训练1 配制常用淬火介质(初级工).
- 格式:ppt
- 大小:294.00 KB
- 文档页数:3
淬火介质水性淬火剂THIF-502水性淬火剂,即常说的PAG淬火液,是目前热处理常用的水性淬火介质,浅黄色透明液体,无毒,无油烟,不燃烧,无火灾危险,使用安全,改善劳动环境。
水性淬火剂广泛应用于锻钢、铸铁、铸钢及冲压件等的淬火,适用于35CrMo、42CrMo、42SiMn、40Mn、T8、65Mn等多种材质。
水溶性淬火剂THIF-501水溶性淬火剂,即聚乙烯醇淬火剂,无色至浅黄色半透明液体,使用安全。
水溶性淬火剂广泛应用于感应加热淬火冷却,多用于碳素钢、合金钢的高频、中频淬火冷却,或整体淬火,适用于Cr12、45Cr、40CrMnMo、40CrMo、45Mn2、35CrMo、42CrNi、45CMnB等材质。
无机淬火剂THIF-505无机淬火剂是高分子无机聚合物饱和溶液,可完全与水溶合,无味,不腐蚀,不易变黑变臭,不老化,抗污染性强,高温不分解。
广泛应用于各类炉型加热的各类钢件(高速钢类除外)的整体浸淬、感应加热工件的整体浸淬和喷液淬火,适用于35、20、T8、20Cr、5Cr、40、50、35CrMo等材质。
快速光亮淬火油THIF-511快速光亮淬火油是热处理常用的油性淬火介质,冷却速度快,性能保持连续稳定,工件淬火后表面光亮不黑,积碳小,淬硬层深,变形量小,工件带出消耗量小,较易清洗,金相组织、机械性能好。
快速光亮淬火油广泛应用于所有钢材尤其是厚、大型工件、淬透性差的零件淬火时发挥优良淬火性。
齿轮淬火油THIF-512齿轮淬火油具有光亮性好,异味、烟雾小,工件淬火后表面硬度高且均匀,光亮性好,使用寿命长,易清洗。
齿轮淬火油适用于中、高淬透性的小零件的光亮淬火或渗碳淬火。
广泛应用于渗碳螺丝、标准件、织针、齿轮、轴承钢丸、套圈等淬火。
注意不要混入水分。
超速淬火油THIF-516超速淬火油对几乎所有钢材尤其是淬透性差的零件淬火时发挥优良的淬火性。
当用空气间歇炉进行紧固件、螺丝、链条、工具等碳素钢或低合金钢小物件物品的团体淬火时。
常见淬火介质冷却速率一、引言淬火是金属热处理过程中至关重要的步骤,它涉及将金属加热至某一温度后迅速冷却,以获得所需的物理和机械性能。
在这一过程中,淬火介质的冷却速率对最终的金属性能具有决定性的影响。
本文将探讨常见淬火介质及其冷却速率,以及影响淬火介质冷却速率的因素。
二、常见淬火介质及其冷却速率淬火介质主要分为气体、液体和固体三类。
不同种类的淬火介质具有不同的冷却速率。
1.气体淬火介质:主要包括空气、惰性气体等。
它们的冷却速率相对较低,因为气体的热传导率较低。
2.液体淬火介质:包括水、油、熔盐等。
水具有高比热容和高汽化热,因此具有较高的冷却速率;油的冷却速率相对较慢;熔盐则具有较高的冷却速率,适用于需要快速冷却的金属。
3.固体淬火介质:主要包括金属板、砂子等。
金属板的冷却速率较高,但与金属的热导率有关;砂子的导热性能较差,因此冷却速率较低。
三、影响淬火介质冷却速率的因素影响淬火介质冷却速率的因素有很多,包括介质的物理属性、操作条件和环境因素等。
1.介质的物理属性:如介质的密度、比热容、热导率等都会影响其冷却速率。
一般来说,密度高、比热容大、热导率高的介质具有较高的冷却速率。
2.操作条件:如淬火温度、加热和冷却时间、淬火介质的温度等都会影响其冷却速率。
提高淬火温度或降低淬火介质的温度通常会增加冷却速率。
3.环境因素:如环境温度、空气流动等也会影响淬火介质的冷却速率。
低温环境和强风可以提高冷却速率。
四、淬火介质冷却速率的测试与评估淬火介质冷却速率的测试与评估对于理解和控制其性能至关重要。
常用的测试方法包括:1.热电偶法:通过在试样上放置热电偶来测量温度变化,从而计算出冷却速率。
这种方法可以直接获得试样的温度变化数据,但可能受到热电偶位置和测温精度的影响。
2.DSC(差示扫描量热法):通过测量试样在不同温度下的热量变化来计算出冷却速率。
这种方法可以在较宽的温度范围内进行测量,但对于低冷却速率的测量可能会受到热历史的影响。
淬火所用介质在金属热处理工艺中,淬火是一个重要的步骤,而淬火所用的介质则是这个过程的关键因素。
本文将介绍淬火介质的种类、作用及其选择方法。
一、淬火介质的种类淬火介质是指在淬火过程中使用的冷却剂。
常见的淬火介质包括水和油类(如矿物油和植物油),以及气体和水蒸气等其他物质。
此外,还有化学药剂调配而成的各种淬火液,如水溶性淬火液、碱性淬火液等。
二、淬火介质的作用1. 迅速降低温度:淬火介质能够有效地降低工件的温度,使其快速冷却并达到淬火的硬度和强度要求。
2. 防止变形开裂:适当的冷却速度可以减少工件的变形和开裂风险。
过快的冷却速度可能导致工件内部应力过大,进而导致变形或开裂。
3. 保护工件表面质量:通过控制冷却时间和冷却速度,淬火介质可以帮助保持工件表面的光洁度,避免过度氧化和腐蚀。
4. 提高生产效率:合理的淬火介质选择可以提高淬火热处理的效率,缩短生产周期,提高企业的经济效益。
三、如何选择合适的淬火介质1. 根据工件的材料特性进行选择:不同的材料需要不同类型的淬火介质来满足其性能要求。
例如,碳含量较高的钢通常适合使用盐水或其他具有较强冷却能力的介质。
2. 考虑工件的形状和尺寸:对于大型或特殊形状的工件,可能需要采用特殊的淬火方式或特定的淬火介质来实现均匀冷却。
3. 注意安全因素:某些淬火介质可能对人体有害或有异味,因此在选择时应考虑到工人健康和环境安全的因素。
4. 参考行业标准与经验:在实际操作中,应参考相关行业标准和专家建议,结合企业自身的实际情况来进行合理选择。
5. 进行试验验证:为了确保选择的淬火介质效果zui佳,可在小范围内对不同种类的介质进行试样试验,以确定最适合的介质类型和使用浓度。
6. 使用高质量的冷却设备:良好的冷却设备是保证淬火热处理质量的重要前提之一。
选用高品质的冷却设备和控制系统有助于实现精确的控制和管理。
7. 对环境和资源的可持续利用:在选择淬火介质时,还应考虑到环保和资源节约的因素。
淬火液是钢材淬火工艺中,进行冷却的时候使用的介质。
常见的介质除了淬火液之外,还有水、空气等,都能进行淬火冷却的作业,充当其冷却介质。
但是经过对其配方分析之后,除了专业淬火液之外,其他的介质例如水,进行冷却的时候,很容易由于钢材本身的内应力存在,产生断裂,从而影响产品品质。
淬火液的配方分析就是致力于解决淬火工艺中冷却介质不合适的问题。
相比较油来说,冷却液更快速的冷却金属,相比较水的快速冷却,又能够解决金属部件在冷却过程中发生断裂等意外。
提高产品效果并且提高生产效率是淬火液最大的功能。
淬火液还考虑到保护环境,降低能耗的因素,因此在国际油价大涨的情况下,使用矿物油冷却成本较高,淬火液相对价格较低,而且使用周期长,冷却速度较普通的矿物油更快,对淬火液的配方分析还能改良淬火液,给金属产品更大的提升空间。
淬火液的作用是为了保证奥氏体能以超过临界冷却速度的速度冷却,从而得到马氏体组织,得到淬火的目的。
当然淬火液的冷却能力要求对不同的钢种来说有很大差别。
奥氏体稳定性越高对淬火液的冷却能力要求越低,反之越高。
比如碳钢要用水(盐\碱水),合金钢一般用油(冷却能力较低)等来淬火。
扩展资料:维护保养:1、PAG淬火液的使用寿命很长,无需更换,但在使用过程中要注意适当搅拌或循环,通常采用泵或螺旋桨进行。
用泵时流速应低于每秒1米,螺旋桨搅拌转速以每分钟100~400转为宜。
2、长时间不使用PAG淬火液应经常搅拌一下以防止霉菌产生,并可使已生成的少量霉菌见光后死去。
在使用海益PAG淬火液的过程中,定期使用专门的淬火液防腐剂。
3、PAG淬火液在使用过程中会受到污染,主要是工件的氧化皮、灰尘、油类等。
氧化皮及其他不溶且比重大于水的污染物通常沉降淬火槽底部,一般不影响淬火液的浓度测量,也不影响其冷却特性,只要定期过滤即可。
油类污染浮在表面上不影响淬火液的冷却特性,但可能会妨碍操作和浓度的测量,只要把油污除掉便可。
油污会引起淬火液发黑或者发臭,但不会影响淬火液的使用效果。
水溶性淬火液的配方介绍751、水:;优点:汽化热高,传热系数较高,化学稳定性好,很便;缺点:冷却速度随水温的变化而发生明显变化;注意事项:使用时最好用搅拌或强制循环的方法,以提;1)氯化钠(食盐)水溶液:;介质组成:NaCl浓度可用5%或10%;优点:NaCl能附着于灼热的淬火件表面,剧烈爆炸;用途:用于淬透性低、不易开裂、对防止变形要求低的;优点:冷却曲线与氯化钠溶液基本相同,Na1、水:优点:汽化热高,传热系数较高,化学稳定性好,很便宜,使用方便。
缺点:冷却速度随水温的变化而发生明显变化。
650-550℃区间冷却速度小于300-200℃区间。
因在奥氏体不稳定区域冷却速度低,故会出现淬不硬现象。
淬火件在淬火时还会产生巨大的应力,造成开裂和变形。
蒸汽膜阶段长,易生气泡。
在淬火件的凹槽和孔内蒸汽不易逸出,造成冷却不均,因此易出现软点。
用途:只用于小截面、形状简单的碳素钢件错淬火,工作表面较光洁。
注意事项:使用时最好用搅拌或强制循环的方法,以提高冷却的均匀性,防止产生软点和变形。
水中不应混入灰尘、油类等杂质。
工作温度不应超过40℃。
2、无机水溶液:1)氯化钠(食盐)水溶液:介质组成:NaCl浓度可用5%或10%。
优点:NaCl能附着于灼热的淬火件表面,剧烈爆炸成雾状(崩膜),使蒸汽膜破坏,蒸汽膜阶段大为缩短,从而明显提高水的冷却速度,冷却也比较均匀。
价格便宜,淬火件可达到较高硬度,而且硬度均匀。
缺点:冷却速度随溶液温度而变化,淬火后淬火件易生锈。
用途:用于淬透性低、不易开裂、对防止变形要求低的淬火件,例如碳素钢件(有效厚度30-100mm,采用盐水,油淬火),合金结构钢(40Cr,40CrMoV,有效厚度30-150mm;38CrMoAl有效厚度>80mm。
)注意事项:使用时溶液温度应控制在60℃以下,淬火后要清洗,并要进行防锈处理。
2)氢氧化钠水溶液:优点:冷却曲线与氯化钠溶液基本相同,NaOH可与淬火件表面的氧化皮相互作用,产生氢气,使氧化皮迅速剥落,使淬火件表面呈现光亮的银白色。
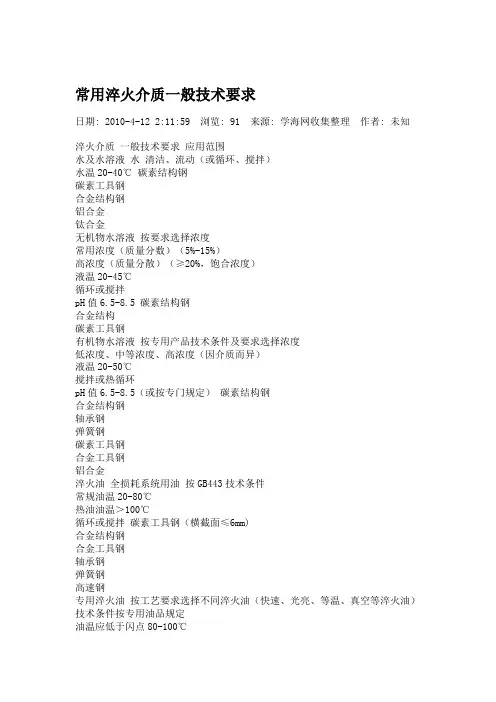
常用淬火介质一般技术要求
日期: 2010-4-12 2:11:59 浏览: 91 来源: 学海网收集整理作者: 未知
淬火介质一般技术要求应用范围
水及水溶液水清洁、流动(或循环、搅拌)
水温20-40℃ 碳素结构钢
碳素工具钢
合金结构钢
铝合金
钛合金
无机物水溶液按要求选择浓度
常用浓度(质量分数)(5%-15%)
高浓度(质量分散)(≥20%,饱合浓度)
液温20-45℃
循环或搅拌
pH值6.5-8.5 碳素结构钢
合金结构
碳素工具钢
有机物水溶液按专用产品技术条件及要求选择浓度
低浓度、中等浓度、高浓度(因介质而异)
液温20-50℃
搅拌或热循环
pH值6.5-8.5(或按专门规定)碳素结构钢
合金结构钢
轴承钢
弹簧钢
碳素工具钢
合金工具钢
铝合金
淬火油全损耗系统用油按GB443技术条件
常规油温20-80℃
热油油温>100℃
循环或搅拌碳素工具钢(横截面≤6mm)
合金结构钢
合金工具钢
轴承钢
弹簧钢
高速钢
专用淬火油按工艺要求选择不同淬火油(快速、光亮、等温、真空等淬火油)技术条件按专用油品规定
油温应低于闪点80-100℃
搅拌或热循环
热浴盐浴使用温度允许波动范围±20℃
按要求浴温选择配方
硝盐浴氯离子≤0.3%(质量分散)
硫酸根≤0.5%
pH值6.5-8.5(质量分散)ω(C)≥0.45%碳素结构钢碳素工具钢
合金结构钢
合金工具钢
高速钢
碱浴使用温度允许波动范围±10℃
按要求选择配方
碳酸根≤4%。
常用淬火介质1.水水是应用最早、最广泛、最经济的淬火介质,它价廉易得、无毒、不燃烧、物理化学性能稳定、冷却能力强。
通过控制水的温度、提高压力、增大流速、采用循环水、利用磁场作用等,均可以改善水的冷却特性,减少变形和开裂,获得比较理想的淬火效果。
但由于这些方法需增加专门设备,且工件淬火后性能不是很稳定,所以没有能得到广泛推广应用。
所以说。
纯水只适合于少数含碳量不高、淬透性低且形状简单的钢件淬火之用。
2.淬火油用于淬火的矿物油通常以精制程度较高的中性石蜡基油为基础油,它具有闪点高、粘度低、油烟少,抗氧化性与热稳定性较好,使用寿命长等优点,适合于作淬火油使用。
淬火油只使用于淬透性好、工件壁厚不大、形状复杂、要求淬火变形小的工件。
淬火油对周围环境的污染大,淬火时容易引起火灾。
影响淬火油冷却能力的主要因素是其粘度值,在常温下低粘度油比高粘度油冷却能力大,温度升高,油的流动性增加,冷却能力有所提高。
适当提高淬火油的使用温度,也能使油的冷却能力提高。
3.熔盐,熔碱这类淬火介质的特点是在冷却过程中不发生物态变化,工件淬火主要靠对流冷却,通常在高温区域冷却速度快,在低温区域冷却速度慢,淬火性能优良,淬透力强,淬火边形小,基本无裂纹产生,但是对环境污染大,劳动条件差,耗能多,成本高,常用于形状复杂,截面尺寸变化悬殊的工件和工模具的淬火。
熔盐有氯化钠,硝酸盐,亚硝酸盐等,工件在盐浴中淬火可以获得较高的硬度,而变形极小,不易开裂,通常用作等温淬火或分级淬火。
其缺点是熔盐易老化,对工件有氧化及腐蚀的作用。
熔碱有氢氧化钠,氢氧化钾等,它具有较大的冷却能力,工件加热时若未氧化,淬火后可获得银灰色的洁净表面,也有一定的应用。
但熔碱蒸气具有腐蚀性,对皮肤有刺激作用,使用时要注意通风和采取防护措施。
4.新型淬火介质及其应用有机聚合物淬火剂近年来,新型淬火介质最引人注目的进展是有机聚合物淬火剂的研究和应用。
这类淬火介质是将有机聚合物溶解于水中,并根据需要调整溶液的浓度和温度,配制成冷却性能能满足要求的水溶液,它在高温阶段冷却速度接近于水,在低温阶段冷却速度接近于油。
淬火液的配比淬火油是一种工艺用油,用做淬火介质。
淬火油必须具备以下特性:特性介绍良好的冷却性能冷却性能是淬火介质重要的性能,它的好坏直接影响到淬火零件的质量,良好的冷却性能可保证淬火后的零件具有一定的硬度和合格的金相组织,可以防止零件变形和开裂。
高闪点和燃点淬火时,油的温度会瞬时升高,如果油的闪点和燃点较低,可能发生着火现象。
因此淬火油应具有较高的闪点和燃点。
通常闪点应比使用油温要高出60-80℃。
良好的热氧化安定性淬火油长期在高温和连续作业的苛刻条件下使用,要求油品具有良好的抗氧化、抗热分解和抗老化等性能,以保证油品的冷却性能和使用寿命。
低粘度油品的粘度与它的附着量、携带损失和冷却性能有一定的关系。
在保证油品冷却性能和闪点的前提下,油品的粘度应尽可能小,这样既可以减少携带损失,又便于工件清洗。
水份含量低油品中的过量水份会影响零件的热处理质量,造成零件软点、淬裂或变形,也可能造成油品飞溅,发生事故。
因此一般规定淬火油中的含水量不超过0.05%。
其他特性除了上述特性外,淬火油还应无毒、无味、易处理、对环境无污染,并使淬火后的工件表面光亮。
其他淬火介质连介绍你见过不会变质变臭的淬火介质吗,你见过月用越好用的淬火介质吗你见过集水与油优点于一身的淬火介质吗如果你现在还在使用落伍的油,pag的传统淬火介质,保守油烟和气味的困扰,如果你想用最小的成本做最好的产品,这是您的一个选择淬火液的成分以及其性能指标热处理常用盐浴(碱浴)成分盐(碱)的配比(按重量%) 熔化温度(℃) 使用温度(℃) 备注 100%BaCl2 960 1100-1350常用于高温盐浴 100%NaCl 808 850-1100高合金淬火加热 80%BaCl2+20%NaCl 635 750-1000 50%BaCl2+50%NaCl 640 750-900常用于中温盐浴 45%NaCl +55%KCl 660 720-1000 30%KCl+20%NaCl+50% BaCl2 560 580-880 常用于高速钢分记级冷却 21%NaCl+31%BaCl2+48%CaCl2 435 480-750用于低温盐浴回火、等温(冷却)用盐 100%NaNO3(另加2-4%NaOH) 317 325-600用于高速钢回火 100%KNO3 337 350-600钢的分级淬火 100%NaOH 322 350-500等温淬火 100%KOH 360 400-550 50%KNO3+50%NaNO2 140 150-550用于合金钢冷却 50%KNO3+50%NaNO3 218 260-550 80%KOH+20%NaOH(另加10-15%水) 130 150-300用于碳钢或合金钢淬火 80%KOH+14%NaNO2+6%H2O 140 150-250对于碳钢来说,盐水的硬度均匀,而且变形小一些。
常用的淬火介质常用的淬火介质有水、水溶液、矿物油、熔盐、熔碱等。
● 水水是冷却能力较强的淬火介质。
来源广、价格低、成分稳定不易变质。
缺点是在C曲线的“鼻子”区(500~600℃左右),水处于蒸汽膜阶段,冷却不够快,会形成“软点”;而在马氏体转变温度区(300~100℃),水处于沸腾阶段,冷却太快,易使马氏体转变速度过快而产生很大的内应力,致使工件变形甚至开裂。
当水温升高,水中含有较多气体或水中混入不溶杂质(如油、肥皂、泥浆等),均会显著降低其冷却能力。
因此水适用于截面尺寸不大、形状简单的碳素钢工件的淬火冷却。
● 盐水和碱水在水中加入适量的食盐和碱,使高温工件浸入该冷却介质后,在蒸汽膜阶段析出盐和碱的晶体并立即爆裂,将蒸汽膜破坏,工件表面的氧化皮也被炸碎,这样可以提高介质在高温区的冷却能力。
其缺点是介质的腐蚀性大。
一般情况下,盐水的浓度为10%,苛性钠水溶液的浓度为10%~15%。
可用作碳钢及低合金结构钢工件的淬火介质,使用温度不应超过60℃,淬火后应及时清洗并进行防锈处理。
● 油冷却介质一般采用矿物质油(矿物油)。
如机油、变压器油和柴油等。
机油一般采用10号、20号、30号机油,油的号越大,黏度越大,闪点越高,冷却能力越低,使用温度相应提高。
目前使用的新型淬火油主要有高速淬火油、光亮淬火油和真空淬火油三种。
高速淬火油是在高温区冷却速度得到提高的淬火油。
获得高速淬火油的基本途径有两种,一种是选取不同类型和不同黏度的矿物油,以适当的配比相互混合,通过提高特性温度来提高高温区冷却能力;另一种是在普通淬火油中加入添加剂,在油中形成粉灰状浮游物。
添加剂游磺酸的钡盐、钠盐、钙盐以及磷酸盐、硬脂酸盐等。
生产实践表明,高速淬火油在过冷奥氏体不稳定区冷却速度明显高于普通淬火油,而在低温马氏体转变区冷速与普通淬火油相接近。
这样既可得到较高的淬透性和淬硬性,又大大减少了变形,适用于形状复杂的合金钢工件的淬火。
光亮淬火油能使工件在淬火后保持光亮表面。
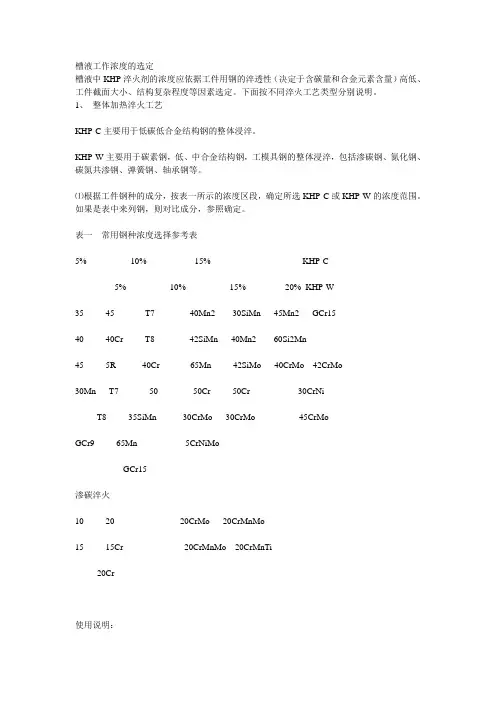
槽液工作浓度的选定槽液中KHP淬火剂的浓度应依据工件用钢的淬透性(决定于含碳量和合金元素含量)高低、工件截面大小、结构复杂程度等因素选定。
下面按不同淬火工艺类型分别说明。
1、整体加热淬火工艺KHP-C主要用于低碳低合金结构钢的整体浸淬。
KHP-W主要用于碳素钢,低、中合金结构钢,工模具钢的整体浸淬,包括渗碳钢、氮化钢、碳氮共渗钢、弹簧钢、轴承钢等。
⑴根据工件钢种的成分,按表一所示的浓度区段,确定所选KHP-C或KHP-W的浓度范围。
如果是表中来列钢,则对比成分,参照确定。
表一常用钢种浓度选择参考表5% 10% 15% KHP-C5% 10% 15% 20% KHP-W35 45 T7 40Mn2 30SiMn 45Mn2 GCr1540 40Cr T8 42SiMn 40Mn2 60Si2Mn45 5R 40Cr 65Mn 42SiMo 40CrMo 42CrMo30Mn T7 50 50Cr 50Cr 30CrNiT8 35SiMn 30CrMo 30CrMo 45CrMoGCr9 65Mn 5CrNiMoGCr15渗碳淬火10 20 20CrMo 20CrMnMo15 15Cr 20CrMnMo 20CrMnTi20Cr使用说明:1、含碳量低、淬透性又不高的钢件,宜选用较低的浓度;反之,选用较高浓度。
2、未列入表内但含碳量与淬透性与某组相对应,可参考该组的浓度范围。
3、同一材料位于两个组劣种,则要根据工件的实际情况选择,要综合考虑工件尺寸、形状结构、技术要求等,从高一档的浓度中先试验。
⑵根据工件的截面大小,结构复杂程度以及包括槽液搅拌强度等冷却系统情况,并参照已有经验,确定一个初选浓度。
一般来说,如果工件截面较后,结构简单,搅拌强度较大,则初选浓度应该处于该浓度区段的低端;如果工件是调质淬火,初选浓度更应低些;如果工件截面较薄,结构复杂,搅拌强度偏小,则应该选定较高的初选浓度。
⑶按初选浓度配制淬火液进行生产试验,以最后确定槽液的工件浓度。
淬火常用的冷却介质淬火是金属加工中一种重要的热处理方法,通过迅速冷却金属材料,使其结构发生变化,从而获得理想的硬度和组织结构。
在淬火过程中,冷却介质的选择对最终产品的性能起着关键作用。
不同的冷却介质具有不同的冷却速率和效果,下面介绍一些常用的淬火冷却介质。
1. 水水是最常用的淬火冷却介质之一,它具有良好的冷却效果和快速的冷却速度。
水的高热容量和导热性使其能够迅速从金属中吸收热量,并通过自然对流的方式将热量带走。
因此,水可以在短时间内使金属迅速冷却,达到良好的淬火效果。
然而,由于水的冷却速度非常快,容易导致金属产生应力和变形,因此需要注意控制淬火速度和避免过度冷却。
2. 油油是另一种常用的淬火冷却介质,它相比水具有较慢的冷却速度和较低的冷却效果。
油的导热性相对较差,因此在油中淬火时,金属的冷却速度比水慢一些,可以减缓金属的应力和变形。
同时,油对金属表面的冷却效果较好,能够产生较硬的表层和耐磨的特性。
然而,油的一些缺点是易燃和易产生烟雾,需要在使用时注意安全。
3. 盐水盐水是一种常用的淬火介质,它是将普通水中加入适量的盐来制备的。
盐水的冷却速度介于水和油之间,具有中等的淬火效果。
盐水的冷却速度相较于水较慢,可以减少金属的变形和应力,同时也比油具有较好的冷却效果。
然而,由于盐的腐蚀性,盐水在使用后需要及时清洗金属表面,以避免腐蚀的问题。
4. 空气空气是一种较为温和的淬火冷却介质,通常用于淬火较小尺寸、已处于高温状态的金属材料。
它的冷却速度相对较慢,可以有效减少金属的应力和变形。
但是,由于空气的导热性较差,淬火效果较弱,无法获得与水或油相比的高硬度。
总结:在金属淬火过程中,选择合适的冷却介质非常重要。
不同的冷却介质具有不同的冷却速度和效果。
水具有快速的冷却速度,但容易导致金属变形;油的冷却速度较慢,适用于减少金属应力和变形;盐水相对中等冷却速度,兼具较好的冷却效果;空气的冷却速度较慢,适用于较小尺寸、高温状态的金属材料。
填空题 (A)1. {KHD:工艺基本知识,th=1}1磅=()公斤答文:0.4542. {KHD:工艺基本知识,th=2}1英寸=( )mm答文:25.43. {KHD:工艺基本知识,th=21}90°角尺用于测量构件两面是否( )。
答文:垂直4. {KHD:工艺基本知识,th=27}20号钢表示钢中平均含碳量为( )钢。
答文:0.2%5. {KHD:工艺基本知识,th=33}焊接和折除安装所需用的临时构件时不应损坏母材, 母材表面伤痕深度大于( )mm时应予补焊。
答文:0.56. {KHD:工艺基本知识,th=39}铆工作业前,应对所使用的( )进行全面检查。
答文:机具7. {KHD:工艺基本知识,th=43}班组是施工企业的( )。
答文:基本生产组织8. {KHD:工艺基本知识,th=297}矩形图样由()线进行验证6。
答文:对角。
9. {KHD:工艺基本知识,th=298}凡是外曲的型钢尺寸应标注()。
答文:内径。
10. {KHD:工艺基本知识,th=299}板材弯曲时,其中有一层即不伸长也不缩短,这一层叫()层。
答文:中性层。
11. {KHD:工艺基本知识,th=301}等径三通管展开应采用()。
答文:平行线法12. {KHD:工艺基本知识,th=347}机械剪切的零件,剪切线于下料线的允许误差不得大于()。
答文:2MM13. {KHD:工艺基本知识,th=350}使用风铲时,压缩空气的压力应保持在()范围内。
答文:0.45----0.55Mpa14. {KHD:工艺基本知识,th=363}矫形主要是利用金属的(),可分为()和()。
答文:塑形变形,冷矫形,热矫形。
15. {KHD:工艺基本知识,th=364}矫正钢板的方法大致有三种,即()()()。
答文:手工,机械,火焰加热。
16. {KHD:工艺基本知识,th=382}利用投影原理将空间物体反映到()的方法叫答文:平面上。