EI=-es+=IT7-IT6公差与配合国家标准二
- 格式:ppt
- 大小:821.00 KB
- 文档页数:5
习 题 1什么叫互换性为什么说互换性已成为现代化机械制造业中一个普遍遵守的原则是否互换性只适用于大批生产 答:(1)是指同一规格的零部件中任取一件,不需经过任何选择、修配或调整,就能装配成满足预定使用功能要求的机器或仪器,则零部件所具有的这种性能就称为互换性。
(2)因为互换性对保证产品质量,提高生产率和增加经济效益具有重要意义,所以互换性已成为现代机械制造业中一个普遍遵守的原则。
(3)否。
生产中常用的互换性有几种它们有何区别 答:(1)生产中常用的互换性有完全互换性和不完全互换性。
(2)其区别是:1)完全互换性是一批零件或部件在装配时不需分组、挑选、调整和修配,装配后即能满足预定要求。
而不完全互换性是零件加工好后,通过测量将零件按实际尺寸的大小分为若干组,仅同一组内零件有互换性,组与组之间不能互换。
2)当装配精度要求较高时,采用完全互换性将使零件制造精度要求提高,加工困难,成本增高;而采用不完全互换性,可适当降低零件的制造精度,使之便于加工,成本降低。
何谓公差、标准和标准化它们与互换性有何关系 答:(1)零件几何量在某一规定范围内变动,保证同一规格零件彼此充分近似,这个允许变动的范围叫做公差。
(2)标准是在经济、技术、科学及管理等社会实践中,对重复性事物和概念通过制定、发布、实施标准,达到统一,以获得最佳秩序和社会效益的过程。
(3)标准化是反映起草、制订、贯彻标准的全过程。
(4)标准和标准化是互换性生产的基础。
何谓优先数系,基本系列有哪些公比为多少 答:(1)优先数系就是对各种技术参数的数值进行协调、简化和统一的一种科学的数值标准,是一种无量纲的分级数值,它是十进制等比数列,适用于各种量值的分级。
(2)基本系列有R5、R10、R20、R40。
(3)公比q r =。
习 题 22-1根据题1表中的已知数值,确定表中其余各项数值(单位为mm )。
2-2. 图样上给定的轴直径为0.0180.002456()k φ++,根据此要求加工了一批轴,实测后得其中最大直径(即最大实际(组成)要素)为45.018mm φ,最小直径(即最小实际(组成)要素)为45.000mm φ。
习题1.什么是互换性?互换性的如何分类?2.完全互换和不完全互换有何区别?各用于何种场合?3.公差的概念?4.什么是标准和标准化?5.优先数系是一种什么数列?有哪些优先数的基本系列?答案1,互换性是指在同一规格的一批零件或部件中,任取其一,不需任何挑选或附加修配(如钳工修理)就能装在机器上,达到规定的功能要求。
这样的一批零件或部件就称为具有互换性的零、部件。
分类:按不同场合对于零部件互换的形式和程度的不同要求,把互换性可以分为完全互换性和不完全互换性两类。
对标准部件或机构来讲,其互换性又可分为内互换性和外互换性。
2.完全互换是指对于同一规格的零部件,装配前不经任何选择,装配时不需任何调整或修配,就能装配到机器上,并能满足预定的使用要求。
以零部件装配或更换时不需要挑选或修配为条件。
孔和轴加上后只要符合设计的规定要求,则它们就具有完全互换性。
不完全互换是指对于同种零件、部件加工好以后,在装配前需要经过挑选、调整或修配等才能满足使用要求。
在零部件装配时允许有附加条件的选择或调整。
对于不完全互换性可以采用分组装配法、调整法等来实现。
应用:零部件厂际协作应采用完全互换,部件或构件在同一厂制造和装配时,可采用不完全互换。
完全互换性应用于中等精度、批量生产;不完全互换性应用于高精度或超高精度、小批量或单件生产。
内互换指部件内部组成件间的互换;外互换指部件与相配合零件之间的互换。
3.公差即允许实际参数值的最大变动量。
4. 标准是指对重复性事物和概念所做的统一规定,它以科学技术和实践经验的综合成果为基础,经有关方面协商一致,由主管机构批准,以特定形式发布,作为共同遵守的准则和依据。
标准在一定范围内具有约束力。
标准化工作包括制定标准,发布标准、组织实施标准和对标准的实施进行监督的全部活动过程。
这个过程是从探索标准化对象开始,经调查、实验和分析,进而起草、制定和贯彻标准,而后修订标准。
因此,标准化是个不断循环而又不断提高其水平的过程。
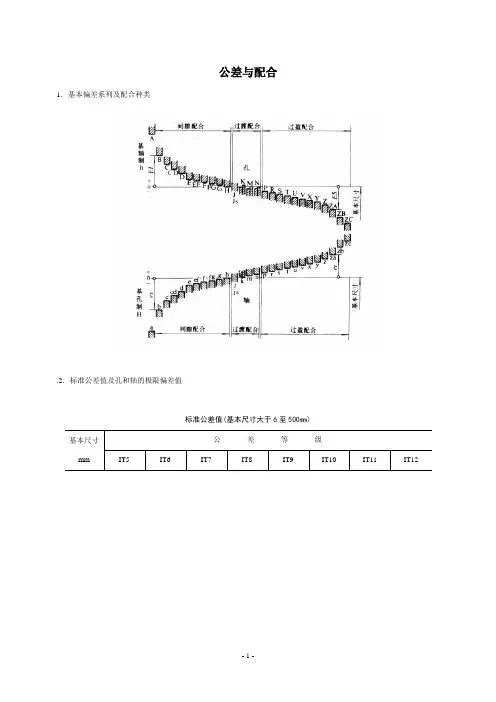
公差与配合
1.基本偏差系列及配合种类
.2.标准公差值及孔和轴的极限偏差值
标准公差值(基本尺寸大于6至500mm)
孔的极限差值(基本尺寸由大于10至315mm)μm
轴的极限偏差(基本尺寸由于大于10至315mm)
注:标注▼者为优先公差等级,应优先选用。
形状和位置公差(摘自GB1182~1184-80)
形位公差符号
圆度和圆柱度公差 μm
主参数d (D)图例
直线度和平面度公差 μm
主参数L 图例
平行度、垂直度和倾斜度公差 μm
主参数L 、d (D)图例
同轴度、对称度、圆跳动和全跳动公差确良 μm
主参数d(D)、B 、L 图例
表面粗糙度
表面粗糙度R a值的应用范围
注:1. 粗糙度代号I为第一种过渡方式。
它是取新国标中相应最靠近的下一档的第1系列值,如原光洁度(旧国标)为▽5,R a的最大允许值取6.3。
因此,在不影响原表面粗糙要求的情况下,取该值有利于加工。
2. 粗糙度代号Ⅱ为第2种过渡方式。
它是取新国标中相应最靠近的上一档的第1系列值,如原光洁度为▽5,
R a的最大允许值取3.2。
因此,取该值提高了原表面粗糙度的要求和加工的成本。

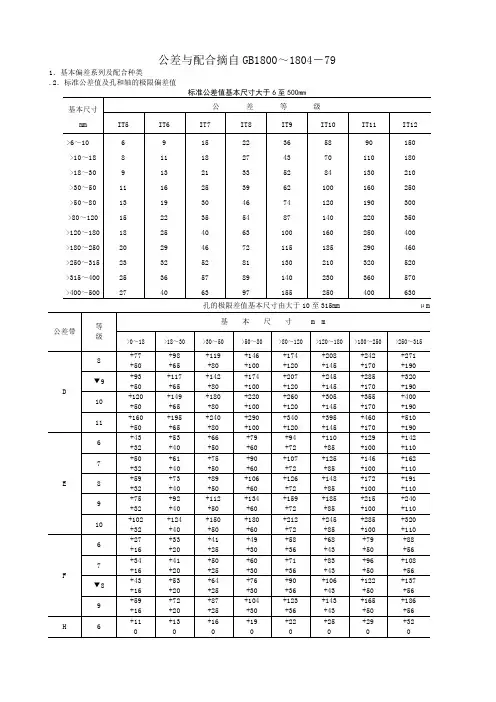
公差与配合摘自GB1800~1804-79
1.基本偏差系列及配合种类
.2.标准公差值及孔和轴的极限偏差值
孔的极限差值基本尺寸由大于10至315mm μm
轴的极限偏差基本尺寸由于大于10至315mm
注:标注▼者为优先公差等级,应优先选用;
形状和位置公差摘自GB1182~1184-80
形位公差符号
圆度和圆柱度公差μm
主参数d D图例
直线度和平面度公差μm 主参数L图例
平行度、垂直度和倾斜度公差μm
主参数L、d D图例
同轴度、对称度、圆跳动和全跳动公差确良 μm
主参数dD 、B 、L 图例
表面粗糙度
表面粗糙度R a 值的应用范围
注:1. 粗糙度代号I为第一种过渡方式;它是取新国标中相应最靠近的下一档的第1系列值,如原光洁度旧国标为▽5,R a 的最大允许值取6.3;因此,在不影响原表面粗糙要求的情况下,取该值有利于加工;
2. 粗糙度代号Ⅱ为第2种过渡方式;它是取新国标中相应最靠近的上一档的第1系列值,如原光洁度为▽5,R a的最大
允许值取3.2;因此,取该值提高了原表面粗糙度的要求和加工的成本;。
GB/T 1800.3极限与配合基础--标准公差和基本偏差数值表公差带是由“公差带大小”和“公差带位置”两个要素组成的。
“公差带大小”由标准公差确定,“公差带位置”由基本偏差确定,从而形成标准公差和基本偏差两个系列。
为了得到多种不同大小和不同位置的公差带,既能满足不同的使用要求,又能达到简化统一,便于生产的目的,GB/T 1800.3-1998《极限与配合基础第3部分:标准公差和基本偏差数值表》对标准公差和基本偏差作出了明确而具体的规定。
新国标GB/T 1800.3规定了基本尺寸至3150mm的标准公差,基本尺寸至3150mm的基本偏差及两个附录。
附录A给出了标准公差和基本偏差的由来、尺寸分段、IT01和IT0的标准公差数值、标准公差和偏差的计算方法及其数值的修约规则等;附录B给出了标准应用举例。
GB/T 1800.3与旧国标GB 1800-79《公差与配合总论标准公差与基本偏差》中对应部分相比,除作了编辑性的修改外,在内容上主要有以下改变;删去了旧国标正文中基本尺寸至3150mm的标准公差等级IT01和IT0的标准公差数值。
考虑到生产中的实际需求,新国标在附录中给出了基本尺寸至500mm的IT01和IT0的标准公差数值。
将旧国标基本尺寸分段的规定,列入了新国标的附录中。
新旧国标基本尺寸大于500mm至3150mm的标准公差等级IT4和IT5的公差数值有6处不同。
新国标增加了标准的应用举例。
GB/T 1800.3适用于圆柱及外圆柱形光滑工件的尺寸。
应指出的是,虽然标准中给出标准公差和基本偏差的计算方法,但在应用时标准中表列的数值是权威的。
1 标准公差系列新标准规定的标准公差由标准公差等级和标准公差数值构成。
公差数值是根据标准公差因子、公差等级系数和基本尺寸分段经计算后得到的。
标准公差等级新国标在基本尺寸至500mm内规定了IT01、IT0、IT1~IT18共20个标准公差等级,在基本尺寸大于500mm 至3150mm内规定了IT1~IT18共18个标准公差等级。