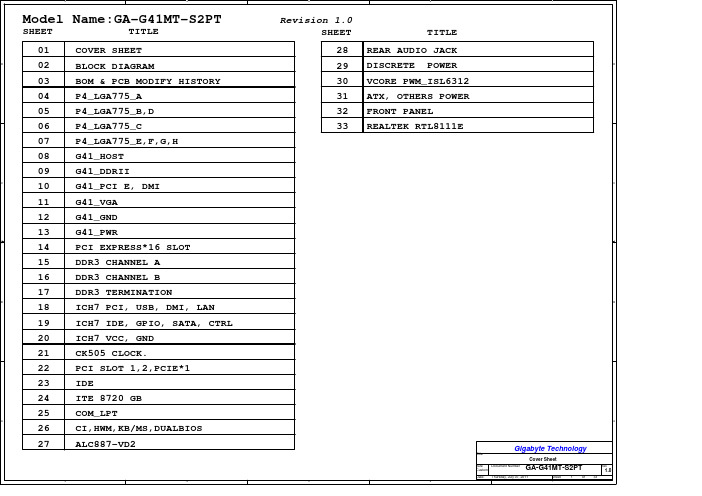
G41插线图
- 格式:xls
- 大小:247.00 KB
- 文档页数:1
目 录1 常用功能和指令介绍 (1)1.1 概述 (1)1.1.1 数控车床中轴的定义 (1)1.1.2 各坐标系含义 (2)1.1.3零点偏置 (5)1.1.4 绝对及增量式编程 (9)1.2 常用G代码介绍 (11)1.2.1快速移动G0 (11)1.2.2 直线插补G1 (11)1.2.3圆弧插补G2、G3 (12)1.2.4倒角和倒圆CHF/CHR和RND (13)1.2.5刀尖圆弧半径补偿G41和G42 (15)1.2.6 暂停G4 (21)1.2.7 等螺距螺纹切削G33 (21)1.2.10每分钟、每转进给G94、G95 (24)1.2.11恒线速切削G96、G97 (24)2 高级编程及循环功能 (25)2.1 子程序功能 (25)2.1.1子程序的作用: (25)2.1.2子程序的调用: (25)2.2 R参数的使用说明 (26)2.3程序跳转 (27)2.4毛坯车削循环CYCLE95 (29)2.5螺纹切削循环CYCLE97 (35)1 常用功能和指令介绍1.1 概述本文对SIEMENS 840D系统的编程原理和功能作了系统和简明的介绍,相对于SIEMENS数控系统随机资料,本文具有如下特点:z语言简练而实用、筛选掉了很多繁琐无用的内容z图文并茂,符合当前车床的使用习惯,便于理解贯通z适用于初学者和有一定基础的编程和操作人员,能满足绝大部分常见工件编程的需要,如想更加深入学习和研究,还须参看SIEMENS数控系统随机的技术手册1.1.1 数控车床中轴的定义数控编程、提高其程序的通用性,对数控机床的坐标轴及轴的运动方向的定义制定了统一的国际标准,数控加工机床都是按照笛卡儿坐标系的原则对机床轴进行定义的,如图1-1-1。
图1-1-1笛卡儿坐标系又称之为右手三指定则,在一般车削机床中,在车削加工平面中,Y轴指向的是主轴的旋转方向,以立式车床为例,当面对机床时,右手食指指向主轴的正向旋转方向,如图1-1-2。

目录编程简介 2 第1 节准备代码表 3 第2 节辅助功能表 5 第3 节刀具运动 6 第4 节绝对值坐标8 第5 节增量值坐标9 第6 节线形插补12 第7 节圆弧插补13 第8 节平面选择14 第9 节编程圆弧15 第10节机床参考17 第11节自动换刀命令18 第12节工件坐标系编程19 第13节Z轴值20 第14节刀具测量方法21 第15节刀具长度偏置23 第16节初始平面和快速平面25 第17节固定循环26 第18节刀具半径偏置33 第19节子程序35 第20节多个工件坐标系统的使用38 第21节螺线插补选用功能40 第22节后台编辑41 第23节编程选项42 第24节刚性攻丝44 第25节PMC“KEEP RELAY”参数---------------------------------------- 45编程简介本加工中心的编程是指:用给定的工艺方法(产品工程方法)制定出制造工件所需的一系列操作运行步骤。
第一步是写出FANUC控制系统能认识的格式,这叫做字地址编程格式。
每一个“字”都是一个完整的命令,用以指示控制系统执行某种特定的操作。
例:S1000 设置主轴转速为1000rpm;但控制系统不能确定主轴的旋转方向(顺时针/逆时针),因此编程员必须既确定主轴速度,也确定主轴旋转方向。
例:S1000 M03 将主轴转速设置为1000rpm(S1000)并顺时针启动主轴旋转(M03)。
在同一程序行中可编制多个“字”(如上例所示),因此减少了程序员所需的程序步骤。
每一个“字”的字母地址后需跟上数值,例S1000,其数值不能超越编程范围。
例:对S为0至9999,这些在同一行中写出的“字”,将组成程序信息的一“段”。
例如:N100 S1000 M03(程序段号)(转速)(方向)连续列出的“段”组成了“程序”。
第1节准备代码表(G功能)下列的G地址,确定了相关程序的指令含义。
G代码分为下列两类:一次有效代码----这种代码仅在写入的当段有效。

数控铣床编程指令 Prepared on 24 November 2020数控铣床编程指令4.2.2子程序1、坐标轴运动(插补)功能指令(1)点定位指令G00点定位指令(G00)为刀具以快速移动速度移动到用绝对值指令或增量值指令指定的工件坐标系中的位置。
指令格式:G00X—Y—Z一;式中X—Y—Z一为目标点坐标。
以绝对值指令编程时,刀具移动到终点的坐标值;以增量值指令编程时,指刀具移动的距离,用符号表示方向。
使用G00指令用法如下。
如上图所示,刀具由A点快速定位到B 点其程序为:G00G90X120.Y60.;(绝对坐标编程)(2)直线插补指令G01用G01指定直线进给,其作用是指令两个坐标或三个坐标以联动的方式,按指定的进给速度F,从当前所在位置沿直线移动到指令给出的目标位置,插补加工出任意斜率的平面或空间直线。
指令格式:G0lX—Y—Z—F一;程序段G01X10.Y20.Z20.F80.使刀具从当前位置以80mm/min的进给速度沿直线运动到(10,20,20)的位置。
例3:假设当前刀具所在点为.,则如下程序段N1G;.;将使刀具走出如图所示轨迹。
(3)圆弧插补指令G02和G03G02表示按指定速度进给的顺时针圆弧插补指令,G03表示按指定速度进给的逆时针圆弧插补指令。
顺圆、逆圆的判别方法是:沿着不在圆弧平面内的坐标轴由正方向向负方向看去,顺时针方向为G02,逆时针方向为G03,序格式:XY平面:G17G02X~Y~I~J~(R~)F~G17G03X~Y~I~J~(R~)F~ZX平面:G18G02X~Z~I~K~(R~)F~G18G03X~Z~I~K~(R~)F~G19G02Z~Y~J~K~(R~)F~G19G03Z~Y~J~K~(R~)F~式中X、Y、Z为圆弧终点坐标值,可以用绝对值,也可以用增量值,由G90或G91决定。
由I、J、K方式编圆弧时,I、J、K表示圆心相对于圆弧起点在X、Y、Z轴方向上的增量值。

OK958TD车床、铣床、磨床数控系统用 户 手 册地址:常州市戚墅堰工业开发区(东方大道 上高村) 电话:0519-******** 传真:0519-******** 网址: 邮件:OKSK2002@ 销售热线:137******** 服务热线:135********目 录第一篇 概述篇 (3)第二编 编程篇 (4)2.1 编程坐标 (4)2.2 编程结构 (4)2.3 编程指令代码及其功能说明 (5)2.4 编程指令及使用方法 (9)2.5 编程综合举例 (33)第三编 操作篇 (37)3.1 概述 (37)3.2 操作面板 (38)3.3 键盘说明 (38)3.4 手动操作 (40)3.5 自动操作 (46)3.6 安全操作 (48)3.7 参数操作 (51)3.8 编程操作 (65)第四篇 连接篇 (69)4.1 系统电气特性 (69)4.2 系统技术指标 (69)4.3 系统使用环境 (69)4.4 系统安装连接注意事项 (70)4.5 系统安装尺寸 (70)4.6 系统后视图 (71)4.7 系统接口连接图 (71)4.8 机床电器安装原理 (83)4.9 机床电器板 (94)第一篇概述篇本系统是我公司最新开发的以车床、铣床、磨床为代表的二、三、四轴数控系统。
控制电路采用最新数字信号处理器DSP、大规模可编程门列矩阵CPLD技术,多层PCB印制电路板,整机采用高集成芯片和表贴元件,结构更为紧凑合理,更好的保证了系统的可靠性和稳定性。
实时控制高速度(最高快移速度可达20米/分、最高进给插补速度可达10米/分)、高精度(控制精度可达0.1um);采用320x240点阵LCD亮度自适应液晶显示技术,LED背光亮度均匀使用寿命长,且克服了以往显示亮度受环境温度变化的缺点。
全屏幕中文菜单显示,操作极为简单方便。
本系统是以车床、铣床、磨床为代表的二、三、四坐标联动、开环控制普及型全数字式数控系统,功能强大,指令丰富,编程代码符合ISO国际代码标准。
工艺编程复习题1. 数控系统常用的两种插补功能是直线插补和圆弧插补。
2.根据加工零件图样选定的编制零件程序的原点是编程原点。
3.属于准备功能字的是G代码。
4.用来指定圆弧插补的平面和刀具补偿平面为xy平面的指令G17。
5.G96 S150 表示切削点线速度控制在150m/min。
6.程序停止,程序复位到起始位置的指令M30。
7.有些零件需要在不同的位置上重复加工同样的轮廓形状,应采用子程序调用功能。
8. 数控机床的坐标系采用右手法则判定X、Y、Z的正方向,根据ISO标准,在编程时采用工件相对静止而刀具运动的规则。
9. 加工箱体类零件平面时,应选择的数控机床是数控铣床。
10. 定位基准有粗基准和精基准两种,选择定位基准应力求基准重合原则,即设计基准,工艺基准和编程原点统一。
11. 下面指令中,属于非模态代码的指令是G0412. 下列较适合在数控机床上加工的内容是形状复杂,尺寸繁多,划线与检测困难的部位。
13. 在G43 G01 Z15.0 H15语句中,H15表示刀具长度补偿的地址是15。
14.加工精度包括尺寸精度、形状精度和位置精度。
15. 选择粗加工切削用量时,首先应选择尽可能大的背吃刀量,以减少走刀次数。
16. 撤销刀具长度补偿的指令是G49。
17. 重复限制自由度的定位现象称之为过定位。
18.切削加工工序原则先粗后精、先主后次、先面后孔。
19. 数控加工中心与普通数控铣床、镗床的主要区别是设置有刀库,在加工过程中由程序自动选用和更换刀具。
20.用三个支承点对工件的平面进行定位,能消除其一个平动两个转动的自由度。
21. 逼近直线或圆弧小段与曲线的交点或切点称为节点。
22. 数控机床不适用于单品种,大批量的生产。
23. 换刀点应设置在被加工零件的轮廓之外,并且不会与工件和夹具发生干涉。
24. 为保证工件轮廓表面粗糙度,最终轮廓应在一次走刀中连续加工出来。
25. 在数控程序中绝对坐标与增量坐标可单独使用,也可交叉使用。