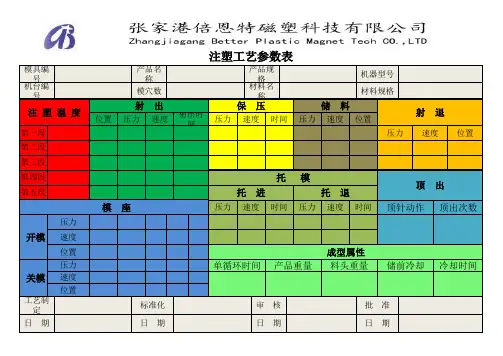
《注塑工艺卡》
- 格式:xls
- 大小:636.50 KB
- 文档页数:1
注塑机 (260T)
复查、重设
3 产品外观自检合格后,去毛刺及飞边
修边刀
4 按要求右图包装方式包装,按要求摆放
黑色周转箱
5 水口料添加比例:10%
电子秤
6 工艺员按规定对工艺参数进行监控并做记录 ※作业过程中若发现异常情况,必须及时报告Q.C或工艺人员!※
检查产品是否有飞边,缺料外 观等缺陷。
编制(日期) 黄友权/17-12-30
开模三
100
第四段 225 开模四 250
第五段
开模五 325
50%
50%
闭模
终止
350
注 熔胶
关模一 0
135%
22% 塑 注 射 5 ±1s 关模二 100
120%
65%
形 成
保压
关模三 50
80%
23% 时 冷却 20 ±1s 低 压 20
66%
15% 间 开 模
高 压 4.5
35%
25% 保压1
30%
25%
30%
25%
40%
45%
30%
35%
顶出次数 2
延时 (s)
抽芯
A组 速度(%) 压力(%) 时间(s) 模式 延时
B组 速度(%) 压力(%) 时间(s) 模式 延时
入芯 入芯
抽芯 抽芯
1 烘料温度— 120 ℃,烘料时间— 2 h
烘箱
再干燥
2 材料放入料斗,按注塑成型工艺参数进行注塑成型
40%
25% 保压2
40%
35% 保压3
40%
35% 保压4
50%
20% 保压5
顶一
60%
50%
顶二
50%
45%
顶止
50%
45%
退一
5%
35%
退二
145%
45%
退止
五段
总时间 40±3s 锁模力
160T
顶出类型
作业控制内容
序 号
作业内容
工艺装备 反应计划
位置 (mm)
0 25 60 0 20 多次
压力(%) 速度(%)
编号:HSJ/SOP-ZS-040010
注塑加工工艺卡
产品名称 材料名称
黑色环保阻燃PBT
产品编号 材料编号
104000040010 304010010004
设备型号
260T
编 号 MKWXSH20100376
一段
型腔数量
2
二段
总高
顶出高
前/后模温 模
前/后运水
具 热 流 道 温 度
熔 三段
注
Hale Waihona Puke 终止射 成审核(日期)
28个/箱,放入黑色周转箱 内,具体方式见上图.
批准(日期)
版本/版次 A/0
胶
前松退
型
后松退
工
背压
艺
一段
射 二段
三段 胶 四段
位置 (mm)
0 35 65 100
8
0 93 63 50
压力(%) 速度(%)
射 嘴 255
位置(mm) 压力(%) 速度(%)
130%
88% 料 第一段 245 开模一
0
135%
90% 筒 第二段 245 开模二 30
135%
90%
温 度
第三段
225