凸轮轴测量机的设计
- 格式:doc
- 大小:637.00 KB
- 文档页数:41
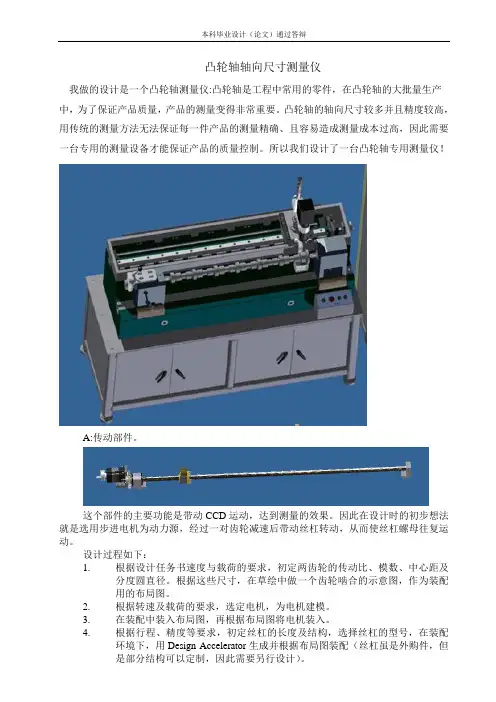
凸轮轴测量仪设计设计名称:设计:目录一.设计任务书摘要... ... ... ... ... ... ... ... ... (1)二.本课题的目的及意义,国内外研究现状分析... ... .. (1)三. 项目分析,方案拟订 ... ... ... ... ... ... ... ... (8)四. 主要元器件的选择及其校核 ... ... ... ... ... ... ... (9)1. CCD传感器以及镜头的选择 ... ... ... ... ... ... ... ... (9)2. 导轨的选择... ... ... ... ... ... ... ... ... ... ... ... .. 93. 滚珠丝杆的选择计算... ... ... ... ... ... ... ... ... .. (13)4.长光栅的选择... ... ... ... ... ... ... ... ... ... ... ... .215.电机的选择 ... ... ... ... ... ... ... ... ... ... ... ... (21)6.齿轮设计 ... ... ... ... ... ... ... ... ... ... ... ... ... ..277. 滚动轴承的选择及计算... ... ... ... ... ... ... ... ... ... . 39五. 设计小结... ... ... ... ... ... ... ... ... ... ... ... .. 41五.参考文献... ... ... ... ... ... ... ... ... ... ... ... ..42更改记录日期版本修改处说明2013-4-21 ****** ******** ********一. 设计任务书摘要在凸轮轴的大批量生产中,为了保证产品质量,产品的测量变得非常重要。
凸轮轴的轴向尺寸较多并且精度较高,用传统的测量方法无法保证每一件产品的测量精确、且容易造成测量成本过高,因此需要一台专用的测量设备才能保证产品的质量控制。
1.该设备必须具备精确测量凸轮轴轴向的节面尺寸的功能,并且必须满足以下型号的凸轮轴(轴向尺寸范围450~800mm)尺寸的测量:ISD6B3954099、6B欧Ⅱ3283179、4B欧Ⅱ3929885、ISD4B电喷凸轮轴……2.主要技术参数a. 外形尺寸:仪器外形应满足以下尺寸长≤1400mm宽≤800 mm高≤2000 mmb. 测量速度不大于3分钟/件c. 测量精度0.005 +L/30000 单位(㎜)d. 重复性0.008㎜3.设备寿命使用期限>10年二.本课题的目的及意义,国内外研究现状分析目的:研究回转类零件工艺参数的检测、分析与控制,包括接触式参数提取,数据采集及信号处理,参数识别等,研究凸轮形线参数测试仪,重点研究测量平台和参数分析及误差理论。
意义:目前在凸轮检测中,大多采用光学分度头对凸轮进行分度,分度由人工控制。
这种测量方法速度慢,精度低,并存在一定的人为误差。
而本课题研究全自动凸轮形线参数测量仪,能够很好的降低人为误差。
另外,采用以凸轮转角为横坐标、对应升程为纵坐标的方式表达凸轮形线,通过光栅式位移传感器探针测量凸轮升程,保证位移精度达到1微米;通过编码器和步进电机控制凸轮轴的转动,保证角度精度0.1度。
因此可以实现全自动化、高精度测量;市场上,虽然少数采用三坐标测量仪器检测,但是三坐标测量仪价格昂贵,因而,在除少数情况下外,一般很少用。
因此,根据以上情况及目前企业的实际情况来看,本课题所研究的问题,具有较高的实用性。
目前国内外的研究和发展状况:凸轮机构是常用机构,应用范围很广。
因此,对凸轮工作性能的要求就越来越高,而凸轮工作性能的好坏主要由相关的凸轮形线参数来决定。
因此,目前国内外对凸轮参数的测量仪的研究和开发也越来越广泛和深入。
下面将对此进行一下简要的介绍。
2.1、国内主要的一些凸轮测量仪2.1,1中外合资广州威而信精密仪器有限责任公司研发的凸轮轴测量仪如图 1所示,为该公司研发的凸轮轴测量仪的实物图。
左边为凸轮测量仪器的安装和测量平台,右边为数据采集与处理平台。
该厂家研发的这套凸轮轴测量仪器,采用凸轮轴立式安装测量结构。
旋转轴由精密气浮主轴与气浮顶尖构成,双气浮直线运动导轨立柱做为直线运动基准,由进口电机驱动;电器部分由高级计算机及进口精密圆光栅传感器、精密光栅位移传感器组成。
测量软件采用基于中文版WINDOWS操作系统平台的WILSON测量软件,完成参数输入、测量选择、数据采集、处理及测量数据管理和测量结果打印输出等工。
这款测量仪器目前在国内还算是比较先进的,它主要有以下一些优点:(1)立式主机测量结构:凸轮轴垂直安装,避免重力因素影响对测量造成的误差;(2)高精度:机械运动部件和工件的定位(超精密气浮主轴与气浮顶尖、双气浮直线运动导轨立柱)均采用气浮结构,主轴精度高达0.08um;(3)长寿命:主轴、导轨均采用气浮结构,故永不磨损、精度保持长久、仪器精度寿命长达十年以上;(4)数据采集采用世界上最著名的德国海德汉公司的精密光栅传感器(旋转、位移)及其相关技术,准确度高,稳定性好;(5)工作平台和立柱导轨均采用精密花岗岩材料制成,可抑制周围环境的噪声和震动;(6)可放置在企业计量室和生产车间现场使用图 1 威尔信凸轮轴检测仪装置图2.1.2北京启点恒达测控技术公司研发的凸轮轴测量仪北京启点恒达测控技术开发有限公司目前已开发的凸轮轴测量仪,分为三个系列:(1)计量型凸轮轴、曲轴测量仪(2)在线式凸轮轴测量仪(3)凸轮轴综合项目测量仪下面对以上三个系列的凸轮轴测量仪器分别予以介绍。
计量型凸轮轴测量仪如图2所示为其实物图。
测量平台底部的夹具和定位装置固定凸轮轴,并通过装在测量平台底座里面的驱动电机驱动被测凸轮轴转动。
测头装置可以沿导轨上下移动,从而实现自动化测量。
该测量仪的主要特点有:(1)可实现全自动化测量,避免了人工操作造成人为误差(2)测量精度高,径向,可达0.1微米。
轴向,可达0.1微米图2 计量型凸轮轴测量仪在线式凸轮轴测量仪,其测量平台示意图如图3所示。
该凸轮轴测量仪的重要特点有:(1)能够实现在线测量(2)精度高,轴向精度可大0.1微米(3)测量参数较全面,可测量凸轮的升程曲线、相位角、基圆直径、基圆跳动、桃高(4)采用立式结构,凸轮轴垂直安装,避免重力因素影响对测量造成的误差;图 3 在线式凸轮轴测量仪凸轮轴综合项目测量仪如图4所示,左边为其测量平台,右边为其数据采集及处理平台。
该测量仪是一台比较先进的测量仪器,其的主要特点有:(1)替代传统检具,对除凸轮升程、相位以外的非主要多个项目进行测量。
(2)组合式,根据不同检测项目,由多台仪器组合成为一套测量系列仪器组。
(3)高速,与传统检具相比,测量速度提高几倍至几十倍。
(4)客观,由于多数测量项目的动作控制、数据采集、数据处理均由计算机完成,因而,减少了人为主观因素,使测量更客观准确。
(5)可无限保留原始测量数据。
图4 凸轮轴综合项目测量仪2.2、国外主要的一些凸轮测量仪2.2,1美国阿德柯尔911凸轮轴检测仪如图5所示。
左边为测量平台,右边为数据采集及处理平台该测量仪是一套比较先进的测量仪器,其主要特点有:(1)立式结构,凸轮轴垂直安装,避免重力因素影响对测量造成的误差;(2)可实现自动化测量(3)测量精度高图5 阿德柯尔911凸轮轴检测仪2.2.2 瑞士TRIMOS 多功能轴类检测仪如图6所示,瑞士TRIMOS公司生产的TWINNER多功能轴类测量系统可完成以下测量任务:长度、直径、距离、递增尺寸、槽宽、槽径、中点距离、角度、孔的位置、曲轴和凸轮轴冲程、跳动、基于工件轴线的跳动、圆度、端面跳动、同心度、对称度、平行度、直线度、圆锥角度、最大最小值/差值、交点尺寸等。
TWINNER仪器特点:1. 稳定性高(仪器基体都由花岗岩制成),精度高、重复性好、操作简便2.在车间环境下,长度、直径和跳动的测量精度能得到保证3. 一般情况下,仪器不必经常标定4. 更换工件后,无需对仪器进行重新标定5. 导轨直线度好<=0.002mm6. 顶针头座和尾座可以自由移动,工件可装夹在任意位置7. 特殊顶针座可选,可安放于两标配顶针座之间,这样可同时装夹两种工件,可同时测量8. 导轨和顶针座间平行度调整方便,在一些情况下(如顶针座受到撞击后)方便调整9. 长度和直径测量模块固定于测量支架上,与导轨垂直度好10. 测力固定,极大的减少了人为误差11.长度和直径测量模块上装有特殊的机电机构,测量时所有测量结果和测量信息(如测量位置)有自动采集提示12.仪器基本上有3个支架,第一个安放可选测量模块,第二个为长度测量系统,第三个为直径和跳动测量系统13.另有各种测头、测量系统可选,例如:孔测头,角度测量系统等,可为客户定做图6 TWINNER多功能轴类测量系统以上简要介绍了一下,目前国内外关于凸轮轴测量仪器产品研发的一些情况,可见目前,凸轮轴测量仪器的发展越来越趋向于全自动化、高精度的要求。
三.项目分析,方案拟订1. 根据要求,拟定了两种方案:1) 方案一:如图7所示。
采用相对测量法,定做标准轴,利用高精度的位移传感器对每一个测量参数进行测量,利用测量值与标准轴的测量值进行计算,从而得到所需要的精确测量结果。
2) 方案二:如图8所示。
采用顶尖定位被测工件、步进电机驱动、齿轮变速、丝杠传动,从而带动CCD座移动,CCD镜头瞄准工件边界通过软件识别边界,用反射式光栅记录轴向距离、通过运算,得到所需要的精确测量结果。
图7 方案一原理示意图图8方案二原理示意图2. 比较方案的优劣:方案一采用的是接触式测量,用电感传感器采集数据进行测量,属于比较传统的测量方式。
这种方式由于采用的是电感传感器,这种传感器分辨率较高,抗干扰能力也较强,因此测量结果精确可靠,测量速度很快,技术也非常成熟。
但是由于这里要求测量的工件型号较多,尺寸也较多,将需要大量的电感传感器,以及数据转换通道,成本将非常高。
而且被测工件的两两参数之间的距离也比较小,会在结构布置上产生很多限制。
方案二采用的是利用CCD传感器识别边界,进行非接触式测量。
这在现阶段的测量技术领域还属于比较新颖的测量技术。
因为CCD传感器的视角范围很小,不能直接利用它来测量这样大尺寸的工件。
因此在本测量仪中,只利用它作为一个识别工件边界的工具,再利用光栅记录CCD传感器移动的距离,这样也可以得到精确的测量结果。
而且成本也比较低。
但是这种测量方法受环境光源的影响较大,因此对环境有一定的要求。
综合以上原因,我们选择了第二套方案。