轴类零件数控车削的工艺分析及编程
- 格式:pdf
- 大小:129.72 KB
- 文档页数:2
() 断 。 7切 14 刀 具选 择 .
螺纹及倒角等表 面组成 ,其 中多个 直径 尺寸与轴 向尺 寸有 较 高 的尺寸精度要求。 件图尺寸标注完整 , 零 符合数 控加工尺寸 标注要求 ; 轮廓 描述清楚完整 ; 零件材料 为 4 5钢 , 切削加 工性 能较好 , 热处 理和硬度要求。零件图样上带公差 的尺寸 , 无 因 公差值较小 , 编程 时不必取其平均值 , 故 而取 基本尺寸 即工 质量和提高生 产率 的重要 环节 。粗车 时选 用强度高 、 耐磨度好 的刀具 , 以满
足大 背吃刀量 、 大进 给量 的要求 ; 车时 选用精度 高 、 精 耐磨度 好 的刀具 , 以保证 精度的要求 。根据零件 的外形 和加工要求 ,
选 用 选 用 4把 刀 :
量 的选择 原则 是 : 保证零件加 工精度和表 面粗糙 度 , 分发 挥 充
作者简介 : 芳(93 )女 , 廖 16一 , 广西南 宁人 , 讲师 。 研究方 向为数控加工技术 。
14 O
《 装备制造技术} 00 2 1 年第 4 期
刀具切削性 能 , 保证 合理 的刀具耐用度 ; 充分发挥机床 的性 并 能, 最大 限度提 高生产率 , 降低 成本 。根据 本例 中零件 的加工
心线为工艺基准 ,使用 三爪 自动定心卡盘夹住 3 m外 圆 0m
一
路线等 , 按规定 的代码格 式编制成 数控加工程序 , 数控车床在 程序的控制下 , 自动加工 出各种形 状不同的零件。轴类 零件是
各种机械设备 中最主要和最基本 的典 型零 件 ,本文 以轴类零 件为例 , 对数控车削加工 中的工艺分析及 编程做 些探讨。
重要设 备 , 已广泛应 用于机械 加工中。在数控车削加 工前 , 要 对所加 工的零件进行工艺分析 , 定正确的加工方案 , 确 将车床
的运动过程 、 零件 的工艺过 程 、 刀具的选择 、 切削用量 和走 刀
或大部分 代加工表 面 , 尽量 减少装 夹次数 , 提高加工 效率 , 合
理选择定位基准 以减少误差 , 保证加工精度 。 由于该工件为实 心轴类零 件 , 且轴 的长度 不太长 , 并 外圆柱 面作定位 基准 , 轴
Eq i me t u p n Ma ua t n e h o o y No4, 0 0 n fe r g T c n lg . 2 1 i
轴类零件数控 车削的工艺分 析及编程
廖 芳
( 广西理工职业技术学校 , 广西 南宁 5 0 3 ) 30 1
摘 要: 通过对典型 轴类零件的工 艺分析 , 图纸分析 、 夹方案 、 工路 线、 从 装 加 刀具选择 、 削用量 选择 、 切 加工程序 等方 面的数控 车削工
头, 使棒料 伸出 8 一次装夹完成粗精加工 。 6 mm, 加工路线 的确 定 , 直接关系到数控 机床 的使用效率 、 加工
13 加 工路 线 的 确 定 .
精度 、 具数 量和经 济性 等问题 , 尽量做 到工序 相对集 中 , 刀 应
工艺路线最短 , 机床的停顿时间 和辅助时 间最少 。 该零件采用
。
窘
-
T1 0 选用 9 。 O 硬质合金右偏刀 ;
T 2选用 刀 尖角 为 3 。、 尖 圆弧半 径 r .mm的涂 0 5 刀 =0 2
层刀 :
f
T 3选用 6 o外螺纹硬质合金螺 纹车刀 ; 0 O T 4选用 刀刃宽为 4mm的硬 质合金 切断刀。 0
15 切 削用量 的选择 .
mm 圆柱 段 ;
准备工作 , 控车床加工工艺分析涉及面很广 , 数 主要工作 内容
包括 : 分析零件 图 , 确定加工 内容、 确定装夹方 案、 确定走 刀路 线、 刀具选择 、 切削用量选择等。 1 图 所示某螺纹特形轴 , 毛坯
( )自右 向左精车各 圆柱段 ; 2 ( )自右 向左粗 车 R 3m 圆弧 面 、 0mm圆柱段 、 8 3 1 m 2 R mm圆弧面 、 锥长 4m 的圆锥段 、 2 m 8 mm圆柱段 ; ( )自右 向左 精车 R1 4 3 mm圆弧面、 2 m 圆柱段 、 8m 0m R m
艺做 了全 面 阐 述 。
关键词 : 轴类零件 ; 数控加 工; 工艺分析 ; 加工程序
中图分类号 : 6 TH1 文献标识码 : B 文章编号 :6 2 5 5 ( 0 0)4 0 0 — 2 1 7— 4 X 2 1 0 — 14 0
随着数 控技术的不断发展 ,数控机床作 为现代加工 中的
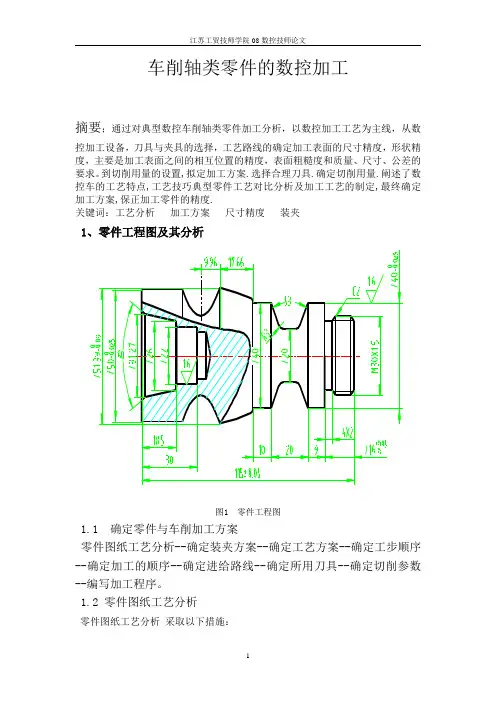
图 1 某螺纹特形轴零件图
切削用量 包括主轴 转速 、 削速度 、 切 进给速度及背 吃刀 量
等, 对于不 同的加 工方法 , 需要选 用不同的切削用量 。切 削用
12 装夹方案 的选择 . 数控车削加工 中 ,尽可能做到一次装 夹后能加工 出全部
收稿 日期 : 0 0 0 — 8 2 1- 1 1
要求及材料 , 该零件切 削用量的选择如下: 车外 圆粗车 时 , 主轴转 速为 5 0r i, 给速 度 为 10 6 /mn 进 0 mm/mi, 吃刀量 为 2m n背 m; 精 车 时 ,主轴转 速为 8 0r n 0 /mi,进 给速度 为 5 m/ 0m
1 数 控 加工 中 的工艺分 析
在数控机床上加工零件 时 ,工 艺分 析是数控加工前期 的
棒料毛坯 进行加工 , 由于 毛坯余 量较大 , 因此 , 采用 阶梯 切 削 路线去除毛坯余量 , 刀具切削路径短 , 效率高 , 工艺路线 为 :
( )自右 向左倒 角 , 1 粗车 螺纹 1 m 圆柱段 , 车 2 6m 粗 8
圆弧 面 、 长 4m 的 圆锥 段 、 2 圆 柱 段 ; 锥 m 8 mm
为 中3 0mm×10m 0 m棒料 , 材料为 4 5号钢 , 工艺分析如下 。
11 零 件 图分 析 .
由图可知 : 零件表面 由圆柱面 、 该 圆弧 面 、 圆锥 面 、 、 槽 外
( ) 6mm× 1 m螺纹退刀槽 ; 5车 2m () 6 车螺纹 ;
螺纹及倒角等表 面组成 ,其 中多个 直径 尺寸与轴 向尺 寸有 较 高 的尺寸精度要求。 件图尺寸标注完整 , 零 符合数 控加工尺寸 标注要求 ; 轮廓 描述清楚完整 ; 零件材料 为 4 5钢 , 切削加 工性 能较好 , 热处 理和硬度要求。零件图样上带公差 的尺寸 , 无 因 公差值较小 , 编程 时不必取其平均值 , 故 而取 基本尺寸 即工 质量和提高生 产率 的重要 环节 。粗车 时选 用强度高 、 耐磨度好 的刀具 , 以满
足大 背吃刀量 、 大进 给量 的要求 ; 车时 选用精度 高 、 精 耐磨度 好 的刀具 , 以保证 精度的要求 。根据零件 的外形 和加工要求 ,
选 用 选 用 4把 刀 :
量 的选择 原则 是 : 保证零件加 工精度和表 面粗糙 度 , 分发 挥 充
作者简介 : 芳(93 )女 , 廖 16一 , 广西南 宁人 , 讲师 。 研究方 向为数控加工技术 。
14 O
《 装备制造技术} 00 2 1 年第 4 期
刀具切削性 能 , 保证 合理 的刀具耐用度 ; 充分发挥机床 的性 并 能, 最大 限度提 高生产率 , 降低 成本 。根据 本例 中零件 的加工
心线为工艺基准 ,使用 三爪 自动定心卡盘夹住 3 m外 圆 0m
一
路线等 , 按规定 的代码格 式编制成 数控加工程序 , 数控车床在 程序的控制下 , 自动加工 出各种形 状不同的零件。轴类 零件是
各种机械设备 中最主要和最基本 的典 型零 件 ,本文 以轴类零 件为例 , 对数控车削加工 中的工艺分析及 编程做 些探讨。
重要设 备 , 已广泛应 用于机械 加工中。在数控车削加 工前 , 要 对所加 工的零件进行工艺分析 , 定正确的加工方案 , 确 将车床
的运动过程 、 零件 的工艺过 程 、 刀具的选择 、 切削用量 和走 刀
或大部分 代加工表 面 , 尽量 减少装 夹次数 , 提高加工 效率 , 合
理选择定位基准 以减少误差 , 保证加工精度 。 由于该工件为实 心轴类零 件 , 且轴 的长度 不太长 , 并 外圆柱 面作定位 基准 , 轴
Eq i me t u p n Ma ua t n e h o o y No4, 0 0 n fe r g T c n lg . 2 1 i
轴类零件数控 车削的工艺分 析及编程
廖 芳
( 广西理工职业技术学校 , 广西 南宁 5 0 3 ) 30 1
摘 要: 通过对典型 轴类零件的工 艺分析 , 图纸分析 、 夹方案 、 工路 线、 从 装 加 刀具选择 、 削用量 选择 、 切 加工程序 等方 面的数控 车削工
头, 使棒料 伸出 8 一次装夹完成粗精加工 。 6 mm, 加工路线 的确 定 , 直接关系到数控 机床 的使用效率 、 加工
13 加 工路 线 的 确 定 .
精度 、 具数 量和经 济性 等问题 , 尽量做 到工序 相对集 中 , 刀 应
工艺路线最短 , 机床的停顿时间 和辅助时 间最少 。 该零件采用
。
窘
-
T1 0 选用 9 。 O 硬质合金右偏刀 ;
T 2选用 刀 尖角 为 3 。、 尖 圆弧半 径 r .mm的涂 0 5 刀 =0 2
层刀 :
f
T 3选用 6 o外螺纹硬质合金螺 纹车刀 ; 0 O T 4选用 刀刃宽为 4mm的硬 质合金 切断刀。 0
15 切 削用量 的选择 .
mm 圆柱 段 ;
准备工作 , 控车床加工工艺分析涉及面很广 , 数 主要工作 内容
包括 : 分析零件 图 , 确定加工 内容、 确定装夹方 案、 确定走 刀路 线、 刀具选择 、 切削用量选择等。 1 图 所示某螺纹特形轴 , 毛坯
( )自右 向左精车各 圆柱段 ; 2 ( )自右 向左粗 车 R 3m 圆弧 面 、 0mm圆柱段 、 8 3 1 m 2 R mm圆弧面 、 锥长 4m 的圆锥段 、 2 m 8 mm圆柱段 ; ( )自右 向左 精车 R1 4 3 mm圆弧面、 2 m 圆柱段 、 8m 0m R m
艺做 了全 面 阐 述 。
关键词 : 轴类零件 ; 数控加 工; 工艺分析 ; 加工程序
中图分类号 : 6 TH1 文献标识码 : B 文章编号 :6 2 5 5 ( 0 0)4 0 0 — 2 1 7— 4 X 2 1 0 — 14 0
随着数 控技术的不断发展 ,数控机床作 为现代加工 中的
图 1 某螺纹特形轴零件图
切削用量 包括主轴 转速 、 削速度 、 切 进给速度及背 吃刀 量
等, 对于不 同的加 工方法 , 需要选 用不同的切削用量 。切 削用
12 装夹方案 的选择 . 数控车削加工 中 ,尽可能做到一次装 夹后能加工 出全部
收稿 日期 : 0 0 0 — 8 2 1- 1 1
要求及材料 , 该零件切 削用量的选择如下: 车外 圆粗车 时 , 主轴转 速为 5 0r i, 给速 度 为 10 6 /mn 进 0 mm/mi, 吃刀量 为 2m n背 m; 精 车 时 ,主轴转 速为 8 0r n 0 /mi,进 给速度 为 5 m/ 0m
1 数 控 加工 中 的工艺分 析
在数控机床上加工零件 时 ,工 艺分 析是数控加工前期 的
棒料毛坯 进行加工 , 由于 毛坯余 量较大 , 因此 , 采用 阶梯 切 削 路线去除毛坯余量 , 刀具切削路径短 , 效率高 , 工艺路线 为 :
( )自右 向左倒 角 , 1 粗车 螺纹 1 m 圆柱段 , 车 2 6m 粗 8
圆弧 面 、 长 4m 的 圆锥 段 、 2 圆 柱 段 ; 锥 m 8 mm
为 中3 0mm×10m 0 m棒料 , 材料为 4 5号钢 , 工艺分析如下 。
11 零 件 图分 析 .
由图可知 : 零件表面 由圆柱面 、 该 圆弧 面 、 圆锥 面 、 、 槽 外
( ) 6mm× 1 m螺纹退刀槽 ; 5车 2m () 6 车螺纹 ;