CQI-9特殊过程:热处理评审(第二版)作业审核表
- 格式:xls
- 大小:33.50 KB
- 文档页数:2
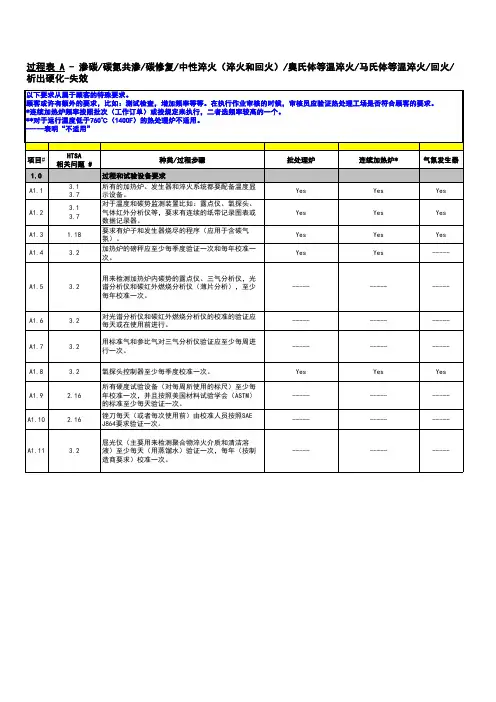
1.2/1.4/ 1.6
内部要求
1.2/1.4/
4.12 若执行力附加的步骤,是个获得过程批准? 1.6/1.11
/1.17
4.13 控制规范是否允许在加工或返工?
1.11 顾客要求
4.14
若所完成的操作需要证书(记录),该证书 (记录)能否精确的反映所执行的操作?
2.14/2.1 5
4.15 这些证书(记录)是否有受权人的签字?
圆图记录纸880℃→840℃
通过/不合格 /不适用
通过 通过 通过 通过 通过 通过
通过
时间
碳势
序号
作业审核要求
4.8.1 要求1 检验方法 检验频率或检验次数 样本的选择
规范
内部要求
内部要求 热处理系 顾客要求或内部 统评审条 要求
顾客要求
240分±10分→ 分
30分±5
圆图记录纸240分→30分
热处理返工记录单
工作环境安全管理规定 工作环境检查表
不适用
通过 不适用 不适用 通过
序号
作业审核要求
热处理系 顾客要求或内部 统评审条 要求
4.17 是否明确规定了包装要求?
2.9 顾客要求
4.18
包装是否最大程度的降低了零件混淆的可能性 (按容器高度分装零件)?
2.9 顾客要求
发运要求
4.19 零件是否有适当的标识?
2.2/2.3/ 2.4
顾客要求
否有进料检验的文件证据?
2.1 内部要求
是否明确装炉及装架的过程规范?
1.6/2.7/ 2.9
内部要求
是否对循环时间、温度、气氛等特殊参数建立 了适当的过程规范?参见过程规范表3.0 。请 在下列预留空格中填入这次审核已验证的过程 参数。
1.5/1.6/ 2.1/2.14 /2.15
金相检测报告HRC41.8
通过
4.8.3 要求3
顾客要求
检验方法
检验频率或检验次数
样本的选择
规范
操作者和检验员的职责
4.9
主管人员是否已签署合适的操作过程步骤?
1.4/2.2/ 2.3/2.14
内部要求
4.10
在控制计划规定的所有检验步骤是否都已完 成?
1.2/1.4 内部要求
4.11
是否实施了控制计划中尚未规定的步骤/操 作?
合同评审、APQP、FMEA和控制计划是否由具有 资格的人完成?
1.2/1.3/ 1.4/1.17
内部要求
热处理工厂是否有适用于该零件的顾客规范?
1.5 顾客要求
编制的工艺流程卡是否符合顾客要求?
1.6/2.1 顾客要求
整个热处理过程中是否自始至终保持材料的标 识(包括零件号、批次号、熔炼炉号、合同号 等)
温度
内部要求
作业程序或参考文件要求 合同评审程序及产品质量 先期策划程序中有相关要 加工协议中有对产品外 观,硬度等方面的要求
保持可追溯性
接受记录与进料信息一致 选用适用工装装载规定数 量的工件
880℃±10℃→ 840℃± 10℃
客观证据 CP、FMEA中有核心小组人员名单 加工协议 工艺流程卡 跟踪卡 交付计划及入库单 热处理零件装载作业指导书
2.3/2.9 内部要求
4.2 装载容器是否有适当的标识?
2.3/2.9 内部要求
作业程序或参考文件要求 顾客提供包装器具 顾客提供包装器具
标识和可追溯性程序 热处理零件装载作业指导
客观证据 顾客装用工装 顾客装用工装
跟踪卡,现场区域划分 工装编号
通过/不合格 /不适用
通过 通过
通过 通过
1.17
4.16
零件和热处理容器是否避免了外来杂质和污染 物的影响?
2.6/2.11
内部要求
HXD-1000数字式显微硬度 计 每炉1件 随机 EHT610=0.45-0.60
金相检测报告EHT610=0.5902
通过
不适用
CP
现场工作记录、检验记录及产品质检 报告、金相检测报告
通过
不适用
不合格品控制程序
0.92±0.05→ 0.80±0.05 圆图记录纸0.90
作业程序或参考文件要求 客观证据
HR-150A洛氏硬度计 每炉5件 随机 表面硬度HRA81-83
产品质检报告HRA81-83
通过 通过 通过/不合格
/不适用
通过
4.8.2 要求2 检验方法
检验频率或检验次数 样本的选择 规范
顾客要求
HXD-1000数字式显微硬度 计 每炉1件 随机 心部硬度HRC≥33
特殊
过
程:
热处
作业审核表
间生产任 2010.08.20.
务单编号: 2
零件编号:
7069.053.13 7
零件类别: PQ24齿轮
材料: 16MnCr5
热处理要 求:
碳氮共渗
序号 4.1 4.2 4.3 4.4 4.5 4.6
4.7
作业审核要求
热处理系 顾客要求或内部 统评审条 要求