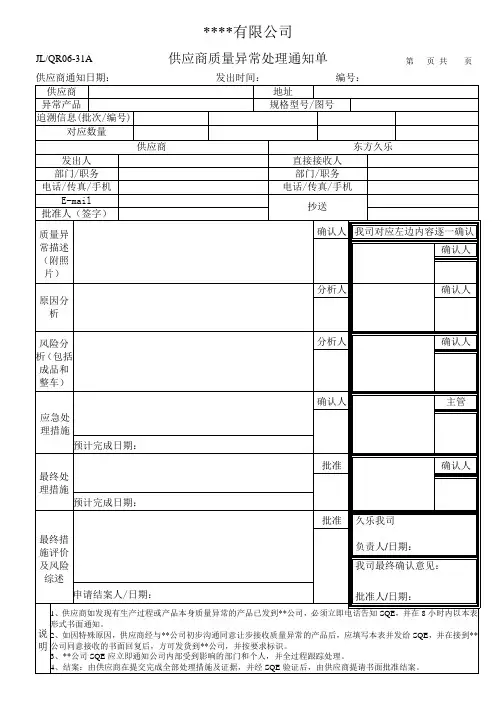
供应商质量异常处理单
- 格式:doc
- 大小:61.00 KB
- 文档页数:2
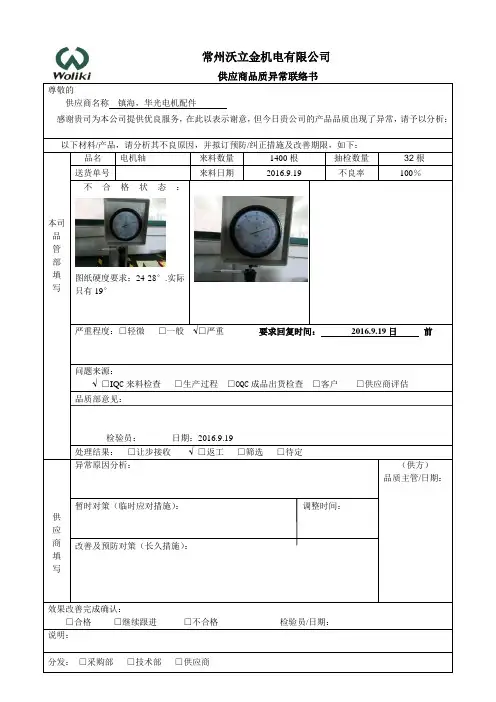
常州沃立金机电有限公司
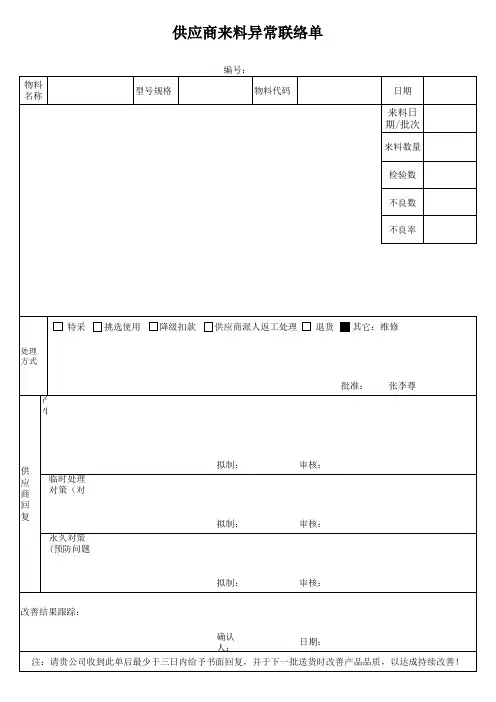
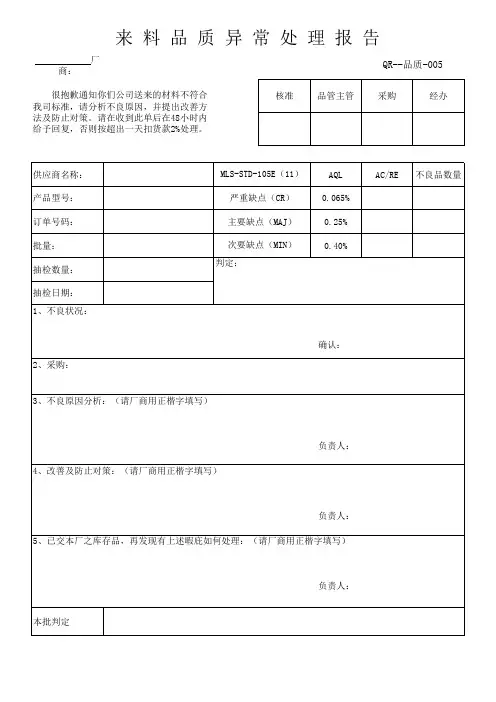
供应商品质异常联络书
尊敬的
供应商名称镇海,华光电机配件
感谢贵司为本公司提供优良服务,在此以表示谢意,但今日贵公司的产品品质出现了异常,请予以分析:以下材料/产品,请分析其不良原因,并拟订预防/纠正措施及改善期限,如下:
本司品管部填写
品名电机轴来料数量1400根抽检数量32根送货单号来料日期2016.9.19 不良率100%不合格状态:
图纸硬度要求:24-28°.实际
只有19°
严重程度:□轻微□一般√□严重要求回复时间:2016.9.19日前
问题来源:
√□IQ C来料检查□生产过程□OQC成品出货检查□客户□供应商评估
品质部意见:
检验员:日期:2016.9.19
处理结果:□让步接收√□返工□筛选□待定
供应商填写异常原因分析:(供方)
品质主管/日期:暂时对策(临时应对措施):调整时间:
改善及预防对策(长久措施):
效果改善完成确认:
□合格□继续跟进□不合格检验员/日期:说明:
分发:□采购部□技术部□供应商。
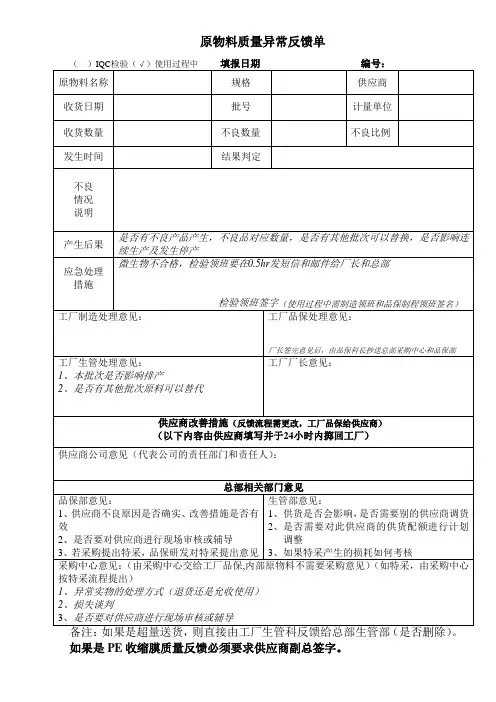
、面辅料开发部物控组物控员、质量管理检验验报告(面料商&成衣商)、面料内在质量检测样品面料样板、聊天
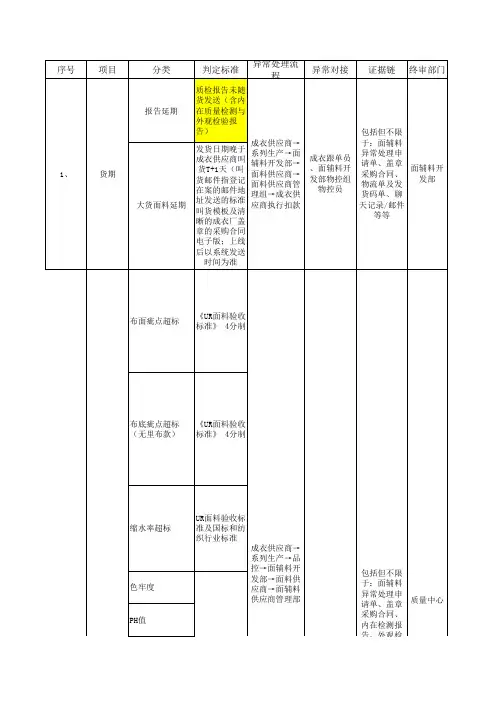
准及国标和纺织行业标准,大货理化指标不合格面料
于:面辅料异常处理申请单、盖章采购合同、内在检测报发部→面料供应商→面辅料供应商管理部
须工艺后再送检。
需要提供面料
50cm全幅
2、《质量拒收通知单》
3、《扣款回执单》(另外面料商申诉3天)
收
料;面料如有图案的布种,需要有完整的图案的布样;色织面料也需提供全色;若是复合的有一面是深色,一面浅色必须测(白色除。
对贵司《供方异常问题处理通知单》的回复
首先,对因我司产品质量问题给贵司带来的不便,我司深表歉意。
因我司冲压车间、喷粉车间都是近期从旧厂搬迁过来,许多设备均属新增设备,状态尚不十分稳定。
对于贵司反馈的我司产品出现尺寸不良、粉层附着力不良质量问题,我司现已采取了有效改善措施对产品质量进行控制。
一、对YJ40ED、YJ50ED产品尺寸问题采取的控制措施请详见我司对GQ-0703-079、GQ-0703-080《供方异常问题处理通知单》的回复。
二、对产品喷粉附着力不良采取以下措施进行控制:
1、重新调试粉末,增加粉末强度(不是更改粉末材料,只是要求供应商重新调试做粉);
2、对喷粉前(经过前处理烘干后进入喷粉状态前)产品进行全检上线;
3、每小时进行一次喷涂层附着力的检测,采用划格、冲击试验方法进行试验,并对检测结果形成记录。
检验标准:1级(1㎜、6×6)、50㎏.㎜;
4、生产前调试好喷枪气压调整粉末的大小量,控制喷粉厚度,并对喷粉后产品进行全检;
5、定期检测前处理工序各槽液浓度并形成记录,确保各槽液浓度在标准范围内;
6、从3月下旬起,已在喷粉车间增设巡检员对生产过程进行巡检,并对检验结果形成记录,以加强产品质量控制。
恳请贵司酌情减免对我司的罚款(GQ-0703-078、GQ-0703-081、GQ-0703-082)。
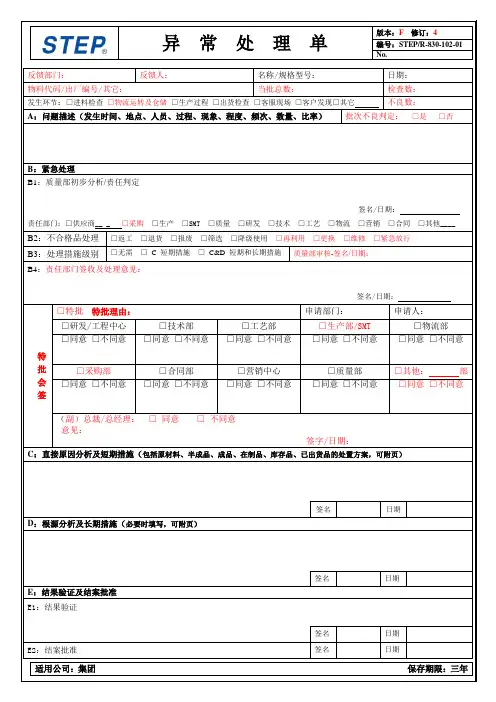
反馈部门:反馈人:名称/规格型号:日期:物料代码/出厂编号/其它:当批总数:检查数:发生环节:□进料检查□物流运转及仓储□生产过程□出货检查□客服现场□客户发现□其它不良数:A:问题描述(发生时间、地点、人员、过程、现象、程度、频次、数量、比率)批次不良判定:□是□否B:紧急处理B1:质量部初步分析/责任判定签名/日期:责任部门:□供应商__ _ □采购□生产□SMT □质量□研发□技术□工艺□物流□营销□合同□其他____ B2:不合格品处理□返工□退货□报废□筛选□降级使用□再利用□更换□维修□紧急放行B3:处理措施级别□无需□ C 短期措施□C&D短期和长期措施质量部审核-签名/日期:B4:责任部门签收及处理意见:签名/日期:特批会签□特批特批理由:申请部门:申请人:□研发/工程中心□技术部□工艺部□生产部/SMT □物流部□同意□不同意□同意□不同意□同意□不同意□同意□不同意□同意□不同意□采购部□合同部□营销中心□质量部□其他:部□同意□不同意□同意□不同意□同意□不同意□同意□不同意□同意□不同意(副)总裁/总经理:□同意□不同意意见:签字/日期:C:直接原因分析及短期措施(包括原材料、半成品、成品、在制品、库存品、已出货品的处置方案,可附页)签名日期D:根源分析及长期措施(必要时填写,可附页)签名日期E:结果验证及结案批准E1:结果验证签名日期E2:结案批准签名日期异常处理单填写说明:1.表头及表单中“A”部分由发现部门填写,之后将异常处理单交质量部。
2.B1、B2、B3栏由质量部人员组织相关部门进行初步调查、分析原因、确定责任部门,并与责任部门沟通确定紧急处理方案,质量部工程师或上级领导审核确认紧急处理方案及改进措施级别。
3.责任部门在B4栏回复异常处理意见,如责任部门为供应商,则由采购部代为填写。
4.质量部将信息反馈给:a)进料检查问题反馈采购部或相关部门。
b)过程问题反馈生产部或相关部门。
广西鼎桂铝业有限公司
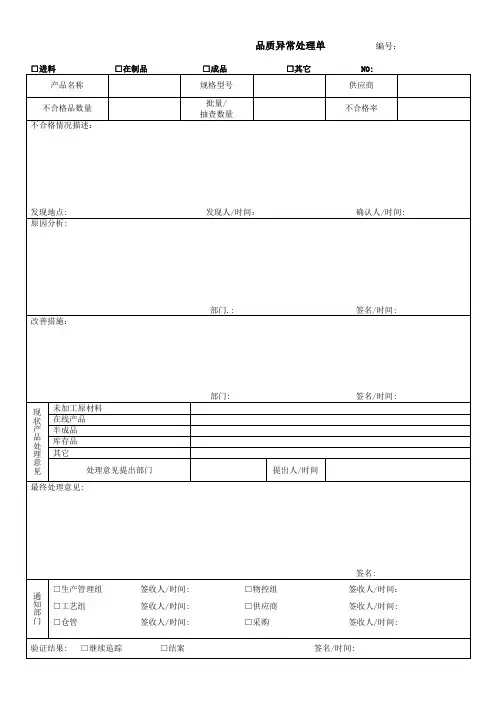
品质异常处理单
表号:DG-PZ7.6-001 种类:■进料检查□制程检查□出货检查
供应商/客户冠豪批号2015.10.15 检验日期2015.10.27 名称模具批量7套工序试模规格/型号抽样数量/ 生产单位鼎桂铝业有限公司
进料/试模日
期2015.10.15 不良数量7
班次/操作
者
挤压班长、模具维修
异常状况说明:
按我司质量要求,每套模具试模的次数一般不得超过三次,经三次试模均不能达到质量要求判作为试模不合格。
不合格模具如下:DG-PC76A05、DG-PC8008、DG-PC9008、DG-PC9021、DG-PC76A03、DG-PM8801、DG-PM8802。
品检员:挤压班长主管确认:谭周
品管主管意见:□特采□重检□返工□退货▉其它
签名﹕日期﹕
总经理或代理人意见﹕
签名﹕日期﹕
责任单位原因分析﹕
签名﹕日期﹕
责任单位纠正及预防措施:
签名﹕日期﹕
效果追踪及验证:
确认者: 确认日期:
备注:1)此表单厂内处理时效为48小时,外部处理时效为一周;2)此表单由品管部开出并存档。