激光—MIG 复合焊接技术
- 格式:pptx
- 大小:687.04 KB
- 文档页数:13

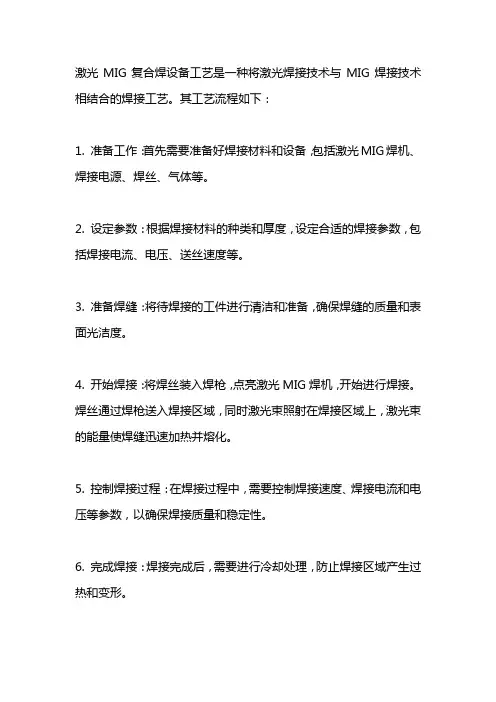
激光MIG复合焊设备工艺是一种将激光焊接技术与MIG焊接技术相结合的焊接工艺。
其工艺流程如下:
1. 准备工作:首先需要准备好焊接材料和设备,包括激光MIG焊机、焊接电源、焊丝、气体等。
2. 设定参数:根据焊接材料的种类和厚度,设定合适的焊接参数,包括焊接电流、电压、送丝速度等。
3. 准备焊缝:将待焊接的工件进行清洁和准备,确保焊缝的质量和表面光洁度。
4. 开始焊接:将焊丝装入焊枪,点亮激光MIG焊机,开始进行焊接。
焊丝通过焊枪送入焊接区域,同时激光束照射在焊接区域上,激光束的能量使焊缝迅速加热并熔化。
5. 控制焊接过程:在焊接过程中,需要控制焊接速度、焊接电流和电压等参数,以确保焊接质量和稳定性。
6. 完成焊接:焊接完成后,需要进行冷却处理,防止焊接区域产生过热和变形。
7. 检验和修整:对焊接区域进行检验和修整,确保焊缝的质量和外观。
激光MIG复合焊设备工艺的优点是焊接速度快、热输入小、焊缝质量高、变形小等,适用于焊接厚度较薄的材料和对焊缝质量要求较高的工件。


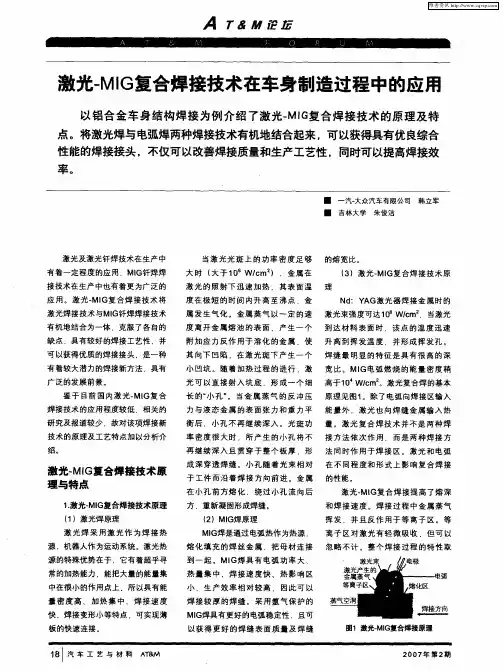
激光-双丝MIG复合焊原理及意义:激光-双丝MIG复合焊是将两个电弧同时作用于一个熔池的焊接方法,这种焊接方法优势在于可以大幅度提高焊接速度,减少单位时间内焊缝的热输入,可以用于薄板的高效焊接。
由于在一个熔池中有两个电弧,从而改变了电弧对熔池的热量分布、熔池形状和液态金属流动状态,提高了熔池边缘处的加热情况,改善了熔池的润湿能力,同时双丝也提供了充足的熔化金属,从而抑制了咬边的出现。
原理如图1所示:图1 激光双电弧复合焊接双丝脉冲MIG 焊中存在两个电弧等离子体,而在复合焊接中,激光的加入会产生光致等离子体.光致等离子体与两个电弧等离子体三者之间存在复杂的耦合机理和相互作用,光致等离子体的出现使工件表面的等离子体浓度增加,引弧电阻降低.同时由于激光作用产生的金属蒸气和小孔周围的高温等离子体为电弧提供了一个稳定的阴极斑点,能够引导电弧的弧柱,而导致电弧偏向激光作用区域的小孔处,使电弧能量更加集中,电弧的电流密度增加.由于激光+双MIG/MAG 电弧复合焊接过程中,双电弧的同时燃烧保证了焊接过程足够大的熔敷率和焊接效率,激光的加入又会对双电弧起到一个吸引的稳定作用,同时保证焊缝的形成具有足够的熔深。
这种焊接方法下,虽然同时有三种热源作用于工件上同一部位,但是由于焊接速度可以达到很大,所以整个焊接过程的线能量较小,保证了焊接过程节能高效的进行。
综合国内外已有的激光+电弧复合焊接方法的研究成果可知,近几年来国内外对激光+MIG复合焊接方法的关注度在不断增长,但是这些研究主要集中在激光与单电弧复合焊接方法的工艺研究与焊接过程模拟上,而对激光+双丝MIG复合焊接方法及技术的研究几乎没有。
激光-双丝MIG 复合焊接方法不是在激光-单丝MIG 复合焊的基础之上再简单地加入一个电弧,除了激光与电弧之间的耦合作用外,两个电弧之间也有复杂的交互作用,电弧之间的距离大小、焊枪夹角大小、电源供电模式的不同、激光作用点的改变等均会使整个焊接过程热场、力场、流场、电场、磁场以及三个热源之间的耦合机制发生变化,进而影响熔滴过渡、焊缝成形和微观组织。