冲压模具管理表格汇编
- 格式:xls
- 大小:366.00 KB
- 文档页数:1
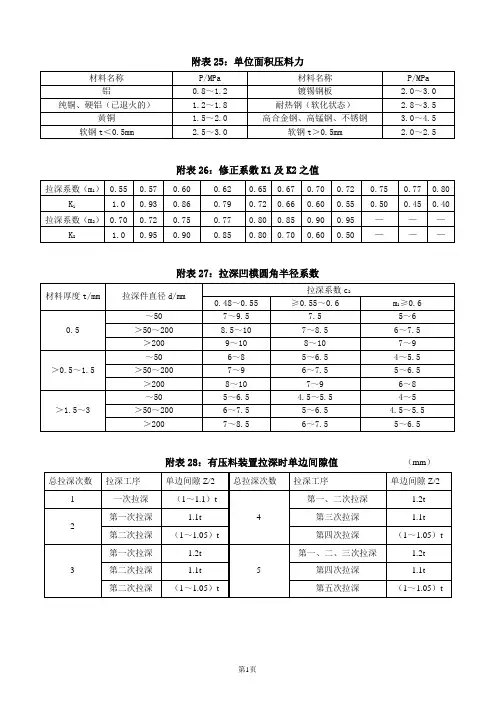
附表25:单位面积压料力附表26:修正系数K1及K2之值附表27:拉深凹模圆角半径系数附表28:有压料装置拉深时单边间隙值(mm)附表29:凸模制造公差与凹模制造公差(mm)附表30:模具工作零件的常用材料及热处理要求附表31:模具一般零件的常用材料及热处理要求附表32:冲模零件的表面粗糙度要求附表33:各种加工方法可能达到的表面粗糙度附表34:冲模零件的公差配合要求附表35:螺孔(或沉孔)、销钉之间及至刃壁的最小距离螺纹孔 M4 M6M8 M10 M12 M16 M20 M24 螺孔(或沉孔)中心至模板边缘的距离 淬火 8 10 12 14 16 20 25 30 不淬火 6.5 8 10 11 13 16 20 25 螺孔(或沉孔)中心至刃壁的距离淬火 7 12141719 242835沉孔边缘间距、沉孔边缘与销钉孔边缘间距 淬火 5 不淬火3 销钉孔d/mm 2 34 5 6 8 10 12 16 20 25 销钉孔中心至模板边缘的距离 淬火 5 6 7 8 9 11 12 15 16 20 25 不淬火 3 3.5 4 5 6 78 10 13 16 20附表36:凹模刃口的常用型式及主要参数表刃口型式序号 结构简图特点及适用范围直筒形刃口11.为直通式,强度高,修磨后刃口尺寸不变。
2.用于大型或精度高的零件,有顶出装置。
不适用于下漏料模具。
21.刃口强度高,修磨后刃口尺寸不变。
2.凹模内易积存废料或工件,刃口磨损快。
3.用于复杂形状或高精度的工件。
31.特点同序号2,刃口强度稍低。
2. 用于复杂形状或高精度的中小型工件。
3.可用于装有顶出装置的模具。
41.凹模硬度较低,一般为40HRC ,可用锤击刃口外侧斜面调整间隙。
2.用于薄而软的金属或非金属零件。
锥形刃口51.刃口强度较差,修磨后刃口尺寸增大。
2.凹模内不易积存废料或工件,刃口磨损慢。
3.用于形状简单、精度要求不高的工件。
61. 特点同序号5。
冲压模具使用及维修保养程序(IATF16949-2016/ISO9001-2015)1.0目的和适用范围为使冲压工装得到安全正确的使用和精心维护,确保冲压零件质量,提高冲压生产效率,延长模具寿命,以达到完好的技术状态和环保要求。
2.0职责操作人员严格执行工艺文件,严肃工艺纪律,规范操作,维护保养设备,完善原始记录。
3.0作业程序3.1冲压模具的使用规范3.1.1整理工作场地及检查《设备点检记录》:从压力机工作台上,将与工作无关的物件与工具清理干净,查看《设备点检记录》,有无未解决的问题。
3.1.2对设备进行全面检查:首先确保设备的运转正常。
3.1.3认真阅读《冲压操作指导书》3.1.4压板、调节螺钉及压板螺钉使用规范:a) 检查压板、调节螺钉及压板螺钉是否有损伤;b) 模具长度大于1.5米的使用相应冲床配套的压板不少于6套,模具长度不大于1.5米的使用相应冲床配套的压板不少于4套;c) 尽量使用压板槽固定模具。
3.1.5模具安装:a) 确认模具安装前的高度;b) 调整压力机闭合高度大于模具安装前的高度10mm;c) 将上下模板安装面擦拭干净;d) 将模具放置在工作台上,(带气顶杆的模具安装时,首先按相应工艺要求装入气顶杆),调整压力机滑块,使之与模具上模板安装面贴合,若是双动模具先安装凸模再安装压料圈,用相应压板、压板螺丝、垫块拧紧固定好;e) 将压力机滑块开至上死点,检查上、下冲模是否清洁,有无毛刺,刃口处有无裂纹、凹痕或伤痕等,模具导柱涂油润滑;f) 开动机床将上下模导正后,将模具下模板安装板固定好。
3.1.6冲压件生产调试a) 准备好工作时所需的工具、夹具等;b) 调整模具高度,放入料片,进行试冲,参考作业指导书并由检验确认合格;c) 压力机重新启动、模具修理后及压缩空气压力改变后均要重复以上操作。
3.1.7冲压件批量生产a) 模具导向使用专用润滑油,每两小时冲次润滑一次;b) 每次放料之前保证模区内没有料片,避免重叠;尤其是上模不能存料。
模具管理程序(IATF16949-2016/ISO9001-2015)1.0目的规定模具设计、制造、验收、移交、使用维护、标识、变更、报废等管理过程,确保模具符合产品要求。
2.0范围本企业所用模具的设计、制造、验收、移交、使用维护、标识、变更、报废全过程,包括顾客提供的模具。
3.0术语3.1.模具:专指用于注塑塑料制品的注塑模具和发泡模具。
3.2.日常维护保养:模具维修班长负责对模具实施运行前、运行中和运行后的维护保养。
3.3.定期保养:对达到预定使用期限或试用频次的模具所进行的维护保养。
4.0管理职责4.1.产品开发部:4.1.1.负责为模具供应商提供产品的2D图纸、3D数据和相关资料、标准;4.1.2.组织模具开发各阶段的评审及验收;4.1.3.负责批产前模具档案的建立和维护。
4.2.制造部工装动力科:是批产模具的归口管理门;4.2.1.负责参与前期开发产品模具的设计方案评审及模具试制、验收;4.2.2.负责批产模具档案的统计管理;4.2.3.对模具定期盘点;4.2.4.组织制定模具备件清单;4.2.5.组织统计模具的使用及异常情况;4.2.6.对制造系统模具的使用、维护保养情况进行监查;4.2.7.组织模具的闲置、调剂、报废处理。
4.3.质保部:4.3.1.负责配合模具方案的评审及模具验收;4.3.2.负责样品的外观、尺寸检测及功能试验、样件的试装。
4.4.制造部工装动力科:4.4.1.批产模具建立模具台账;4.4.2.制定模具备件清单及计划;4.4.3.建立模具管理履历表;4.4.4.制定维护保养计划并实施维护与维修。
4.5.采购部:配合模具的试制和验收中提供产品原材料。
4.6.财务部:根据模具开发进度提供资金支持;对报废模具进行帐务处理。
4.7.市场营销部:对属于顾客财产的模具处理前,负责与顾客沟通工作。
5.0工作程序更多免费资料下载请进:好好学习社区更多免费资料下载请进:好好学习社区更多免费资料下载请进:好好学习社区。
冲压模具管理程序(IATF16949-2016/ISO9001-2015)1.0目的冲压模具是汽车车身生产中不可缺少的特殊工装,模具的合理使用、维护、保养与管理对延长模具使用寿命、降低冲压件成本、提高制件质量、改善模具的技术状态至关重要,是保证冲压正常生产的一项重要工作。
2.0适用范围本文件适用于冲压厂所有模具。
3.0术语及定义无4.0职责4.1装备动力部工装科是模具的归口管理部门4.2冲压工艺科负责拟定《模具调整卡》。
4.3冲压工艺科负责模具的改进涉及到产品设计更改,由冲压工艺科提出设计更改申请,报研发部评审确认后进行相关产品设计文件的更改。
4.4负责本厂无能力维修的模具异常问题,由冲压厂技质科上报冲压工艺科,冲压工艺科及时制定维修方案并组织外协维修。
4.5模具保全负责组织已交付使用模具的维修,并填写《模具维修记录》,每月制模具维修计划,模具维修人员依据模具维修计划对模具进行改动和主动维修。
4.6模具保全负责组织已交付使用模具的保养,严格按照《模具保养计划》执行,保养模具过程中发现问题及时维修,并填写《模具维修记录》。
4.7模具保全负责模具易损件库存量的管理,采购模具标准件及外协维修制件质量的检验,包括材质、尺寸规格、表面硬度、表面粗糙度等技术指标的检验;临时加工件由维修人员协助按相应技术标准进行验收。
4.8模具保全负责监督对模具使用部门的正确使用的管理权,对违规使用情况给予警告纠正或通报处罚。
4.9各生产班组负责执行《模具调整卡》要求,确保模具正常使用。
4.10各生产班组负责模具使用前、使用中、使用后的点检,并如实填写《模具点检表》,发现异常及时联系模具维修人员,异常处置完毕后方可正常生产。
4.11各生产班组负责模具使用后的存储管理,清理模具上下表面料豆油污,清理模具尘土杂物,确保模具放置区卫生。
5.0工作程序5.1冲压模具管理规定工作流程图:见附件。
5.2模具的使用依据《模具调整卡》设定相关参数执行。
**项目模具设计与制造技术协议甲方:**甲方代表:乙方:**乙方代表:目录一、供货明细二、设计基本要求三、工艺方案图(D/L图)设计技术要求四、工艺数模要求五、模具设计技术要求六、对于设计更改七、资料会签八、项目进度管理九、模具查收十、售后服务十一、其余要求十二、甲方供给资料明细十三、乙方供给资料明细甲方(**),拜托乙方承制模具的设计制造。
经甲乙二方共同磋商,达成本协议。
一、所需开发模具的零件名称、件号实时间节点。
1.所需制作的模具名称、件号等明细详见数模明细表。
2.时间节点:首批合格样件交托时间为2014年03月10日二、设计基本要求1.乙方在进行工艺方案和模具设计时,乙方采纳的标准需经甲方认同,最后工艺由会签纪要确立。
除本协议特别要求外,可采纳中国汽车结合会标准或公司标准。
2.冲压零件采纳质量基准书规定的定位基准,使模具、检具为同必定位基准。
3.模具以设计基准点为主基准,包含侧面基准面、中心基准标志、坐标键槽、三销基准、安装定位基准,使设计、制造、检测基准三者相一致。
4.除特别注明外,全部图纸资料一定切合机械制图国家标准GB4457-4460-84,GB131-83。
5.全部工艺方案图、模具图按3D进行设计,文件种类为UG或CATIA格式。
6.图面要求a视图投影法:第一角法;b图幅要求:按机械制图国家标准,最大采纳A0号图纸;c图型比率:1:1,1:2,1:3,1:4;d图面使用文字:汉语(可使用汉语+英语);e尺寸表示:公制;f图纸标题栏:模具制造厂家自己的标准;g零件明细表:模具制造厂家自己的标准;h零件图作图款式:左边零件;i上模画法和方向:翻转向右;j对镶拼结构的镶块数据应独自出图,并表记清楚。
k按比率出图三、工艺方案图(D/L图)设计技术要求1.工艺方案图一定表达清楚,尺寸完好正确,能正确指导工艺数模设计及模具设计。
2.工艺方案图一定正确反应以下内容:a达成零件冲压加工的全部工序数及各工序加工内容,并用不一样符号加以划分,工序用OP1/5、OP2/5……表示;b各工序冲压加工方向。
冲压工厂员工规章制度表第一章总则第一条为规范冲压工厂员工行为,保证生产秩序和生产安全,特制订本规章制度。
第二条本规章制度适用于冲压工厂所有员工,员工应严格遵守并执行。
第三条冲压工厂员工应发扬团结互助、勤奋敬业、遵纪守法、诚实守信的优良作风,共同维护冲压工厂的正常生产秩序和企业形象。
第二章工作岗位要求第四条冲压工厂员工应按照工作安排,准时到岗上班,不得迟到早退,并保持工作状态高度集中。
第五条冲压工厂员工应认真执行领导安排的工作任务,确保按时完成生产任务,并严格遵守生产操作规程,不得擅自变更或改动。
第六条冲压工厂员工应学习企业生产技术和操作规程,不断提高工作技能和素质,确保操作设备时安全生产。
第七条冲压工厂员工应积极参与生产计划和管理工作,密切协作,保持良好的交流和沟通,避免出现生产冲突。
第三章职业操守第八条冲压工厂员工应严格遵守企业规章制度,不得违反国家法律法规和企业相关规定。
第九条冲压工厂员工应保守企业商业秘密和生产技术,不得泄露给非法途径。
第十条冲压工厂员工应不得与他人串通作弊或以不正当手段获取利益。
第四章安全生产第十一条冲压工厂员工应严格遵守相关安全规定,正确使用劳动防护用品,避免发生意外事故。
第十二条冲压工厂员工应随时留意设备状态,及时发现问题并报告处理,确保设备正常运行。
第十三条冲压工厂员工应参加企业组织的安全培训,了解相关安全知识和技能,提高自身安全意识。
第五章纪律管理第十四条冲压工厂员工应严格遵守工作纪律,不得违反相关规定,否则将受到相应的处罚。
第十五条冲压工厂员工应保持良好的工作态度,不得擅自离岗或翘班,否则将影响生产秩序。
第十六条冲压工厂员工应尊重领导和同事,互相协作,共同完成生产任务,不得发生欺凌、冲突等行为。
第六章处罚规定第十七条冲压工厂员工如违反本规章制度,将受到相应的处罚,包括口头警告、书面警告、记过、记大过、辞退等。
第十八条冲压工厂员工应认真对待处罚,严格遵守相关规定,改正错误,以示诚意。
模具管理规范(ISO9001:2015)1.0目的使模具满足新品开发和日常生产所需,并对其进行有效地维护管理,使之处于良好的状态,以确保达到产品质量和准时交付的要求。
2.0范围适用于本公司所有新品开发和日常生产所需的自用模具和公司付费的外发模具。
3.0 责任3.1项目部负责新品模具申请、产品尺寸、功能跟踪确认。
3.2工程部负责产品开发中自用模具方案确定、标准化推行、质量进度跟踪。
3.3生产部负责日常生产模具申请、模具验收、维护和保管。
3.4质量部负责新品模具、生产模具的产品检验和监测。
3.5采购部负责模具的报价、制造跟踪、外发模具的跟踪。
4.0定义本公司模具包括:注塑模、压铸模、冲压模、复剪模、压方模、挤压模、滚压模、去飞边模具。
5.0过程5.1详细流程参考文件《模具管理流程图》。
5.2模具申请5.2.1新品开发需要的模具由项目部项目工程师根据项目进度计划填写《模具采购信息单》交采购部。
5.2.2非新项目(即已经生产了的模具)需增开模具,因模具已不能修复或者模具寿命已达到的,由生产部模具维修工程师申请,因工艺改进、产能增加等原因的,由工程部工艺工程师提供相关资料给生产部,由生产部申请,并填写《模具采购信息单》经模具工程师审核、工程部经理批准后交采购部。
5.3模具报价:采购工程师根据模具采购申请单选择2-3家供应商报价,综合价格、质量、交期和服务选取供应商。
5.4批准采购:由总经理根据采购部汇总的信息批准采购申请单。
5.5自用的模具开发规范:5.5.1新品开发需要的自用模具,按照《新项目自用模具开发流程图》的流程执行。
项目部项目工程师须提供产品的年量、项目年限、使用材料、使用生产线、客户等相关资料给工程部模具工程师对产品的开模方案进行确认,编制《新模具开发清单》,经工程部经理审核后由产品工程师连同产品3D和2D图打包发邮件给采购部,作为模具询价的基本资料。
5.5.2模具定点后,采购工程师向项目工程师、模具工程师通报定点厂家及相关信息,包括制造厂商、开始制造日期、计划完成制造日期,项目工程师确认进度是否满足项目进度要求。
冲压车间管理制度表第一章总则第一条为规范冲压车间管理工作,促进车间生产秩序和生产效率的提高,制定本管理制度。
第二条冲压车间是本公司生产的重要环节,各员工应当严格遵守本管理制度的规定,共同维护车间的生产秩序和生产安全。
第三条本制度适用于冲压车间全体员工的行为规范和管理要求,具有法律效力。
第二章车间管理职责第四条冲压车间设有一名车间主任,负责全面管理车间工作,负责生产任务的下达和监督,确保生产计划的顺利完成。
第五条车间主任下设组长,负责管理车间一线员工的日常工作,协助车间主任制定生产计划,监督员工的工作进度和质量。
第六条车间主任、组长及其他员工应当做到工作责任明确,履行岗位职责,确保车间生产任务的完成。
第三章生产管理规定第七条冲压车间应当按照生产计划进行生产工作,保证产品质量和生产效率。
第八条车间员工应当严格按照操作规程和安全操作程序进行生产操作,不得临时变更操作程序或者违规操作。
第九条车间主任、组长对车间生产工作负责,负责监督员工的工作情况,制定生产安排和生产进度。
第十条车间主任应当及时协调生产需求和人力资源,合理安排员工的工作任务和工作时间,保证生产任务的完成。
第四章安全管理规定第十一条冲压车间是一个安全生产的重要环节,所有员工应当严格遵守安全操作规定,做好安全生产工作。
第十二条车间主任应当安排专人负责安全管理工作,定期进行安全生产检查,发现问题及时整改、防止事故的发生。
第十三条车间员工应当加强安全意识,做好个人防护措施,严禁在生产过程中违反安全操作规定。
第十四条发生事故或者安全隐患时,应当及时上报车间主任,立即采取措施消除安全隐患,确保车间生产秩序和员工人身安全。
第五章质量管理规定第十五条冲压车间应当严格按照质量标准和操作规程,保证产品质量,确保产品合格率。
第十六条车间员工应当加强质量意识,严格按照生产要求进行操作,保证产品出厂质量。
第十七条车间主任应当建立完善的质量管理体系,制定并实施质量管理制度,不断提高产品质量和生产效率。
冲压车间生产现场管理规范(含表格)冲压车间生产现场管理规范(ISO9001-2015)1.0目的为了进一步加强冲压车间管理的基础工作,推行6S管理,对现场管理实施有效的控制。
2.0范围本办法适用于冲压车间的现场管理。
3.0定义6S内容:整理、整顿、清扫、清洁、素养、安全。
4.0责任4.1冲压车间是本办法的归口管理部门,负责车间现场6S管理的总调度和监督考核工作。
4.2各班组负责现场6S的实施和管理工作。
5.0管理规定5.1现场6S的要求5.1.1整理的要求不用的东西不放在现场,坚决从现场中清除掉;对于不常用的、偶尔使用的东西,要集中存放在车间;经常使用的东西整齐排列,存放在作业区。
5.1.2整顿的要求需要的东西,定置摆放,做到物各有位,物在其位;对现场实行目视管理和挂牌管理,达到过目知数;物品取用返还方便、顺畅,无寻找时间;各种工具归类,分规格、型号摆放,做到一目了然。
5.1.3清扫的要求a)工作场地坚持经常清扫,自己使用的东西和工作场地要自己清扫干净,要提高自己的清扫意识,保持现场始终洁净;b)对设备清扫的同时,要检查是否有异常现象,要保持设备的润滑;c)在保持地面清洁的同时,要看油、水、汽滴漏情况,分析原因,在日常清扫工作中逐渐改善和杜绝,通过持续改进,使现场环境良性化。
5.1.4清洁的要求操作者要保持工作环境每时每刻都清洁美化;要对现场进行随时的清扫和清理,做到无滴漏,无积灰、油污等。
要保持生产件的清洁。
5.1.5素养的要求培养操作者的自我管理和自我约束,提高员工的自我管理水平和意识;提高员工“现场整洁是我们的脸面”的意识,自觉整理、整顿和清扫环境。
5.1.6安全的要求贯彻“安全第一、预防为主”的方针,在生产、工作中,必须确保人身、设备、设施安全,严守国家机密。
5.2绿化工艺的要求要求现场必须悬挂工艺卡片和作业指导书;工艺的制定必须满足生产的需要和产品检验的要求;5.3现场检验要求首件必检,对每道工序的首件必须实行“三检制”即:操作者自检、操作者之间互检、检查员专检;5.4建立三块板5.4.1建立现场定置管理图板。
Docum ent Versio n:BFOTGeneral buildCMKCPKPrepa red Revie wed六.试模意见Trial comments七.CPK status/CPK 状态及结果(Estimate by Tool function/根据模具运行及功能)Tool issues/模具问题:Picture/图片:五.辅助设备 Assistant EquipmentWashing or Not After PU产品是否清洗Other Assistant Equipment其它辅助设务Feeder Height 送料线高度(mm)Misfeed SensorAngle 误送感应角度Press Sensor(Thickness)压力感应(模高)Run Speed冲压速度 (spm)Tool Close gap 模具闭合间隙Part weight/Gross weight 产品净重/产品毛重四.FOT/CMK/CPK 生产冲压参数 CPK Parameter recordPu M/C NO 冲压机台号M/C Type 机型-吨位Stroke Height 行 程 (mm)Ram Height 闭合高度 (mm)Release Angle 释放角度( °)Tool Ram Height 模具闭合高度 ( mm ) ref.Run Speed / Circle Time 冲压速度 spm/ 循环周期 s Step Length 送料步距 ( mm )Range of Stroke Height行程范围 ( mm )Raw Material 材料种类Material Spec.材料规格 (T * W)三.通用标准冲压参数 Standard Punching ParameterProcess Name 工序名称Press Capability of M/C 冲床压力能力 ( T )Participator 参与人Date 测试日期二.冲压材料 Raw MaterialMaterial Code材料号Mat'l Pretreatment材料预处理Product NO 产品编号 ( P/N )Tool NO 模具编号 ( T/N )Customer 客户名称Supplier 供应商名称Punching Trial Report 冲压新模试模记录表测试类别一. 描述 DescriptionProject Name 项目名称Product Name 产品名称CPK PassedCPK Failed CPK Accept。