明釉、大白釉、色釉,透明釉可用于BONE、NEWBONE、PORCELAIN,因为该土质为白色,可用透明釉.大白釉用于半瓷,因土为黄色,所以不适用透明釉;色釉用于半瓷,白云土也可用于釉; BONE、NEWBONE、PORCELAIN不适用色釉,因为上述三种均为高温色釉的原料.B.花纸花纸分为二种:1.纲版印刷 2.平面花纸.花纸可分为釉上和釉下花纸,釉上DECAL为釉烧后再进行电花,釉下为在土坯干燥后贴上花纸,再上釉只限于透明釉但釉下DECAL有颜色的限制,较不受欢迎;;纲版和平面的分别在于表面的触感,釉上手摸会有粗糙感,平面的DECAL摸不出来,非常平滑,相当于釉中.平面花纸较贵于纲版,一般平面的DECAL均为进口,因为平面DECAL窑的纲非常细,每一立方有几千个纲点.台湾的技术尚有问题.电花纸温度以800度准则.花纸颜色金色温度低780度左右.粉红色温度比较高810度左右.电花纸体积有区分,窑内温度比较难控制,产品体积大,温度一般800度,体积小,温度越高,贴花纸以平面较好处理.而浮面容易产生跳花和裂缝.花纸成份釉药含铅都需检验,以餐具组,食品组为主.A.磁器:跳釉、流釉、裂釉对光看,放水中,手指敲无回音,积釉、针孔,彩绘越界变形,破损、漏白、掉漆、刷痕.跳釉定义:釉在熔融过程中,产生卷缩,使坯体出现无釉的光秃地方.跳釉现象:几处小的地方,像龟裂干土似的裂纹,卷缩成小滴或小斑黑点脱离大部份坯面,可以在士下棚板上的垫土发现.跳釉产生原因:釉施在不清洁如油污的士上,或其它情况,令釉不能和生还完全粘结.从表面看,面涂施得很好,可是在烧成早期,釉开始烧结时,那些接触不良的地方就疏松,开裂,或就缩回而露出底坯.不论怎样情况,事后熔化等都不能补前必须用水清洗.用喷施法施釉时,要是在施釉的一层上过分喷湿釉,就会使釉层疏松,在烧成时就有后起的倦缩发生.以常导致倦缩是生釉的收缩和干裂.有些原料=氧化锌,轻质磷酸镁,铅百及硬质硼酸钙具有大的收缩度.在生釉上有任何裂纹一定要擦掉,全由干釉所填满为止.凡高度收缩的,都要更换灰以纠正.流动性的釉很少倦缩.在烧火早期时发生釉面开裂,到了釉熔化面能流动时就会将裂纹补好.釉下彩绘施得太厚,则在器皿仍是灰粉状及耐火状的一层留在釉的下面.熔化的釉在这种表面上,就不易自动的流布于全面.纠正的方法是将釉下彩薄薄地施一层,同时在釉下色料中加少许胶或粘结剂.B.茶具:渗漏,花纸跳,彩手柄变形,贴紧,上釉不均.C.陶器:对于彩绘、油漆、瓷漆等可处理和残余的表面涂层,和在儿童物品上的油墨不应包括铅的混合涂层,其中所有的含铅涂层的重量超过所有彩绘的稳定涂层或干彩绘薄膜重量的0..06%600MG/KGPPM﹒D.餐具:对于采绘、油漆、瓷漆等可处理和残余的表面涂层,和在餐具物品上的油墨不应包括铅的混合涂层,其中所有的含铅涂层的重量超过所有彩绘的稳定涂层或干彩绘膜重量的%600MG/KGPPM热振荡:将陶器容器浸入0-4℃冷水中,在达到恒温之后,将样品取出,并立即放入100℃的沸水中.应不破损,无裂纹,或有碎屑.可洗碟性:将一半样品放入洗碟机中低的架子,另一半放入高架子.在强洗设置,54-60℃的热水中,及热干洗设置中进行5次完整的洗刷循环.样品不应出现变色、褪色、裂纹或破损.微波性:样品在小的800瓦特的微波的高能量中进行2个循环,一半的样品要装满水,而另一半只有1/2的水.在一个循环中,样品中从室温加热到沸腾,再冷却到室温.样品应没有变色、褪色、裂纹或破损.注意事项产品须没有可处理的潜在的锐角、锐边.所有的产品须对眼睛和皮肤无毒,无刺激性.湿彩绘须作为单个体测试不作为混合物,也不作为产品涂层的填充物所有的物品须满足质量综合的艺术性要求.产品验收应遵循以下原则: 无破损部件,粗糙的工艺不正确的性能修饰.所有的产品应具有设计功能,且对要求的性能标签需验证.日用陶瓷的验货标准盘类:1. 显见面:落渣不能超过2个,缺釉不能超过2个,挂釉不能超过2个,黑点不能超过2个每个黑点不能超过1mm;且每种情况不能同时存在超过3个;2. 非显见面:落渣不能超过3个,缺釉不能超过3个,挂釉不能超过3个,黑点不能超过3个每个黑点不能超过1mm;且每种情况不能同时存在超过4个;3. 将盘子平放在平整面,检查是否变形, 标准为:9”以下盘类包括9”拿一个一元硬币沿盘边滑动,若硬币能轻易的穿过盘与平整面的缝隙,则为不合格品;9”以上盘类不包括9”拿两个一元硬币重叠沿盘边滑动,若硬币能轻易的穿过盘与平整面的缝隙,则为不合格品;注:以上必须在平面上进行且一元硬币必须以人民币一元为准4. 在盘子底部,请注意打磨的情况,将手放在上面不能有明显的划手的感觉,合格的应该为平滑面;5. 打磨的底部应该均匀,不能有凹陷的痕迹,有则为不合格品;6. 在检查底部的同时,请注意不能有黑底的现象,一点轻微可以,但是黑底情况超过总面积1/4则为不合格品;7. 底标的位置应该位于底部的最中央的部分,如果有任何较大的偏离或较大的爆花则为不合格品;爆花范围直径不能超过2.5mm包括2.5mm8. 包装不能松散,应该符合出口包装要求,便于运输和搬运;9. 产品应该为较干净的外观,过脏的产品,请及时通知工厂改进,否则于以退货;10. 注意所有盘类的形状一定要和客人要求的一样,不能有任何差错;11. 9”以下盘类包括9”尺寸都不能超过原定的3%;9”以上盘类不包括9”尺寸都不能超过原定的%12. 9”以下盘类包括9”尺寸都不能超过原定的3%;9”以上盘类不包括9”尺寸都不能超过原定的%;碗类1. 显见面:落渣不能超过2个,缺釉不能超过2个,挂釉不能超过2个,黑点不能超过2个每个黑点不能超过1mm;且每种情况不能同时存在超过3个;2. 非显见面:落渣不能超过3个,缺釉不能超过3个,挂釉不能超过3个,黑点不能超过3个每个黑点不能超过1mm;且每种情况不能同时存在超过4个;3. 检查是否变形, 标准为:9”以下碗类包括9”拿一个一元硬币沿盘边滑动,若硬币能轻易的穿过盘与平整面的缝隙,则为不合格品;9”以上碗类不包括9”拿两个一元硬币重叠沿盘边滑动,若硬币能轻易的穿过盘与平整面的缝隙,则为不合格品;注:以上必须在平面上进行且一元硬币必须以人民币一元为准4. 在碗底部,请注意打磨的情况,将手放在上面不能有明显的划手的感觉,合格的应为平滑面;5. 碗口的形状必须要是正圆、正方或符合客人的要求,若碗口形状不圆、不正或离客人要求的形状不正确,则为不合格品;6. 打磨的底部应该均匀,不能有凹陷的痕迹,有则为不合格品;7. 在检查底部的同时,请注意不能有黑底的现象,一点轻微可以,但是黑底情况超过总面积1/4则为不合格品;8. 底标的位置应该位于底部的最中央的部分,如果有任何较大的偏离或较大的爆花则为不合格品;9. 包装不能松散,应该符合出口包装要求,便于运输和搬运;10. 产品应该为较干净的外观,过余脏的产品请及时通知工厂改进,否则于以退货;11. 请注意所有的碗需要和客人的要求一样;12. 9”以下盘类包括9”尺寸都不能超过原定的3%;13. 9”以上盘类不包括9”尺寸都不能超过原定的%杯、底碟类1. 杯 & 碟显见面:落渣不能超过2个,缺釉不能超过2个,挂釉不能超过2个,黑点不能超过2个每个黑点不能超过1mm;且每种情况不能同时存在超过3个;2. 杯 & 碟非显见面:落渣不能超过3个,缺釉不能超过3个,挂釉不能超过3个,黑点不能超过3个每个黑点不能超过1mm;且每种情况不能同时存在超过4个;3. 底碟类拿一个一元硬币沿盘边滑动,若硬币能轻易的穿过盘与平整面的缝隙,则为不合格品;4. 底碟月心不能过大,且不能太浅,若轻微摆动可使杯子容易滑月心,即为底碟不合格;5. 杯与底碟的瓷色要一致,不能出现色差的现象;色釉产品更不能出现同类情况;6. 杯口的形状必须要是正圆、正方或符合客人的要求,若杯口形状不圆、不正或离客人要求的形状不正确,则为不合格品7. 把手和杯身的衔接处不能有裂痕,就是俗称的裂把;把手的位置必须正,不能歪;8. 将碟平放在平整面,检查是否变形,标准为:拿一个一元硬币沿盘边滑动,若硬币能轻易的穿过碗与平整面的缝隙,则为不合格品;9. 在杯碟底部,请注意打磨的情况,将手放在上面不能有明显的划手的感觉,合格的应该为平滑面;10. 打磨的底部应该均匀,不能有较大的凹陷的痕迹,有则为不合格品;11. 在检查底部的同时,请注意不能有黑底的现象,一点轻微可以,但是黑底情况超过总面积1/4则为不合格品;12. 杯或碟的底标位置应该位于底部的最中央的部分,如果有任何较大的偏离或较大的爆花则为不合格品;13. 包装不能松散,应该符合出口包装要求,便于运输和搬运;14. 产品应该为较干净的外观,过脏的产品请及时通知工厂改进,否则于以退货;15. 请注意所有的杯、碟需要和客人的要求一样;16. 杯、碟类的尺寸都不能超过原定的3%壶类1. 壶类显见面:落渣不能超过2个,缺釉不能超过2个,挂釉不能超过2个,黑点不能超过2个每个黑点不能超过1mm;且每种情况不能同时存在超过3个;2. 壶类非显见面:落渣不能超过3个,缺釉不能超过3个,挂釉不能超过3个,黑点不能超过3个每个黑点不能超过1mm;且每种情况不能同时存在超过4个;3. 壶嘴不能变形,更不能有挂釉;把手和壶身的联系处不能有裂痕,就是俗称的裂把;4. 壶身的流水洞需要位置合适,排列整齐,大小一样,并且要通畅,不能细小,严重的更是堵住;5. 将壶平放在平整面,从上面观察,把手和壶嘴是不是成一直线;检查壶口是否变形;6. 在壶的底部,请注意打磨的情况,将手放在上面不能有明显的划手的感觉,合格的应该卫平滑面;7. 打磨的底部应该均匀,不能有较大的凹陷的痕迹,有则为不合格品;在检查底部的同时,请注意不能有黑底的现象,一点轻微可以,但是黑底情况超过总面积1/4则为不合格品;8. 将壶盖盖上,轻微的晃动,看是不是稳固,和壶口是不是匹配;拿起来作倒水状,看是不是盖子容易脱落;9. 底标位置应该位于底部的最中央的部分,如果有任何较大的偏离或较大的爆花则为不合格品;底标应该和把手成同一直线;10. 包装不能松散,应该符合出口包装要求,便于运输和搬运;11. 产品应该为较干净的外观,过脏的产品请及时通知工厂改进,否则于以退货;12. 请注意所有的壶类产品需要和客人的要求一样;14. 壶类的把手、盖子均不能出现明显易见和可以触摸到的模线;15. 500CC以下壶类包括500CC尺寸都不能超过原定的3%;16. 500CC以上壶类不包括500CC尺寸都不能超过原定的%;17. 壶盖与壶身的瓷色要一致,不能出现色差的现象;色釉产品更不能出现同类情况;糖盅,奶缸类1. 显见面:落渣不能超过2个,缺釉不能超过2个,挂釉不能超过2个,黑点不能超过2个每个黑点不能超过1mm;且每种情况不能同时存在超过3个;2. 非显见面:落渣不能超过3个,缺釉不能超过3个,挂釉不能超过3个,黑点不能超过3个每个黑点不能超过1mm;且每种情况不能同时存在超过4个;3. 奶缸的把手和身体的联系处不能有裂痕,就是俗称的裂把;4. 将奶缸平放在平整面,从上面观察,把手和壶嘴是不是成一直线方向;检查壶口是否变形,壶口是否会一边厚,一边薄;5. 在壶的底部,请注意打磨的情况,将手放在上面不能有明显的划手的感觉,合格的应该卫平滑面;6. 打磨的底部应该均匀,不能有较大的凹陷的痕迹,有则为不合格品;7. 在检查底部的同时,请注意不能有黑底的现象,一点轻微可以,但是黑底情况超过总面积1/4则为不合格品;8. 请注意:盖子和身体上不能有明显的模线痕迹,9. 将产品的盖子盖上,轻微的晃动,看是不是稳固,和壶口是不是匹配, 是不是盖子容易脱落;10. 产品的底标位置应该位于底部的最中央的部分,如果有任何较大的偏或离较大的爆花则为不合格品;11. 奶缸的底标位置应该和把手成同一直线;12. 包装不能松散,应该符合出口包装要求,便于运输和搬运;13. 产品应该为较干净的外观,过余脏的产品请及时通知工厂改进,否则于以退货;14. 请注意所有的壶类产品需要和客人的订单一样;15. 糖盅,奶缸类的尺寸都不能超过原定的3%;其它类常规的检验和上述的一样,特殊的需要注意的有以下几个品种:1. 调羹:把手上的孔,应该位于同一位置,不能忽上忽下,并且应该在中间,不能偏在一方,且要注意把手孔的处理,不能粗糙;调羹上的孔内不能有黑色印迹;调羹的尺寸都不能超过原定的3%2. 锅:有盖子的焙盘, 锅等,需要注意:盖子上的把手需要牢靠,不可以简单的敲打就可以轻易的打掉;锅盖与锅身需要有良好的匹配,不能有明显或教大的缝隙既盖与锅口要合适,要密闭的否则不于接受;9”以下锅类包括9”尺寸都不能超过原定的3%;9”以上锅类不包括9”尺寸都不能超过原定的%3. 盐瓶、胡椒瓶:一般的情况是盐瓶为1个孔,胡椒瓶为3个孔;另一种一般的情况是盐瓶为3个孔,胡椒瓶为5个孔;但伟业的ST系列:盐瓶是由小孔组成一个S字型,胡椒瓶是由小孔组成一个P字型;盐瓶:Salt Shaker胡椒瓶:Pepper shaker盐瓶、胡椒瓶尺寸都不能超过原定的3%烤花产品类1. 花纸贴花位置必须符合客人要求或确认样板一致;2. 烤花颜色必须符合客人要求或确认样板一致;3. 花纸图案、字型必须和确认样板一致;4. 产品不能有大或明显的爆花,色脏;厚度:9”以下产品包括9”厚度可接受范围为:±;9”以上产品不包括9”厚度可接受范围为:±1mm;容量:500cc以下产品包括500cc容量可接受范围为:±4%;500cc以上产品不包括500cc容度可接受范围为:±3%;重量:500克以下产品包括500克重量可接受范围为:±20克;500克以上产品不包括500克重量可接受范围为:±3%;检验的时候可以将缺点分成3类:1.绝对不可以接受的缺点;2.严重的缺点;3.轻微的缺点;绝对不可以接受的缺点:就是这种缺点会导致个人在使用的时候会出现危险的情况,或者是超出国家的安全规定;比如裂釉产品和花纸铅镉超出SGS标准;严重的缺点:这个缺点可以说令到整个产品为不合格品,会影响到产品正常使用或影响到产品外观而使客人不会购买;比如产品上有3个以上黑点或多处色脏,或茶壶不能正常出水;轻微的缺点:日用陶瓷的特殊检验随着社会的发展和人们对健康、安全的重视,对日用陶瓷的要求也在不断提高,新的检验要求也不断提出,下面简单介绍几种新的检验方法;一手把、嘴的承受力检验空心制品,如杯、壶、罐等,多用于盛装食物,而这些制品外部均有手把、嘴等外接部件,可用于提起物品移动,若承受力不够,易产生脱离现象发生,尤其内盛加热食品时,可能会产生人员伤害;手把、嘴承受力检验可模拟盛装食物提起移动的过程,如在杯、壶、罐等内加入一定量的湿石英砂或铁球,检验手把、嘴的承受力;二表面划痕检验陶瓷制品在使用过程中,相互之间或使用刀、叉两餐会引起表面的划痕现象出现,影响美观;划痕现象的出现,与釉的表面硬度有很大关系,维氏硬度标准规定的检验方法得出的数据与实际使用有一定的区别,因而现在有些公司采用莫氏硬度、金属刀、叉划痕或用砂纸磨擦的方法进行检验;1、莫氏硬度:用标准的莫氏岩石硬度块分10级、15级或更多在陶瓷制品的表面划,确定在何级别的岩石能在陶瓷釉面上留下划痕,报告其等级;2、金属刀、叉划痕:用金属刀、叉在陶瓷制品上来加划,检验是否在制品表面留下划痕;3、砂纸磨擦:用一定细度的砂纸在陶瓷制品表面施加一定力的情况下,来回磨擦规定的次数,洗净后涂上染色剂,检查其磨损情况;三耐洗碗机检验对耐洗碗机检验而言,主要是检验在洗碗机洗涤过程中耐酸性洗涤液,耐碱性洗涤液,耐中性洗涤液的能力;对陶瓷制品而言,分别对釉上装饰产品和釉中下装饰产品规定一定的洗涤循环次数如釉上750个循环、釉中下1000个循环,分别在酸性、碱性、中性洗涤性条件下,完成试验,检查对装饰面和釉面的影响;四耐微波炉检验耐微波炉检验可分为三种检验:1、微波对装饰面损害的检验;将有装饰图案的陶瓷放入微波炉一般微波功率为1000W,在满负荷功率的情况下,工作5分钟,检查装饰面有否损害;2、微波对制品表面温度的影响检验;将陶瓷制品放入微波炉,满负荷工作5分钟,用表面温度计测量制品表面的温度;陶瓷制品可先放在水中静置一段时间,然后擦干表面水分进行试验,尤其是对吸水率较大的制品应先进行此类处理;3.微波对产品损坏的检验;微波对陶瓷产品损坏的检验可分为两种;1将一块浸饱水份的海绵放入陶瓷制品内,盖上盖或一层薄膜,保持在4℃环。
各国牛肉的等级划分牛肉品质档次划分有多种标准,如美国、日本、欧共体、加拿大、新西兰、澳大利亚等标准。
我国肉牛饲养业起步较晚,尚未形成独立的产业,因此尚无统一的标准。
1、美国牛肉分级标准总述美国牛肉的质量级依据牛肉的品质(以大理石纹为代表)和生理成熟度( 年龄)将牛肉分为:特优(Prime)、特选(Choice)、优选(Select) 、标准(Standard)、商用(Commercial)、可用(Utility)、切碎(Cutter) 和制罐(Canner)八个级别。
生理成熟度以年龄决定,年龄越小肉质越嫩,级别越高,共分为A、B、C、D和E5级。
A级为9至30月龄;B级为30至42月龄;C 级为42至72月龄;D级为72至96月龄;96月龄以上为E级。
而年龄则以胴体骨骼和软骨的大小、形状和骨质化程度及眼肌的颜色和质地为依据来判定,其中软骨的骨质化为最重要的指标,年龄小的动物在脊柱的骨头上端都有一块软骨,随着年龄增大,这块软骨逐渐骨质化而消失。
这个过程一般同胴体后端开始,最终在前端结束,这个规律为判定胴体年龄提供了较可靠的依据。
加上对骨骼形状、肌肉颜色的观察,即可判定出胴体的生理成熟度。
大理石纹是决定牛肉品质的主要因素,它与嫩度、多汁性和适口性有密切的相关关系,同时它又是最容易客观评定的指标,因而品质的评定就以大理石纹为代表。
大理石纹的测定部位为第12肋骨眼肌横切面,以标准板为依据,分为丰富、适量、适中、少、较少、微量和几乎没有这七个级别。
当生理成熟度和大理石纹决定后就可判定其等级了,年龄愈小,大理石纹愈丰富,则级别愈高,反则越低。
■成熟度(牛只屠宰的年龄)依骨骼结构和瘦肉颜色再分A到E五等级。
A级约九到三十个月龄;E级约七十二到九十六个月龄。
■大理石纹脂肪度(marbling)根据第十二及第十三根肋骨之间的肋眼肌切面上、瘦肉中脂肪斑纹含量而分十级。
■综合两种因素,再将牛肉评鉴出八个等级:极佳级(Prime):此类等级的牛肉多数销往高级餐厅。
美国陶瓷砖标准解析肖景红,梁柏清,刘亚民,袁芳丽(佛山出入境检验检疫局,广东佛山,528000)摘要:本文介绍了陶瓷砖美国国家标准ANSIA137.1-08在分类、技术要求、试验方法以及包装标识等方面的主要要求,分析了美国标准与我国标准的主要差异性,指出产品对美出口应注意的一些问题。
关键词:陶瓷砖,美国标准,分类,试验方法,技术要求,包装标识Study on the American National Standard Specifications forCeramic TileXiao Jinghong, Liang Baiqing, Liu yamin, Yuan Fangli(Foshan Entry-Exit Inspection & Quarantine Bureau, Foshan 528000) 【Abstracted】This paper introduces the main requirements on the Classification, Test Method and Requirements, Marking of ceramic tiles according to the ANSI A137.1-08 American National Standard Specifications for Ceramic Tile, analysis the main difference between American standards and Chinese standards, and notes some issues should pay attention.【Keywords】:Ceramic tiles, American Standard; Classification; Test Method; Requirements; Marking1 前言美国是全球陶瓷砖最大的消费国之一,同时也是全球陶瓷砖最大的进口国,其进口陶瓷砖量占总消费量81%,主要的进口国包括意大利、西班牙、巴西和土耳其,但是这些国家出口到美国的数量在下降,而中国的陶瓷砖出口到美国的数量正在迅速增加。
卫生陶瓷标准目录一、尺寸要求1. 妇洗器的尺寸要求1.1 落地式妇洗器1.2 挂墙式妇洗器2. 洗面器的尺寸要求2.1 柱式洗面器和挂墙式洗面器2.2 挂墙式洗手盆3. 座便器的尺寸要求3.1 落地式坐箱座便器3.2 落地式靠墙座便器3.3 无水箱挂墙式座便器3.4 配水箱挂墙式座便器二、功能要求1. 全排纸张排放测试2. 半排纸巾排放测试3. 固体排放测试4. 密封性及蓄水量测试5. 溅水测试6. 冲刷测试7. 负载测试8. 两段式马桶半排稀释率(配套性能)测试9. 吸水率测试10. 抗龟裂测试11. 抗腐蚀测试三、附录1. 附录A 纸张粉碎设备及测试用纸张制程2. 附录B 人造试体的尺寸及制作3. 附录C 后续水测试装置4. 附录D 冲洗功能测试示意图5. 附录E 负重测试操作示意图一、尺寸要求(以欧标为例)目前在国际市场上有多种标准,但广泛被业内人士认可并加以运用的主要有欧标,美标,澳标及国标。
由于各标准所侧重的要求不尽相同,而欧标在尺寸方面的要求最为详尽且易懂,故选择欧标以作为学习基础。
一)妇洗器的尺寸:1.妇洗器的连接尺寸:1)落地式妇洗器的尺寸:落地式的妇洗主要分单孔落地式妇洗和三孔落地式妇洗,下面分别介绍:(1)单孔落地式妇洗:(2)三孔落地式妇洗(3)单孔妇洗和三孔妇洗的连接尺寸的区别三孔妇洗有两侧龙头孔直径的要求,有两侧龙头孔的中心距要求,有两侧龙头孔与中间龙头孔的平面垂直距离要求等三项(4)妇洗器排水孔的连接尺寸:妇洗器的排水孔的相关标准的要求,与洗面器的要求很多是相同的2)挂墙式妇洗器的尺寸要求:(1)挂墙式单孔妇洗的连接尺寸(2)挂墙式三孔妇洗的连接尺寸(3)排水孔的连接尺寸主要尺寸位置描述尺寸要求(mm)(4)挂墙式妇洗的安装尺寸二)洗面器的连接尺寸要求1.柱式洗面器和挂墙式洗面器的连接尺寸:(EN31和EN32)1).龙头口和下水口:(以上图片针对于柱式和挂墙式两种)2)挂墙孔:(此图片仅针对于挂式盆)挂墙式洗面器的安装眼尺寸为,长度30±2mm,宽度为20±2mm。
中、欧、美标准对水龙头的性能要求A 北美标准对水龙头的要求(依据ASME A112.18.1-2005/CSA B125.1-05)ASME A112.18.1-2005/CSA B125.1-05是美国和加拿大共同认可接受的关于水龙头的标准,这份标准详尽地规定了水龙头及其附件的技术要求。
总结起来主要性能要求如下:1、交叉穿流(冷热水隔墙密封性测试);2、涂层:电镀层——盐雾试验3、动态密封:1.4Kgf/c㎡动压10℃冷水5分钟测试8.6Kgf/c㎡动压10℃冷水5分钟测试1.4Kgf/c㎡动压66℃热水5分钟测试8.6Kgf/c㎡动压66℃热水5分钟测试4、爆破压力(1)水龙头等终端装置:关闭阀芯在500PSI压力下进行1分钟测试;(2)供水管线:堵塞出水口在500PSI压力下进行1分钟测试;(3)软管组:100PSI压力下测试1个小时,再在290PSI压力下测试1分钟;(4)球接头:在50PSI动压力下测试,泄漏量不超过50ml/min;5、流量测试(1)最小流量在0.14MPa(20PSI)测试;(2)最大流量在0.41MPa压力下测试;(3)淋喷头最大流量在38℃热水、0.55MPa的压力下测试。
6、寿命测试:频率1500次/小时,测试时交替供给冷水和热水,供水动压50PSI。
以下产品需做寿命测试:(1)阀芯;(2)摆动出水口;(3)淋喷头、喷枪体和手持花洒组;(4)分水器;7、淋浴管、抽拉管(1)10000次拉力寿命测试:向软管末端逐渐施加拉力67N,再减至0N,再增加67N;(2)拉力测试:334N15秒。
8、扭矩测试(1)连接件强度测试;(2)阀芯开启力量测试。
9、反虹吸测试:带可沉入水中的出水口装置都需做反虹吸测试(如抽拉龙头花洒)。
B 中国标准和欧洲标准对水龙头的性能要求对于陶瓷阀芯密封的水龙头,除噪声要求外,中国标准(GB18145)与欧洲标准(EN817)相同,下面总结以上二标准对陶瓷阀芯密封水龙头的技术要求:1、冷热水隔墙密封测试;2、涂层:电镀层——24小时酸性盐雾试验3、阀体强度:进水部位 2.5MPa 60秒出水部位0.4MPa 60秒4、流量测试(1)浴缸龙头在0.3MPa压力下流量大于20升/分钟;(2)脸盆、净身、淋浴、厨房0.1MPa压力下流量须小于9升/分钟。
Current to October 31, 2012Last amended on June 20, 2011À jour au 31 octobre 2012Dernière modification le 20 juin 2011Published by the Minister of Justice at the following address:http://laws-lois.justice.gc.ca Publié par le ministre de la Justice à l’adresse suivante :http://lois-laws.justice.gc.caCANADACONSOLIDATION Glazed Ceramics and Glassware RegulationsCODIFICATIONRèglement sur les produits céramiques émaillés et les produits deverre émaillésSOR/98-176DORS/98-176OFFICIAL STATUS OF CONSOLIDATIONS CARACTÈRE OFFICIEL DES CODIFICATIONSSubsections 31(1) and (3) of the Legislation Revision and Consolidation Act, in force on June 1, 2009, provide as follows:Les paragraphes 31(1) et (3) de la Loi sur la révision et la codification des textes législatifs, en vigueur le 1er juin 2009, prévoient ce qui suit :Published consolidation is evidence31. (1) Every copy of a consolidated statute orconsolidated regulation published by the Ministerunder this Act in either print or electronic form is ev-idence of that statute or regulation and of its contentsand every copy purporting to be published by theMinister is deemed to be so published, unless thecontrary is shown.31. (1) Tout exemplaire d'une loi codifiée ou d'unrèglement codifié, publié par le ministre en vertu dela présente loi sur support papier ou sur support élec-tronique, fait foi de cette loi ou de ce règlement et deson contenu. Tout exemplaire donné comme publiépar le ministre est réputé avoir été ainsi publié, saufpreuve contraire.Codificationscomme élémentde preuve ...[...]Inconsistencies in regulations(3) In the event of an inconsistency between aconsolidated regulation published by the Ministerunder this Act and the original regulation or a subse-quent amendment as registered by the Clerk of thePrivy Council under the Statutory Instruments Act,the original regulation or amendment prevails to theextent of the inconsistency.(3) Les dispositions du règlement d'origine avecses modifications subséquentes enregistrées par legreffier du Conseil privé en vertu de la Loi sur lestextes réglementaires l'emportent sur les dispositionsincompatibles du règlement codifié publié par le mi-nistre en vertu de la présente loi.Incompatibilité— règlementsNOTE NOTEThis consolidation is current to October 31, 2012.The last amendments came into force onJune 20, 2011. Any amendments that were not inforce as of October 31, 2012 are set out at the end ofthis document under the heading “Amendments Notin Force”.Cette codification est à jour au 31 octobre 2012. Lesdernières modifications sont entrées en vigueurle 20 juin 2011. Toutes modifications qui n'étaientpas en vigueur au 31 octobre 2012 sont énoncées à lafin de ce document sous le titre « Modifications nonen vigueur ».TABLE OF PROVISIONS TABLE ANALYTIQUESection Page Article PageGlazed Ceramics and Glassware Regulations Règlement sur les produitscéramiques émaillés et les produits de verre émaillés1INTERPRETATION11DÉFINITIONS1 2AUTHORIZATION22AUTORISATION24LEACHABILITY LIMITS FORLEAD AND CADMIUM24TAUX MAXIMAL DELIBÉRATION DE PLOMB ET DECADMIUM26IDENTIFICATION ANDWARNING36ÉLÉMENT DISTINCTIF ET MISEEN GARDE37REPEAL37ABROGATION3 8COMING INTO FORCE38ENTRÉE EN VIGUEUR3SCHEDULETEST METHODS4ANNEXEMÉTHODES D’ESSAI4Registration EnregistrementSOR/98-176 March 19, 1998DORS/98-176 Le 19 mars 1998CANADA CONSUMER PRODUCT SAFETY ACT LOI CANADIENNE SUR LA SÉCURITÉ DES PRODUITSDE CONSOMMATIONGlazed Ceramics and Glassware Regulations Règlement sur les produits céramiques émaillés et lesproduits de verre émaillésP.C. 1998-400 March 19, 1998 C.P. 1998-400 Le 19 mars 1998His Excellency the Governor General in Council, on the recommendation of the Minister of Health, pursuant to section 5a of the Hazardous Products Act, hereby makes the annexed Hazardous Products (Glazed Ceram-ics and Glassware) Regulations.Sur recommandation du ministre de la Santé et en ver-tu de l’article 5a de la Loi sur les produits dangereux, Son Excellence le Gouverneur général en conseil prend le Règlement sur les produits dangereux (produits céra-miques émaillés et produits de verre), ci-après.a R.S., c. 24 (3rd Supp.), s. 1a L.R., ch. 24 (3e suppl.), art. 1GLAZED CERAMICS AND GLASSWARE REGULATIONS RÈGLEMENT SUR LES PRODUITS CÉRAMIQUES ÉMAILLÉS ET LES PRODUITS DE VERRE ÉMAILLÉSINTERPRETATION DÉFINITIONS1. The definitions in this section apply in these Regu-lations.“cups and mugs” means small hollow-ware used for the consumption of liquids. (tasses et chopes)“drinking vessel” means any hollow-ware from which one can drink liquids. (récipient à boire)“flatware” means a product having an internal depth not exceeding 25 mm, measured vertically from the lowest interior point to a horizontal plane passing through the point of overflow. (vaisselle plate)“good laboratory practices” means practices similar to those set out in the OECD Principles of Good Laborato-ry Practice, Number 1 of the OECD Series on Principles of Good Laboratory Practice and Compliance Monitor-ing, ENV/MC/CHEM (98) 17, the English version of which is dated January 21, 1998 and the French version of which is dated March 6, 1998. (bonnes pratiques de laboratoire)“hollow-ware” means a product having an internal depth greater than 25 mm, measured vertically from the lowest interior point to a horizontal plane passing through the point of overflow. (vaisselle creuse)“large hollow-ware” means hollow-ware with a capacity of 1.1 L or more. (grande vaisselle creuse)“permanent warning” means a warning that remains legi-ble for the lifetime of the product under normal condi-tions of use and cleaning. (mise en garde permanente)“pitcher” means a large hollow-ware vessel that is com-monly used for storing and dispensing liquids but does not include a creamer, a coffeepot or a teapot. (pichet)“product” means a product that has all of the following characteristics:(a) it is completely or partly made of ceramic or glass;1. Les définitions qui suivent s’appliquent au présent règlement.« bonnes pratiques de laboratoire » S’entend des pra-tiques analogues à celles énoncées dans les Principes de l’OCDE de bonnes pratiques de laboratoire, Série sur les principes de bonnes pratiques de laboratoire et vérifica-tion du respect de ces principes, numéro 1, ENV/MC/ CHEM(98)17, daté du 6 mars 1998 dans sa version fran-çaise et du 21 janvier 1998 dans sa version anglaise. (good laboratory practices)« grande vaisselle creuse » Vaisselle creuse d’une capaci-té de 1,1 L ou plus. (large hollow-ware)« mise en garde permanente » Mise en garde qui demeure lisible durant toute la vie du produit dans des conditions normales d’utilisation et de nettoyage. (permanent warn-ing)« petite vaisselle creuse » Vaisselle creuse d’une capacitéde moins de 1,1 L. (small hollow-ware)« pichet » Article de grande vaisselle creuse utilisé habi-tuellement pour conserver et pour servir des liquides. Sont exclues de la présente définition les crémières, les cafetières et les théières. (pitcher)« produit » Produit qui satisfait aux exigences suivantes : a) il est fait entièrement ou partiellement en céra-mique ou verre;b) il est recouvert en totalité ou en partie d’un revête-ment, d’un émail ou d’une décoration contenant du plomb ou du cadmium;c) il est utilisé pour conserver, préparer ou servir un aliment au sens de l’article 2 de la Loi sur les aliments et drogues. (product)« récipient à boire » Article de vaisselle creuse dans le-quel on peut boire des liquides. (drinking vessel)« tasses et chopes » Articles de petite vaisselle creuse uti-lisés pour consommer des liquides. (cups and mugs)(b) it is completely or partly covered with a coating, glaze or decoration that contains lead or cadmium; and(c) it is used in storing, preparing or serving food, as defined in section 2 of the Food and Drugs Act. (pro-duit)“small hollow-ware” means hollow-ware with a capacity of less than 1.1 L. (petite vaisselle creuse)SOR/2007-30, s. 2; SOR/2009-179, s. 6.« vaisselle creuse » Ensemble de produits dont la profon-deur, mesurée verticalement du point intérieur le plus bas jusqu’à un plan horizontal traversant le point de dé-bordement, est supérieure à 25 mm. (hollow-ware)« vaisselle plate » Ensemble de produits dont la profon-deur, mesurée verticalement du point intérieur le plus bas jusqu’à un plan horizontal traversant le point de dé-bordement, n’excède pas 25 mm. (flatware)DORS/2007-30, art. 2; DORS/2009-179, art. 6.AUTHORIZATION AUTORISATION2. A product may be advertised, sold or imported if it meets the requirements of these Regulations.SOR/2009-179, s. 7.2. La vente, l’importation et la publicité du produit sont autorisées si celui-ci satisfait aux exigences du pré-sent règlement.DORS/2009-179, art. 7.3. [Repealed, SOR/2009-179, s. 7] 3. [Abrogé, DORS/2009-179, art. 7]LEACHABILITY LIMITS FOR LEAD ANDCADMIUM TAUX MAXIMAL DE LIBÉRATION DE PLOMB ETDE CADMIUM4. No product of a product category set out in column 1 of an item of the table to this section, when tested in accordance with the method set out in item 1 of the schedule, shall release lead in excess of the leachability limit set out in column 2 of that item or cadmium in ex-cess of the leachability limit set out in column 3 of that item, unless the product is identified or displays a per-manent warning in accordance with section 6.4. Un produit d’une catégorie de produits mentionnée à la colonne 1 du tableau du présent article qui est mis àl’essai conformément à la méthode établie à l’article 1 de l’annexe ne doit libérer ni plomb ni cadmium à un taux supérieur au taux maximal indiqué à la colonne 2 ou à la colonne 3, à moins de comporter un élément distinctif ou une mise en garde permanente conformément à l’article 6.TABLEColumn 1Column 2Column 3Item Product Category Leachability Limit forLead (milligrams perlitre)Leachability Limitfor Cadmium(milligrams per litre)1.Flatware 3.00.502.Small hollow-ware,other than cups ormugs 2.00.50 rge hollow-ware,other than pitchers 1.00.254.Cups and mugs0.50.505.Pitchers0.50.25TABLEAUColonne 1Colonne 2Colonne 3ArticleCatégorie deproduitsTaux maximal delibération de plomb(milligrammes par litre)Taux maximal delibération de cadmium(milligrammes par litre)1.Vaisselle plate3,00,502.Petite vaissellecreuse, sauf lestasses et leschopes2,00,503.Grande vaissellecreuse, sauf lespichets1,00,254.Tasses et chopes0,50,505.Pichets0,50,255. No drinking vessel with a distinctive exterior deco-rative pattern within 20 mm of the rim, when tested in accordance with the method set out in item 2 of the schedule, shall release lead in excess of 4 mg/L or cad-mium in excess of 0.4 mg/L.SOR/2007-30, s. 3.5. Un récipient à boire orné, à l’extérieur, d’un motif décoratif caractéristique situé à 20 mm ou moins du bord qui est mis à l’essai conformément à la méthode établie àl’article 2 de l’annexe ne doit pas libérer plus de 4 mg/L de plomb ou 0,4 mg/L de cadmium.DORS/2007-30, art. 3.IDENTIFICATION AND WARNINGÉLÉMENT DISTINCTIF ET MISE EN GARDE6. A product that is not for food use and that releases lead or cadmium in excess of the leachability limits set out in the table to section 4 shall:(a) be identified by a design feature, such as a hole or a mounting hook, that renders the product unsuitable for the storing, preparing or serving of food; or(b) display, in both official languages and in capital letters of not less than 3 mm in height, a permanent warning consisting of one of the following texts or a similar text, as may be appropriate:6. Un produit qui n’est pas destiné à être utilisé pour les aliments et qui libère du plomb ou du cadmium à un taux supérieur au taux maximal indiqué au tableau de l’article 4 doit comporter :a) soit un élément distinctif, tel un trou ou un crochet, qui le rend inutilisable pour conserver, préparer ou servir des aliments;b) soit, dans les deux langues officielles et en majus-cules d’au moins 3 mm de hauteur, une mise en garde permanente portant l’une des mentions suivantes ou une mention semblable, selon le cas :DANGER!CONTAINS LEAD — CONTIENT DU PLOMB DO NOT USE FOR FOOD — NE PAS UTILISER POURLES ALIMENTSDANGER!CONTIENT DU PLOMB — CONTAINS LEADNE PAS UTILISER POUR LES ALIMENTS — DO NOTUSE FOR FOODDANGER!CONTAINS CADMIUM — CONTIENT DU CADMIUM DO NOT USE FOR FOOD — NE PAS UTILISER POURLES ALIMENTSDANGER!CONTIENT DU CADMIUM — CONTAINS CADMIUM NE PAS UTILISER POUR LES ALIMENTS — DO NOTUSE FOR FOODDANGER!CONTAINS LEAD AND CADMIUM — CONTIENT DUPLOMB ET DU CADMIUMDO NOT USE FOR FOOD — NE PAS UTILISER POURLES ALIMENTSDANGER!CONTIENT DU PLOMB ET DU CADMIUM —CONTAINS LEAD AND CADMIUMNE PAS UTILISER POUR LES ALIMENTS — DO NOTUSE FOR FOODREPEAL ABROGATION7. The Hazardous Products (Glazed Ceramics) Regulations1 are repealed.1 C.R.C., c. 9257. Le Règlement sur les produits dangereux (pro-duits céramiques émaillés)1 est abrogé.1 C.R.C., ch. 925COMING INTO FORCE ENTRÉE EN VIGUEUR8. These Regulations come into force on March 19, 1998.8. Le présent règlement entre en vigueur le 19 mars 1998.SCHEDULE (Sections 4 and 5)ANNEXE (articles 4 et 5)TEST METHODS MÉTHODES D’ESSAI1. To determine whether a product releases lead or cadmium, the following method, which is based on the International Organization for Standardization standard ISO 6486-1:1999, Ceramic ware, glass-ceramic ware and glass dinnerware in contact with food — Release of lead and cadmium — Part 1: Test Method, second edition, 1999-12-15, shall be used:(a) handwash the product using a non-acidic detergent solution, rinse with distilled water and air dry;(b) fill the product to within 5 mm of the level of overflowing with an extraction solution of 4% (volume/volume) of acetic acid in wa-ter;(c) cover the product with an inert opaque cover and allow to stand for 24 hours at 22 °C ± 2 °C;(d) stir the extraction solution to ensure homogeneity taking care not to abrade the surface of the product;(e) take an aliquot of the extraction solution and, within 8 hours, analyze the solution using an analytical technique that is in accor-dance with good laboratory practices; and(f) express the results as the quantity of the lead or cadmium in milligrams per litre of the extraction solution.1. Pour établir si un produit libère du plomb ou du cadmium, utili-ser la méthode ci-après, basée sur la norme ISO 6486-1:1999 de l’Or-ganisation internationale de normalisation, intitulée Vaisselle en céra-mique, vaisselle en vitrocéramique et vaisselle de table en verre en contact avec les aliments — Émission de plomb et de cadmium —Partie 1 : Méthode d’essai, deuxième édition, dans sa version du 15 décembre 1999 :a) laver le produit à la main avec une solution détersive non acide, le rincer à l’eau distillée et le faire sécher à l’air;b) remplir le produit d’une solution d’extraction constituée de 4 % (volume/volume) d’acide acétique dans de l’eau, à 5 mm ou moins du niveau de débordement;c) couvrir le produit d’un couvercle opaque fait de matériel inerte et laisser reposer 24 heures à une température de 22 °C ± 2 °C; d) remuer la solution d’extraction pour l’homogénéiser, en prenant soin de ne pas abraser la surface du produit;e) prélever une aliquote de la solution d’extraction et, dans les 8 heures qui suivent, la soumettre à l’analyse en appliquant une mé-thode conforme aux bonnes pratiques de laboratoire;f) exprimer les résultats en milligrammes de plomb ou de cad-mium par litre de solution d’extraction.2. To determine whether a drinking vessel bearing a distinctive ex-terior decorative pattern within 20 mm of the rim releases lead or cadmium, the following method, which is based on a standard of the American Society for Testing and Materials (ASTM C927-80), reap-proved 2004, Standard Test Method for Lead and Cadmium Extract-ed from the Lip and Rim Area of Glass Tumblers Externally Decorat-ed with Ceramic Glass Enamels, shall be used:(a) handwash the drinking vessel using a non-acidic detergent so-lution, rinse with distilled water and air dry;(b) measure the internal volume of the drinking vessel in millil-itres by filling with distilled water to within 5 mm of the level of overflowing and record the internal volume (V2);(c) discard the water and invert the drinking vessel in an appropri-ate laboratory glassware container whose diameter is a minimum of 1.25 times and a maximum of 2 times the external diameter of the test specimen as measured at the rim;(d) add to the laboratory glassware container the volume of an ex-traction solution of 4% (volume/volume) of acetic acid in water that is sufficient to permit the drinking vessel to be submerged in 20 mm of the solution and record the volume of extraction solution used (V1);(e) cover the laboratory glassware container with an inert opaque cover and allow to stand for 24 hours at 22 °C ± 2 °C;(f) remove the drinking vessel and stir the extraction solution to ensure homogeneity;2. Pour établir si un récipient à boire orné, à l’extérieur, d’un motif décoratif caractéristique situé à 20 mm ou moins du bord libère du plomb ou du cadmium, utiliser la méthode ci-après, basée sur la norme ASTM C927-80 de l’American Society for Testing and Mate-rials, réapprouvée en 2004 et intitulée Standard Test Method for Lead and Cadmium Extracted from the Lip and Rim Area of Glass Tum-blers Externally Decorated with Ceramic Glass Enamels:a) laver le récipient à boire à la main avec une solution détersive non acide, le rincer à l’eau distillée et le faire sécher à l’air;b) mesurer le volume interne du récipient à boire, en millilitres, en le remplissant d’eau distillée à 5 mm ou moins du niveau de débor-dement et noter le volume interne (V2);c) jeter l’eau et déposer le récipient à boire, inversé, dans un réci-pient de laboratoire en verre approprié, dont le diamètre est d’au moins 1,25 fois et d’au plus 2 fois le diamètre externe du produit mesuré sur le bord;d) ajouter dans le récipient de laboratoire en verre un volume suf-fisant d’une solution d’extraction constituée de 4 % (volume/vo-lume) d’acide acétique dans de l’eau de telle sorte que le récipient à boire soit immergé dans 20 mm de cette solution et noter le vo-lume de solution d’extraction utilisé (V1);e) couvrir le récipient de laboratoire en verre avec un couvercle opaque fait de matériel inerte et laisser reposer pendant 24 heures àune température de 22 °C ± 2 °C;f) enlever le récipient à boire et remuer la solution d’extraction pour l’homogénéiser;(g) take an aliquot of the extraction solution and, within 8 hours, analyze the solution using an analytical technique that is in accor-dance with good laboratory practices; and(h) express the results as the quantity of the lead or cadmium in milligrams per litre of the extraction solution relative to the inter-nal volume of the drinking vessel as follows:(C × V1) / V2whereC is the concentration of lead or cadmium in milligrams per litrein the extraction solution,V1is the volume in millilitres of the extraction solution used, andV2is the internal volume in millilitres of the drinking vessel. SOR/2007-30, ss. 4, 5.g) prélever une aliquote de la solution d’extraction et, dans les 8 heures qui suivent, la soumettre à l’analyse en appliquant une mé-thode conforme aux bonnes pratiques de laboratoire;h) exprimer les résultats, en milligrammes de plomb ou de cad-mium par litre de solution d’extraction, en tenant compte du vo-lume interne du récipient à boire, selon la formule suivante :(C × V1) / V2où :C représente la concentration de plomb ou de cadmium expriméeen milligrammes par litre de la solution d’extraction utilisée,V1le volume en millilitres de la solution d’extraction utilisée,V2le volume interne en millilitres du récipient à boire.DORS/2007-30, art. 4 et 5.。
2023国外陶瓷砖的技术法规和标准2023国外陶瓷砖的技术法规和标准一、引言近年来,我国陶瓷砖的市场需求持续增加,而国外陶瓷砖的技术法规和标准也备受关注。
本文将通过对2023年国外陶瓷砖的技术法规和标准进行全面评估,力求为读者呈现一篇深度和广度兼具的文章,帮助读者更好地了解国外陶瓷砖的相关信息。
二、国外陶瓷砖的技术法规和标准概述国外陶瓷砖的技术法规和标准是指针对陶瓷砖产品制造、质量控制、检验方法等方面的标准和规定。
这些标准主要由当地政府相关部门和标准化组织制定,旨在保障陶瓷砖产品的质量和安全,促进国际贸易合作,以及满足消费者对产品质量和安全的需求。
在2023年,国外陶瓷砖的技术法规和标准将会更加关注能源和环境的可持续发展。
随着科技的不断创新和进步,国外陶瓷砖的生产工艺、原材料、产品性能等方面也将不断更新和完善,以满足市场和消费者的需求。
三、国外陶瓷砖的技术法规和标准的深度评估1.技术法规和标准的内涵国外陶瓷砖的技术法规和标准涵盖了生产工艺、原材料、产品性能等多个方面。
其中,涉及到陶瓷砖产品的物理性能、化学性能、结构性能、装饰效果等方面的测试方法和评定标准,以及对产品标识、包装、运输等方面的要求。
这些标准旨在保障陶瓷砖产品的质量和安全。
2.技术法规和标准的更新和完善随着科技的不断进步和市场需求的不断变化,国外陶瓷砖的技术法规和标准也在不断更新和完善。
针对新型材料、新工艺、新技术的出现,相关标准也需要及时进行修订和更新,以适应新的市场需求和产品形态。
3.技术法规和标准的国际化趋势国外陶瓷砖的技术法规和标准也在向国际化方向发展。
这表现在国际标准化组织的标准逐渐成为各国相关标准的参照依据,以及不同国家之间逐渐形成一些公认的国际标准和规范,这有助于促进国际贸易和合作。
四、国外陶瓷砖的技术法规和标准的广度评估1. 陶瓷砖产品的广泛应用国外陶瓷砖产品广泛应用于建筑、装饰、家居、园林等领域,因此其技术法规和标准也涉及到了多个产业领域的相关需求,包括建筑材料、装修装饰、环境保护等方面。
各国牛肉的等级划分牛肉品质档次划分有多种标准,如美国、日本、欧共体、加拿大、新西兰、澳大利亚等标准。
我国肉牛饲养业起步较晚,尚未形成独立的产业,因此尚无统一的标准。
1、美国牛肉分级标准总述美国牛肉的质量级依据牛肉的品质(以大理石纹为代表)和生理成熟度( 年龄)将牛肉分为:特优(Prime)、特选(Choice)、优选(Select) 、标准(Standard)、商用(Commercial)、可用(Utility)、切碎(Cutter) 和制罐 (Canner)八个级别。
生理成熟度以年龄决定,年龄越小肉质越嫩,级别越高,共分为A、B、C、D和E5级。
A级为9至30月龄;B级为30至42月龄;C 级为42至72月龄;D级为72至96月龄;96月龄以上为E级。
而年龄则以胴体骨骼和软骨的大小、形状和骨质化程度及眼肌的颜色和质地为依据来判定,其中软骨的骨质化为最重要的指标,年龄小的动物在脊柱的骨头上端都有一块软骨,随着年龄增大,这块软骨逐渐骨质化而消失。
这个过程一般同胴体后端开始,最终在前端结束,这个规律为判定胴体年龄提供了较可靠的依据。
加上对骨骼形状、肌肉颜色的观察,即可判定出胴体的生理成熟度。
大理石纹是决定牛肉品质的主要因素,它与嫩度、多汁性和适口性有密切的相关关系,同时它又是最容易客观评定的指标,因而品质的评定就以大理石纹为代表。
大理石纹的测定部位为第12肋骨眼肌横切面,以标准板为依据,分为丰富、适量、适中、少、较少、微量和几乎没有这七个级别。
当生理成熟度和大理石纹决定后就可判定其等级了,年龄愈小,大理石纹愈丰富,则级别愈高,反则越低。
■成熟度(牛只屠宰的年龄)依骨骼结构和瘦肉颜色再分A到E五等级。
A级约九到三十个月龄;E级约七十二到九十六个月龄。
■大理石纹脂肪度(marbling)根据第十二及第十三根肋骨之间的肋眼肌切面上、瘦肉中脂肪斑纹含量而分十级。
■综合两种因素,再将牛肉评鉴出八个等级:极佳级(Prime):此类等级的牛肉多数销往高级餐厅。