(2)选择定位基准:根据基准重合原则,一般优先选 择工序基准为定位基准,。故本工序分别选择20H7孔 轴心线和B端面为定位基准 (3)确定定位方案:采用长心轴加小平面组合的定位 方式。长心轴限制了四个自由度,小平面限制了一个自 由度,综合限制五个自由度。图为套筒的定位简图
①在重复限制移动自由度的元件中,按各元件实际参与定位 的先后顺序,分首参和次参定位元件,若实际分不出,可假 设; ②首参定位元件限制移动自由度的作用不变; ③让次参定位元件相对首参定位元件在重复限制移动自由度 的方向上移动,引起工件的动向就是次参定位元件限制的自 由度。
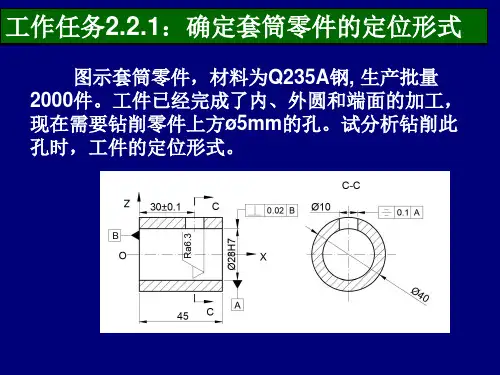
任务实施:
(1)根据加工要求,分析需限制
③可调支承—毛坯面作基准平面,当工件毛坯尺寸有较 大变化,每更换一批毛坯,就要调整一次可调支承。高 度一经调好,就相当于一个固定支承。
用可调支承加工相似件
1—销轴 2—V形块 3—可调支承
④自位支承—毛面定位或刚性不足的场合。
⑤辅助支承—当工件定位基准面需提高定位刚度、稳 定性和可靠性时选用
1、点是指对自由度的限制。 2、自由度是位置不定度。 3、夹紧和定位的概念不同。
二、 工件的定位形式 1、完全定位
工件的六个自由度均被限制,使工件位置完全确定的定位方式称 为完全定位。
当工件在x,y,z三个坐标轴方向上都有尺寸或位置精度要求时,需 采用这种定位方式。
2、不完全定位
工件六个自由度中有一个或几个自由度未被限制,但 能满足加工技术要求的定位方式 称为不完全定位。
过定位分析
讨论:
分析图示两种情况下各限制几个自 由度? 属于什么定位方式?如何改进?
定位分析: 1、如图车一小
轴(图a),只用三 爪卡盘夹很短的外 圆,限制Y移动、Z 移动,属于欠定位。