雷尼绍测头TP200系统组件
- 格式:pdf
- 大小:204.79 KB
- 文档页数:3
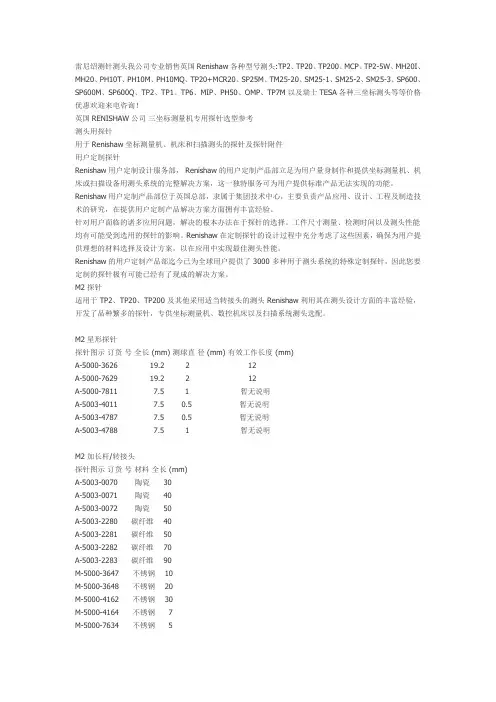
雷尼绍测针测头我公司专业销售英国Renishaw各种型号测头:TP2、TP20、TP200、MCP、TP2-5W、MH20I、MH20、PH10T、PH10M、PH10MQ、TP20+MCR20、SP25M、TM25-20、SM25-1、SM25-2、SM25-3、SP600、SP600M、SP600Q、TP2、TP1、TP6、MIP、PH50、OMP、TP7M以及瑞士TESA各种三坐标测头等等价格优惠欢迎来电咨询!英国RENISHAW公司三坐标测量机专用探针选型参考测头用探针用于Renishaw坐标测量机、机床和扫描测头的探针及探针附件用户定制探针Renishaw用户定制设计服务部, Renishaw的用户定制产品部立足为用户量身制作和提供坐标测量机、机床或扫描设备用测头系统的完整解决方案,这一独特服务可为用户提供标准产品无法实现的功能。
Renishaw用户定制产品部位于英国总部,隶属于集团技术中心,主要负责产品应用、设计、工程及制造技术的研究,在提供用户定制产品解决方案方面拥有丰富经验。
针对用户面临的诸多应用问题,解决的根本办法在于探针的选择。
工件尺寸测量、检测时间以及测头性能均有可能受到选用的探针的影响。
Renishaw在定制探针的设计过程中充分考虑了这些因素,确保为用户提供理想的材料选择及设计方案,以在应用中实现最佳测头性能。
Renishaw的用户定制产品部迄今已为全球用户提供了 3000 多种用于测头系统的特殊定制探针,因此您要定制的探针极有可能已经有了现成的解决方案。
M2 探针适用于 TP2、TP20、TP200 及其他采用适当转接头的测头 Renishaw利用其在测头设计方面的丰富经验,开发了品种繁多的探针,专供坐标测量机、数控机床以及扫描系统测头选配。
M2 星形探针探针图示订货号全长 (mm) 测球直径 (mm) 有效工作长度 (mm)A-5000-3626 19.2 2 12A-5000-7629 19.2 2 12A-5000-7811 7.5 1 暂无说明A-5003-4011 7.5 0.5 暂无说明A-5003-4787 7.5 0.5 暂无说明A-5003-4788 7.5 1 暂无说明M2 加长杆/转接头探针图示订货号材料全长 (mm)A-5003-0070 陶瓷30A-5003-0071 陶瓷40A-5003-0072 陶瓷 50A-5003-2280 碳纤维 40A-5003-2281 碳纤维 50A-5003-2282 碳纤维70A-5003-2283 碳纤维90M-5000-3647 不锈钢10M-5000-3648 不锈钢 20M-5000-4162 不锈钢30M-5000-4164 不锈钢7M-5000-7634 不锈钢 5M-5000-7779 不锈钢 40M2 直探针探针图示订货号全长 (mm) 测球直径 (mm) 有效工作长度 (mm) 测球材料探针杆材料A-5000-3603 20 2 14 红宝石不锈钢A-5000-3604 10 3 7.5 红宝石不锈钢A-5000-4154 10 4 10 红宝石不锈钢A-5000-4155 10 5 10 红宝石不锈钢A-5000-4156 10 6 10 红宝石不锈钢A-5000-4158 11 8 11 红宝石不锈钢A-5000-4160 20 3 17.5 红宝石不锈钢A-5000-4161 20 4 20 红宝石不锈钢A-5000-7800 10 0.3 2 红宝石碳化钨A-5000-7801 10 0.7 4 红宝石碳化钨A-5000-7802 10 1.5 4.5 红宝石不锈钢A-5000-7803 10 2.5 6 红宝石不锈钢A-5000-7804 20 2.5 14 红宝石不锈钢A-5000-7805 10 0.5 3 红宝石碳化钨A-5000-7806 10 1 4.5 红宝石不锈钢A-5000-7807 10 2 6 红宝石不锈钢A-5000-7808 20 1 7 红宝石碳化钨A-5000-8663 27 1 20.5 红宝石碳化钨A-5003-0033 20 1 12.5 红宝石碳化钨A-5003-0034 20 1.5 12.5 红宝石碳化钨A-5003-0035 30 1.5 25 红宝石碳化钨A-5003-0036 30 2 25 红宝石碳化钨A-5003-0037 40 2 35 红宝石碳化钨A-5003-0038 30 2.5 25 红宝石碳化钨A-5003-0039 40 2.5 35 红宝石碳化钨A-5003-0040 30 3 25 红宝石碳化钨A-5003-0041 40 3 35 红宝石碳化钨A-5003-0042 50 3 42.5 红宝石碳化钨A-5003-0043 30 4 30 红宝石碳化钨A-5003-0044 40 4 40 红宝石碳化钨A-5003-0045 50 4 50 红宝石碳化钨A-5003-0046 20 5 20 红宝石碳化钨A-5003-0047 30 5 30 红宝石碳化钨A-5003-0048 40 5 40 红宝石碳化钨A-5003-0049 50 5 50 红宝石碳化钨A-5003-0064 50 3 42.5 红宝石陶瓷A-5003-0065 50 4 50 红宝石陶瓷A-5003-0066 50 5 50 红宝石陶瓷A-5003-0470 50 6 50 红宝石陶瓷A-5003-0577 20 0.7 12 红宝石碳化钨A-5003-0938 20 3 20 红宝石碳化钨A-5003-1029 22 4 22 红宝石碳化钨A-5003-1325 10 1 4 红宝石碳化钨A-5003-1345 20 0.5 7 红宝石碳化钨A-5003-1370 30 4 30 红宝石陶瓷A-5003-3822 20 2 12 红宝石碳化钨A-5003-4177 30 3 27.5 红宝石陶瓷A-5003-4241 30 4 30 红宝石碳纤维A-5003-4779 30 5 30 红宝石陶瓷A-5003-4780 30 6 30 红宝石陶瓷A-5003-4781 30 5 30 红宝石碳纤维A-5003-4782 30 6 30 红宝石碳纤维A-5003-4784 75 4 75 红宝石碳纤维A-5003-4785 75 5 75 红宝石碳纤维A-5003-4786 75 6 75 红宝石碳纤维M2 盘形探针探针图示订货号材料全长 (mm) 盘形探针直径 (mm) 探针杆材料A-5000-3611 红宝石 10 6 不锈钢A-5000-3613 银器钢 2.7 18 不锈钢A-5000-4187 银器钢 2.5 25 不锈钢A-5000-7809 银器钢 8.6 18 不锈钢A-5000-7810 银器钢 8.6 25 不锈钢M3 探针适用于 TP1、MIP、TP6 及其他采用适当转接头的测头 Renishaw利用其在测头设计方面的丰富经验,开发了品种繁多的探针,专供坐标测量机、数控机床以及扫描系统测头选配。
英国雷尼绍TP20三坐标测头英国雷尼绍TP20三坐标测头英国Renishaw测头系统Probe SystemMH20I具有良好的分度定位重复性,从而有效地提高了多方向测量的效率。
是在使用多个测头/测杆配置和测座位置情况下的理想选择,使得复杂的测量任务在一次就能完成。
MH20i特点:可重复分度定位,减少持续重新校正的需要,(水平±180°,垂直0-90°)168个可重复定位,以15度进位,在进行重复测头定位的情况下提供了最大的灵活性锁定/解开特性,便于读取的刻度显示,可快速重定位到校正过的位置。
TP20标准测力吸盘,采用的是黑色圈,是目前应用最多的一种TP20探针吸盘。
可分离TP20探针吸盘,与TP20测头构成两件组合,允许手动和自动更换探针,而不需要对探针进行重新校正,从而大大缩短了检测周期。
TP20根据不同的应用,提供了有各种测力和加长的吸盘,根据所环绕的颜色圈来定义。
系统组件包括:TP20测头体TP20测头模块—七种不同选择,以适应各种应用MCR20模块交换架—自动操作MSR1模块存放架—手动操作适合与雷尼绍的PI4-2、PI7-2或PI200连接TP20规格除6W以外的所有模块±X、±Y、+Z传感器方向6W±X、±Y、±Z适合的接口PI4-2、PI7-2、PI200、UCC预行程变化LFSF / EM1 / EM2MFEF6W±0.60 μm±0.80 μm±1.00 μm±2.00 μm±1.50 μm单向重复性LF / SF / EM1 / EM2MFEF6W±0.35 μm±0.50 μm±0.65 μm±0.80 μm测针交换的重复性MCR20手动±0.50 μm±1.00μm测针系列M2安装方式M8螺纹测头模块目前可提供7种适合各种应用的测头模块系列,以端部的颜色区分。
基于西门子系统语言平台的雷尼绍软件二次开发李学义【摘要】通过利用西门子840D系统提供的高级语言编程功能,实现雷尼绍软件的二次开发.%The article accomplishes the secondnary development for the software of Renishaw test head, using the advanced program function provided by Siemens 840D CNC system.【期刊名称】《制造技术与机床》【年(卷),期】2011(000)006【总页数】4页(P63-66)【关键词】雷尼绍测头;全局数据定义;程序设计【作者】李学义【作者单位】青海一机数控机床有限责任公司,青海西宁,810018【正文语种】中文【中图分类】TP319随着国内机床制造业和机械加工行业的不断发展,工件测头的使用也变得较为普遍了,它的优势也越来越被广大用户所接受。
我厂为某用户制造的配置西门子840D 系统的卧式四轴联动加工中心上配备了雷尼绍测头,由于用户加工的工件较大且重,产品大部分由长方体形状的毛坯直接一次装夹加工而成。
产品以单件为主,又大又重的工件装夹时手工找正非常困难,也非常危险。
为降低制造成本,减轻工人的劳动强度,使用测头来解决这个问题。
使用时只需大体上装夹工件到一定的位置,且不改变原加工程序,以工件上的两个工艺孔为基准找出工件的原点及摆放位置,然后进行工件的加工。
为此,我们基于西门子系统语言平台为用户研发了雷尼绍软件二次开发专用软件,解决了用户在加工工件时的实际困难,实现了工件加工自动找出工件原点以及工件的具体放置位置,得到了用户的认可。
1 工艺分析加工工件用的毛坯如图1所示。
用户使用的机床为四轴四联动卧式加工中心,有X、Y、Z、B四个轴,B轴是数控转台,最小分度可达0.001°,工件装夹使用卧式加工中心上常用的弯板,弯板放置在工作台上时,不用手工找正,只需夹紧弯板。

安装指南OMP40-2光学机床测头© 2009-2015 Renishaw plc 版权所有本文档未经Renishaw plc事先书面许可,不得以任何形式,进行部分或全部复制或转换为任何其他媒体形式或语言。
出版本文档所含材料并不意味着Renishaw plc 放弃对其所拥有的专利权。
雷尼绍文档编号: H-4071-8518-04-A首次发布: 2009.02修订: 2015.05前言..........................................................................1.1前言 ......................................................................1.1免责声明 ................................................................1.1商标...................................................................1.1保修...................................................................1.1设备更改 ................................................................1.1数控机床 ................................................................1.1测头的保养 ..............................................................1.1专利...................................................................1.2 EC标准符合声明............................................................1.3废弃电子电气设备 (WEEE) 指令 ................................................1.3安全须知..................................................................1.4 OMP40-2基本介绍 .............................................................2.1简介 ......................................................................2.1入门...................................................................2.1系统接口 ................................................................2.1 Trigger Logic™(触发逻辑)................................................2.2测头模式..................................................................2.2可配置的设定 ...............................................................2.2开启/关闭方式 ............................................................2.2增强型触发滤波器 .........................................................2.4光学传输模式............................................................2.4光学功率 ................................................................2.4 OMP40-2尺寸..............................................................2.6 OMP40-2规格..............................................................2.6典型电池寿命 ............................................................2.7系统安装 ......................................................................3.1安装OMP40-2与OMM-2 / OMI-2T / OMI-2H / OMI-2 / OMI / OMM ......................3.1 OMM-2 / OMI-2T / OMI-2H / OMI-2 / OMI / OMM定位 .............................3.2OMP40-2安装指南ii目录与OMM-2 / OMI-2T / OMI-2H / OMI-2 配合使用的光学信号范围(调制传输)....................3.3 OMP40-2使用前的准备工作...................................................3.3安装测针 ................................................................3.3测针弱保护杆............................................................3.4安装电池 ................................................................3.5将测头安装到刀柄上 .......................................................3.6测针对中调整............................................................3.7标定OMP40-2 ..............................................................3.8为什么要标定测头? .......................................................3.8用镗孔或车削直径进行标定.................................................3.8用环规或标准球进行标定...................................................3.8标定测头长度............................................................3.8Trigger Logic™(触发逻辑) ..................................................4.1检查测头设定 ...............................................................4.1测头设定记录 ...............................................................4.2更改测头设定 ...............................................................4.4工作模式..................................................................4.6维护..........................................................................5.1维护 ......................................................................5.1清洁测头..................................................................5.1更换电池..................................................................5.2OMP40M 系统.................................................................6.1OMP40M 系统..............................................................6.1OMP40M 尺寸..............................................................6.1OMP40M 螺钉扭矩值 .........................................................6.2OMP40-2LS 系统..............................................................7.1简介 ......................................................................7.1与OMM-2 / OMI-2T / OMI-2H / OMI-2配合使用的光学信号范围(调制传输).............7.2查错..........................................................................8.1零件清单 ......................................................................9.1前言免责声明RENISHAW已尽力确保发布之日此文档的内容准确无误,但对其内容不做任何担保或陈述。

QC20-W无线球杆仪系统硬件软件QC20-W球杆仪及球杆仪组件QC20-W球杆仪包括一个雷尼绍自主设计的精密位移传感器。
它用于测量球杆仪在绕一个固定点旋转时的半径变化。
该数据用于根据 ISO 230-4、ASME B5.54/57 和GB17421.4等国际标准计算定位精度的总体测量值(圆度、圆度偏差)。
在采用雷尼绍独特的诊断报告格式分析该数据时,还可提供单个误差源的详细诊断。
数据以图形和数字的格式显示,用以帮助故障诊断。
信号处理在球杆仪内部进行,数据传输使用Bluetooth®(蓝牙)二类模块输送至匹配的个人计算机中。
传感器壳体上有一个LED状态指示灯,对通讯、电池和故障状态进行指示。
每套系统随机配备一只标准(非充电型)CR2锂电池,不过系统的电子装置和组件也允许使用可充电CR2 电池。
球杆仪校准规每套QC20-W组件 (A-8014-1510) 均随附一个球杆仪校准规,用于校准球杆仪的长度。
它由零温度膨胀系数的材料制成。
当与校准规配合使用时,QC20-W球杆仪可以计算绝对(而不是相对)误差,来决定各轴比例匹配关系和径向偏差值,满足ISO 230-4和ASME B5.54/57分析所需。
此外,球杆仪软件还会自动计算待测机器的位置公差。
(位置公差值是在球杆仪测试区域、在无负载条件下对机器在某一平面内双向定位精度好坏的一个估计)校准规可以校准100 mm、150 mm及300 mm的长度。
小圆组件包含一个50 mm校准规。
QC20-W球杆仪组件组件包括• QC20-W无线球杆仪(和一只CR2电池)• 中心座• 工具杯• 50、150和300 mm加长杆• 球杆仪校准规• 中心设定球• 系统软件(含手册)• “QC20-W球杆仪入门指南”光盘• 机器验证卡• 校准证书• 系统便携箱(便携箱组件包括用于存放小圆组件和VTL适配器的带槽口的海绵块)2QC20-W 球杆仪Bluetooth文字商标和标识归Bluetooth SIG, Inc.所有,Renishaw plc使用的所有此类商标均已获得授权。
apply innovationRENISHAW雷尼绍 XL-80 激光测量系统 • Renishaw简介 • 激光的介绍 • 激光干涉仪系统组件 • 雷尼绍激光干涉仪的测试原理 • 测量规格 • 典型案例分析 • 荣誉客户apply innovationRENISHAW简介• 雷尼绍公司在计量学和拉曼光谱仪器领域居世界领先地位。
总 部 (Renishaw plc) 位于英国伦敦西部的格劳斯特郡(Gloucestershire)。
她是一家 跨国公司,在世界各地有14家子公司。
中国大陆的业务由雷尼绍(香港)有限公司 归口负责。
• 30多年来,Renishaw一直是计量、即测量科学领域的创新者,实现了按照国际标准 进行测量。
在计量、运动控制、机器校准、牙科CAD/CAM及光谱学领域,Renishaw以 创新产品提高精度、效率和质量 • 机床测量和校准用的激光干涉仪和球感仪系统;高精度定位反馈编码器系统-servo 代理apply innovation基本概念 – 激光– 激光头输出的光束是正弦波的激光. 激光的波长是633nm 在雷尼绍XL-80激光 测试系统中。
Wavelength– 激光有以下3个重要特性: • 激光的波长是精确已知的可以被应用于高精度测量 • 激光的波长很短可以应用于高分辨率的测量 • 激光的相位是一致的,空间相干性apply innovationXL-80 系统组件XC-80USB - one sensor reading update every 7 secsXL-80LaserXLUSB - 50kHz fringe count data and statusNotebook PCQuickView XLapply innovationXL-80激光头性能指标系统精度(整个工作范围)±0.5ppm (0~40 ℃) 0.05ppm 0.001 um 4.0m/sec 50KHz 0 - 80 metres(在长距光学镜配合下)激光稳频精度 分辨率 最大测量速度 最高采样频率 测量范围 预热时间更短 激光信号强度指示灯~5分钟专利技术ABCDHapply innovationXL-80激光头性能指标• 外接电源• USB接口– Mini-USB 端口 – 标准USB电缆• DIP开关 & 辅助I/O端口– – – – 遥控触发 正交输出 模拟信号输出 长距离接收apply innovationXC-80补偿单元和传感器“智能”化传感器设计 • 通过RS485传送数字信号 • 可更换的传感器电缆 • 更快的刷新频率,每隔7秒 • 更紧凑的电缆接头设计 • 自降温设计空气湿度 空气压力精度: ±1.0 mbar 精度: ±6%空气温度精度: ±0.2 °C材料温度精度: ±0.1 °Capply innovationXC-80补偿单元和传感器• 激光的波长取决于光路中介质的折射率,空气折射率受环境的温度 、空气压力、相对湿度、材料温度等因素影响,所以renishaw开发 了XC-80补偿单元。
常用测头结构、功能简介概述1.TP2-5W;2.TP20&TP20 NI及常见模块(module);3.TP6&TP6A;4.TP200&TP200B;5.TP7M;6.SP25M;7.SP600/SP600M/SP600Q;下面将一一介绍各种测头的结构、基本工作原理及功能。
TP2-5way ,TP20, TP6&TP6A的基本原理:雷尼绍公司的接触式触发测头的基本构造如图1中所示,采用了运动学定位装置,这种机械设备可以使测针无论发生任何的变位都能回到初始的可重复位置上。
定位装置主要由以下三部分构成:[1] 由弹簧负载的中枢支撑架;[2] 三组轴承点,它们由滚轴和球形轴承组成;[3] 垂直压缩弹簧。
触发信号的基本原理如下:当中枢支撑架发生位置变化,电流环路会相应发生变化,并会导致测头接口发送一个信号给CMM控制箱。
触发信号后,测球要离开被测物并回到其可重复位置上。
图1.运动学定位装置示意图TP2-5way(结构如图2所示)的特点及特殊事项1.特点:∙体积小,质量轻,适用范围广;∙触发力可手动调整;∙使用M2的测针;∙与雷尼绍的所有测头座和附件兼容;∙适合于手动和DCC三坐标测量机。
2.规格介绍:∙固定接口:M8螺纹接口∙使用测针:M2测针∙测针/模块更换装置:无∙可接最长测针:300mm3.特殊事项:调整触发力的方法:如图2所示,在TP2测头的上方是外部M8的螺纹接口,内部是内六角形,利用图2中所示的L型测力调整扳手调整即可。
其原理是,通过压缩或放松内部压缩弹簧的弹力来调整TP2的触发力。
从上向下看去,顺时针为压缩内部压缩弹簧,即加强触发力,可接较长测针;逆时针旋转为放松内部压缩弹簧,即减小触发力,使用较短测针。
但是TP2的触发力调整方法要靠人为进行手动调节,会出现调整的触发力与所接测针不对应,导致信号不能及时触发或触发多余信号的情况发生,所以较为不方便。
1.TP2-5-way 测头2.L型测力调整扳手3.S7型紧固测针工具4.测针图2.TP2-5way 结构示意图TP20 / TP20 NI及常见模块(module) 的特点及特殊事项1.特点∙分体式结构设计,分为主体(Body)和模块(Module)两部分;∙主体与模块间用磁力相连;∙运动学接触式触发测头系统,可用于手动或自动三坐标测量机;∙无需重新校正测头即可手动或自动(使用MCR)迅速更换模块;∙提供7种测头模块可供选择;∙M8螺纹接口,与现存TTP接口兼容;∙性能与TP2-5W相同;∙可直接与部分测头座相连,或使用PAA后与其他测头座相连。
PCDmis中TP200力的說明最大受力:停止测量之前,测头所承受的最大力。
测头首先接触零件,然后继续向该零件中移动,直至达到这一最大受力值时,测头将翻转方向,离开零件。
下限力:测量机接触所测对象时所需的最小力。
上限力:测量的触测力的上限。
当达到该力时,测量机将离开所测的对象,向后退回。
触发力:读取测量结果时的力。
是计算实际点(APT)并将其返回到PC-DMIS时的力。
TP200测头:TP200测头,包含有微力传感器,具备优异的测量重复性和精确的空间形状测量精度。
即使是在携带长探针的情况下。
TP200测头,具备超微触发技术,避免了传统测头常会出现的拖动情况。
内置ASIC电路,保证了上百万次的可靠操作。
产品特点:TP200测头系统主要由以下四部分构成:- TP200触发式测头- 标准测量或低测力探针吸盘- PI200测头控制器- SCR200探针更换架SCR200探针更换架,能够实现快速、自动的探针更换而不需要重新校正。
TP200的特点:- 优异的重复性- 精确的三维形状测量- 探针长度可达到100mm- 吸盘的寿命达到上百万次- 尺寸紧凑- 与RENISHAW全系列测座和附件兼容TP200參數:感应方向(Sense directions) : 6 ways, ±X, ±Y, ±Z重复性(Repeatability) (2δ): 0.30 μm with 10 mm tip0.40 μm with 50 mm tip重量(Weight) : 22 g测力范围(Stylus force range) : 2 g (XY plane)7 g (Z plane) ModuleTP200。
Fanuc系统机床雷尼绍探头编程说明 (1)1、Fanuc探头相关技术基础及原理 (2)2、探头使用规范 (4)3、全局变量的使用情况 (6)4、测头长度校正-O9801 (8)5、校正测针X/Y偏置-O9802 (9)6、校正测针球半径-O9803 (9)7、保护移动程序-O9810 (10)8、单点测量程序-O9811 (11)9、槽/凸台测量程序-O9812 (12)槽测量程序- O9812 (13)凸台测量程序- O9812 (13)有凸台的槽测量程序- O9812 (14)10、孔/圆台测量程序-O9814 (14)孔测量程序-O9814 (15)圆台测量程序-O9814 (15)有圆台的内孔测量程序-O9814 (15)11、内拐角测量-O9815 (16)12、外拐角处测量-O9816 (17)1、 Fanuc探头相关技术基础及原理G31用于触发跳转编程格式:(G90/G91)G31 X x(G90/G91)G31 Y y(G90/G91)G31 Z zG31后只能编程一个轴地址在G31行代码执行过程中,探头移动时若接触零件,则触发跳转,结束本行剩余行程运动,直接跳转至下行程序运动,并记录跳转时当前工件坐标系下的位置信息。
#5061——第1轴跳转信号位置#5062——第2轴跳转信号位置#5063——第3轴跳转信号位置#5064——第4轴跳转信号位置然后利用宏程序读取这几个变量,通过一定的数据计算处理、写入等实现测量、找正、补偿等探头系列操作。
#4014——当前激活的工作偏置,值:54-59,代表G54-G59附常用系统变量:刀具补偿相关变量(补偿号<=200组,若>200组,查阅《数控车/铣宏程序开发》P16)#3000用于系统报警,编程格式如下:#3000=“报警号”;(“报警说明”)注:报警号只能为英语,例:IF [#20 EQ #0] THEN #3000=80;(TOOL NOT FOUND)若IF条件成立,则发出报警,并在屏幕上显示以下信息:3080 (TOOL NOT FOUND)2、探头使用规范●对于初学者,以下变量范围,建议先不用:•#100-#199•#500-#550•其他全局变量可按需要使用●测头使用必须要标定•初次使用时•更换测针后•使用一段时间后•标定后,挂刀方向要固定•标定时的进给与测量的进给保持一致测头报警信息●3086-PATH OBSTRUCTED•保护移动过程中,光线阻挡•保护移动过程中,测头碰触到障碍物●3092-PROBE OPEN•测量是二次触发,第一次测量后,测头需要完全离开产品表面,再进行第二次测量,如果在第一次后,不能完全离开产品表面,会报警;•可以通过修改#506,将#506中的值增大●3093-PROBE FAIL•测量移动结束时,还没有触碰到任何物体,报警•查看O9811,O9812,O9814后面指定的数据是否有误•坐标系设定等3、全局变量的使用情况4、测头长度校正-O9801格式:G65 P9801 Zz Tt举例:G65 P9801 Z0. T21Tt 要更新的刀具号.Zz 标准表面的工件坐标.O1000G17 G40 G49 G69 G80 G90G54 X0 Y0G43 H21 Z20.G65 P9801 Z0 T21G91 G28 Z0G90M30注意:在这里T21的刀补中要有一个预置的大概刀长为什么要校正:●测头安装后,测头中心与主轴的偏心量●测针球的直径误差●测头的触发距离●机床的重复性所以,每次更换测头,或者更换测针后,必须校正!!校正项目:●测头长度校正》值存放在刀具补偿●测针半径校正》值存放在全局变量●测针偏心校正》值存放在全局变量5、校正测针X/Y偏置-O9802格式:G65 P9802 Dd举例:G65 P9802 D50.005Dd: 用于校正的环规直径O1000G17 G40 G49 G69 G80 G90G54 X0 Y0(环规中心)G65 P9802 D50.005G91 G28 Z0G90M30注意:1.准确将主轴定位至环规的中心位置并将测针置于环规内部2. 程序运行后,会将偏心写入#502和#503 6、校正测针球半径-O9803格式:G65 P9803 Dd举例:G65 P9803 D50.005Dd: 用于校正的环规直径O1000G17 G40 G49 G69 G80 G90G54 X0 Y0(环规中心)G65 P9803 D50.005G91 G28 Z0G90M30注意:1.准确将主轴定位至环规的中心位置并将测针置于环规内部2. 程序运行后,会将半径写入#500和#5017、保护移动程序-O9810功能:在测头移动时,如果有障碍物阻挡,机床停止并报警格式:G65 P9810 Xx Yy Zz FfXx Yy Zz:目标位置在当前坐标系下的坐标Ff:移动的进给率注意1.目标位置指定可以单独指定X/Y/Z中的任何一个值;也可以同时指定其中任意2个或3个全部指定举例:G65 P9810 Y-1. F3000G65 P9810 X0 Z-5. F3000G65 P9810 X0 Y1. Z2. F40002.报警当在移动的过程中,碰到障碍,机床停止,报警号3086提示信息“PATH OBSTRUCTED”#3000 = 86 (PATH OBSTRUCTED)8、单点测量程序-O9811功能:每次测量一个面常用格式:G65 P9811 Xx或Yy或ZzXx Yy Zz:目标位置在当前坐标系下的坐标常用扩展格式:G65 P9811 Xx或Yy或Zz [Ss Tt][ ]中的变量为可选输入变量Ss:欲更新的坐标系Tt:欲更新的刀具编号举例:G65 P9811 X0. S101G65 P9811 Z10. T4S参数工件偏置S参数工件偏置S1 G54 S0 G53S2 G55 S101 G54.1 P1 S3 G56 S102 G54.1 P2 S4 G57 Etc. Etc.S5 G58 S148 G54.1 P48 S6 G59注意1.目标位置指定每次只能指定X/Y/Z中的一个值举例:G65 P9811 X-1.G65 P9811 Z-5.G65 P9811 Y1.测量后的数据输出:1.G65 P9811 X4.输出:#135-实测值(4.012)#140-误差值(0.012)2.G65 P9811 Y4.输出:#136-实测值(4.012)#141-误差值(0.012)1.G65 P9811 Z4.输出:#137-实测值(4.012)#142-误差值(0.012)9、槽/凸台测量程序-O9812功能:测量沿X/Y轴向的槽/凸台,见上图常用格式:G65 P9812 Xx或Yy[Zz Rr Ss Tt] Xx:X方向的槽/凸台测量Yy:Y方向的槽/凸台测量Zz:图2和图3形式的特征测量点Z坐标Rr:图3特征测量时,回退量Ss:欲更新的坐标系Tt:欲更新的刀具编号注意:在使用此程序前,需要事先将测头定位在欲测特征的理论中心上槽测量程序- O98121. G65 P9812 X12. [S1 T3]输出:#135-槽对称中心X坐标#140-槽对称中心坐标值与理论值的误差#138-槽的实测宽度#143-槽的实测宽度与理论宽度的差值2. G65 P9812 Y12. [S2 T4]输出:#136-槽对称中心X坐标#141-槽对称中心坐标值与理论值的误差#138-槽的实测宽度#143-槽的实测宽度与理论宽度的差值凸台测量程序- O98121. G65 P9812 X12. Z1. [S1 T3]输出:#135-槽对称中心X坐标#140-槽对称中心坐标值与理论值的误差#138-槽的实测宽度#143-槽的实测宽度与理论宽度的差值2. G65 P9812 Y12. Z1. [S2 T4]输出:#136-槽对称中心X坐标#141-槽对称中心坐标值与理论值的误差#138-槽的实测宽度#143-槽的实测宽度与理论宽度的差值有凸台的槽测量程序- O98121. G65 P9812 X12. Z-1. R-2. [S1 T3]输出:#135-槽对称中心X坐标#140-槽对称中心坐标值与理论值的误差#138-槽的实测宽度#143-槽的实测宽度与理论宽度的差值2. G65 P9812 Y12. Z-1.[S2 T4 R2.]输出:#136-槽对称中心X坐标#141-槽对称中心坐标值与理论值的误差#138-槽的实测宽度#143-槽的实测宽度与理论宽度的差值10、孔/圆台测量程序-O9814功能:4点测量孔或圆台,见上图常用格式:G65 P9814 Dd [Zz Rr Ss Tt] Dd:孔或圆台的直径Zz:图2和图3形式的特征测量点Z坐标Rr:图3特征测量时,回退量Ss:欲更新的坐标系Tt:欲更新的刀具编号注意:在使用此程序前,需要事先将测头定位在欲测特征的理论中心上孔测量程序-O98141. G65 P9814 D12. [S1 T3]输出:#135-圆心X坐标#140-圆心测量X坐标值与理论值的误差#136-圆心Y坐标#141-圆心测量X坐标值与理论值的误差#138-圆的实测直径#143-圆的直径测量值与理论值的误差圆台测量程序-O98141. G65 P9814 D12. Z-2.[S1 T3]输出:#135-圆心X坐标#140-圆心测量X坐标值与理论值的误差#136-圆心Y坐标#141-圆心测量X坐标值与理论值的误差#138-圆的实测直径#143-圆的直径测量值与理论值的误差有圆台的内孔测量程序-O98141. G65 P9814 D12. Z-2. R-2.[S1 T3]输出:#135-圆心X坐标#140-圆心测量X坐标值与理论值的误差#136-圆心Y坐标#141-圆心测量X坐标值与理论值的误差#138-圆的实测直径#143-圆的直径测量值与理论值的误差11、内拐角测量-O9815G65 P9815 X0 Y0 I5. J-5. S1输出:变量描述变量描述#135 X 位置#143 Y角度误差#136 Y 位置#144 X角度误差#137 #145 真实位置误差12、外拐角处测量-O9816 G65 P9816 X0 Y0 S1G65 P9816 X0 Y0 I-5.0 J5.0 S1输出:。
三坐标测量机技术协议甲方:xxxxxxxxxxx有限公司合同编号:FBGTHZ-SB20140512乙方:xxxxxxxxxxx有限公司(代理方)乙方授权方:xxxxxxxxxxx有限公司有限公司甲方就购买乙方的AtlasB256018龙门式坐标测量机经多次技术交流后达成共识,签订本技术协议,双方共同遵照执行。
一、配置清单二、技术描述三、安装调试四、验收五、培训六、服务一、配置清单二、技术描述(一)主机描述采用国际先进的有限元分析设计方法,使其具有机械结构刚性强、偏差小,具有高精度、高性能和高稳定性的优点。
●机械主体结构采用双边固定立柱、双边高架导轨、横梁移动式结构,结构简单、开敞的结构、移动重量轻,运动性能好。
●工作台采用地基平面,具有承载能力强、装卸空间宽阔、便捷。
●Y向导轨以天然花岗岩作基础,采用上燕尾式,定位精度高,动态几何误差小、稳定性能好。
●Y向采用国际最先进的海德汉光栅尺、双光栅、双驱动技术,可实现双全闭环、双反馈回路,极大地提高了Y向导轨的定位精度及运行速度。
●宽温度特性设计,使其具备良好温度适应性、抗实效变形能力,适应车间环境下的安全操作。
●三轴均采用自洁式预载荷高精度空气轴承组成的静压气浮式导轨,轴承跨距大,抗角摆能力强,阻力小、无磨损、运动更平稳。
●驱动系统采用齿轮齿条传动装置,确保传动更快捷、更精准。
●Z轴采用平衡装置,提高了Z轴的定位精度及稳定性。
●22项机械几何误差补偿技术的运用,极大地提高了机器精度。
●控制系统采用国际知名品牌的高性能三坐标专用控制系统,可靠性好。
●软件采用具有独立知识产权的、功能强大的AC-DMIS测量软件包,其完善的测量功能和联机功能,为用户提供了完美的测量解决方案。
●光栅尺的安装方式为::在导轨上安装一钢质基座,光栅尺安装于基座内,一端固定一端自由,可避免光栅尺与导轨材料不同引起的膨胀不同,以及保证光栅的自由伸缩,保证长期的精度稳定性和光栅尺寿命。
雷尼绍数控机床测头在线测量系统益处数控机床在线检测系统数控机床是现代高科技发展的产物,每当一批零件开始加工时,有大量的检测需要完成,包括夹具和零件的装卡、找正、零件编程原点的测定、首件零件的检测、工序间检测及加工完毕检测等。
目前完成这些检测工作的主要手段有手工检测、离线检测和在线检测。
在线检测也称实时检测,是在加工的过程中实时对刀具进行检测,并依据检测的结果做出相应的处理。
在线检测是一种基于计算机自动控制的检测技术,其检测过程由数控程序来控制。
闭环在线检测的优点是:能够保证数控机床精度,扩大数控机床功能,改善数控机床性能,提高数控机床效率。
一、数控机床在线检测系统的组成数控机床在线检测系统分为两种,一种为直接调用基本宏程序,而不用计算机辅助;另一种则要自己开发宏程序库,借助于计算机辅助编程系统,随时生成检测程序,然后传输到数控系统中。
数控机床的在线检测系统由软件和硬件组成。
硬件部分通常由以下几部分组成:(1)机床本体机床本体是实现加工、检测的基础,其工作部件是实现所需基本运动的部件,它的传动部件的精度直接影响着加工、检测的精度。
(2)数控系统目前数控机床一般都采用CNC数控系统,其主要特点是输入存储、数控加工、插补运算以及机床各种控制功能都通过程序来实现。
计算机与其他装置之间可通过接口设备联接,当控制对象或功能改变时,只需改变软件和接口。
CNC系统一般由中央处理存储器和输入输出接口组成,中央处理器又由存储器、运算器、控制器和总线组成。
(3)伺服系统伺服系统是数控机床的重要组成部分,用以实现数控机床的进给位置伺服控制和主轴转速(或位置)伺服控制。
伺服系统的性能是决定机床加工精度、测量精度、表面质量和生产效率的主要因素。
(4)测量系统测量系统有接触触发式测头、信号传输系统和数据采集系统组成,是数控机床在线检测系统的关键部分,直接影响着在线检测的精度。
其中关键部件为测头,使用测头可在加工过程中进行尺寸测量,根据测量结果自动修改加工程序,改善加工精度,使得数控机床既是加工设备,又兼具测量机的某种功能。
1 绪论1.1研究背景随着科技、生产的快速发展,测量技术日益显著。
而相当长的时间内,测量基本上是静态的,即测量对象在测量过程中不变化或没有明显变化,同时,测量大多是“离线”的,而不是“在线”的,即不是在生产制造过程中实现。
比如,对于生产,离线的静态测量只能对零部件和成品分别进行检测;而对生产加工的过程则无能为力。
如果能对生产制造过程加以检测,即进行所谓的“在线测量”,则不仅可以保证产品质量、增加产量,降低消耗、减少成本、提高效率,而且还可以随时监测甚至排除生产中的潜在问题,保证生产顺利进行。
国际上,上世纪60 年代后期开始,在机测量技术便引起了人们的关注。
这一方面是由于科技、生产和社会发展的需要,尤其是质量和效益的挑战;另一方面则是由于传感器技术、微型计算机技术、自动控制技术和图像识别技术等的进展,为在机测量的实现提供了必要的条件。
1974 年召开的第一次在机测量国际会议,进一步引起了全世界各国的普遍关注,对在机测量技术的开发与应用起了有力作用。
近年来,基于接触式、非接触式等各种测头的在机测量技术在现代工业领域被广泛应用。
触发式测头在国外发展较早,技术也都相对成熟,测头的位置坐标主要通过加工设备的控制系统存储,其精度主要取决于加工设备的定位精度。
因此,为了得到较高的测量精度,国内外的研究大多都是采用国外的数控系统和加工设备,比如:FANUC 数控系统等而随着国内加工设备的精度提升,此次采用北京精雕控制系统及其北京精雕高速雕刻中心来完成测头的在机测量研究。
对于非接触式测量方式,激光扫描法相对成熟,比如国外大多采用FANUC 数控加工中心上配激光测头,使其附加了数控测量功能,实现了三轴机床上的在机测量。
随着加工技术的飞速发展,数控机床在生产中的应用越来越广泛。
虽然机床按程序执行,但加工时间短,效率高,但工件对准、检查等辅助加工时间没有缩短,甚至占整个加工过程的1/3以上。
面对这些问题,使用Renishaw探头不仅避免了重复编程,节省了编程和调试时间,还具有机器测量功能,保证了机床生产和操作的可靠性,保证了产品加工尺寸精度。
现代制造业,尤其是精密加工技术的不断发展,对产品定位检测、尺寸测量、工件精度提出了更高的要求,因此,在数控机床上进行工件在线检测,在精密加工中尤为重要。
雷尼绍测头是英国雷尼绍公司推出的机床在线测量产品,由测头和接收器两部分组成,两者通过红外线光学传输,测头是可以看着一个高精度传感器,通过宏程序控制装在主轴上的测头来移动,当测头触碰工件特定点时,接收器接收到测头的触碰信号,将该信号反馈给数控系统,宏程序在数控系统中获取触碰点的实际坐标值,将实际坐标值与理论坐标值对比即可。
机床测头主要有以下应用:1.工件自动分中:机床测头在固定好的工件上,分别测量XY方向工件边缘的坐标值,即可计算出工件中心的坐标,并将其更新到加工坐标系中,适用于手机壳加工,工艺复杂的精密工件,进行二次装夹再加工等。
2.工件在线测量:在精密加工过程中,判断加工工件是否合格,不合格的工件,可对工件快速修正,提供工件良品率,以及检测时间。
本文阐述的重点是雷尼绍机床测头在国内安装的乱象。
下图来自雷尼绍官方资料,图中雷尼绍测头接收器标注了5个LED指示灯代表的含义,依次是开启指示灯、电池电压低指示灯、测头状态指示灯、错误指示灯、信号指示灯。
这些指示灯有效地防止机床测头、甚至主轴被撞。
造成被撞的原因主要有测头电池电压低,测头与接收器之间的信号干扰。
电池电压低情况:在测量过程中,机床测头的电池没电了(由电池供电),会造成当测头触碰工件时,接收器无法接受到测头触碰信号,主轴继续一直移动,则是就发生撞机。
信号干扰情况:在测量过程中,机床测头与接收器之间的信号中断(比如:工件遮挡),同样会造成接收器无法接收到测头触碰信号,造成撞机事故。
故要在安装过程中要实现测头电池电压低报警、信号干扰报警来防止撞机事故。
但目前国内90%已经安装的测头,并没有实现以上两点功能。
TP200系统组件包括:
•TP200或TP200B测头本体(TP200B为另一款,允许更大振动公差)
•TP200测针模块—选择固定超程测力:SF(标准测力)或LF(低测力)
•PI200测头接口
•SCR200测针交换架
还有一种EO模块(长超程),超程测力与SF相同,但工作范围更大,并在测头Z轴方向提供保护。
顶部
特性与优点
•应变片技术具有无可比拟的重复性和精确的三维轮廓测量
•零复位误差
•无各向同性影响
•六向测量能力
•测针测量距离达100mm(GF测针)
•快速测头模块交换,无需重新标定测尖
•寿命>1000万次触发
顶部
TP200/TP200B测头本体
TP200采用微应变片传感器,实现优异的重复性和精确的三维轮廓测量,即使配用长测针时也不例外。
传感器技术提供亚微米级的重复性,并且消除了机械结构式测头存在的各向异性问题。
测头采用成熟的ASIC电子元件,确保了在数百万次触发中的可靠操作。
TP200B采用的技术与TP200相同,但允许更高的振动公差。
这有助于克服因坐标测量机传导振动或在移动速度很高的情况下使用长测针所引发的误触发问题。
请注意:我们不推荐TP200B配用LF模块或曲柄/星形测针。
顶部
顶部
TP200测针模块
测针模块通过高重复性机械定位的磁性接头安装在TP200/TP200B测头本体上,具有快速测针交换功能和测头超程保护功能。
有三种测针模块可供选择,具有两种不同的超程测力。
顶部
200交换架
SCR200可对最多六个TP200测针模块进行自动高速交换。
SCR200由独立的测头接口—PI200供电,并可确保安全的测针交换。
SCR200套件可包含低测力和标准测力组件,每一种套件都包含一个SCR200加上三个测力相同的测针模块。