模塑件公差表-gb14486-学习资料
- 格式:xls
- 大小:569.50 KB
- 文档页数:5
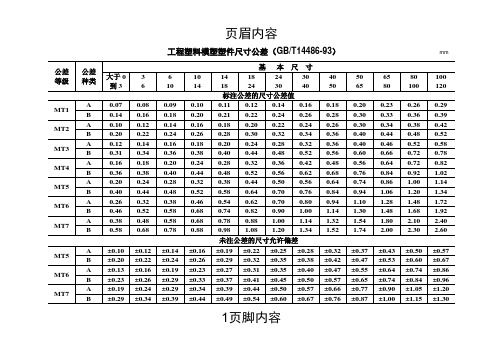

工程塑料模塑料件尺寸公差值公差等级公差种类大于0 到3>3~6>6~10>10~14>14~18>18~24>24~30>30~40>40~50公差等级公差种类>50~65>65~80>80~100>100~120>120~140> 140~160>160~180>180~200>200~225公差等级公差种类>225~250>250~280>280~315>315~355>355~400>400~450>450~500标注公差的塑料件尺寸公差值标注公差的塑料件尺寸公差值标注公差的塑料件尺寸公差值MT1A0.070.080.090.10.110.120.140.160.18MT1A0.200.230.260.290.320.360.400.440.48MT1A0.520.560.600.640.700.780.86 B0.140.160.180.200.210.220.240.260.28B0.300.330.360.390.420.460.500.540.58B0.620.660.700.740.800.880.96 MT2A0.100.120.140.160.180.200.220.240.26MT2A0.300.340.380.420.460.500.540.600.66MT2A0.720.760.840.92 1.00 1.10 1.20 B0.200.220.240.260.280.300.320.340.36B0.400.440.480.520.560.600.640.700.76B0.820.860.94 1.02 1.10 1.20 1.30 MT3A0.120.140.160.180.200.240.280 .320.36MT3A0.400.460.520.580.640.700.780.860.92MT3A 1.00 1.10 1.20 1.30 1.44 1.60 1.74 B0.320.340.360.380.400.440.480.520.56B0.600.660.720.780.840.900.98 1.06 1.12B 1.20 1.30 1.40 1.50 1.64 1.80 1.94 MT4A0.160.180.20.240.280.320.360.420.48MT4A0.560.640.720.820.92 1.02 1.12 1.24 1.36MT4A 1.48 1.62 1.80 2.00 2.20 2.40 2.60 B0.360.380.400.440.480.520.560.620.68B0.760.840.92 1.02 1.12 1.22 1.32 1.44 1.56B 1.68 1.82 2.00 2.20 2.40 2.60 2.80 MT5A0.200.240.280.320.380.440.50.560.64MT5A0.740.86 1.00 1.14 1.28 1.44 1.60 1.76 1.92MT5A 2.10 2.30 2.50 2.80 3.10 3.50 3.90 B0.400.440.480.520.580.640.700.760.84B0.94 1.06 1.20 1.34 1.48 1.64 1.80 1.96 2.12B 2.30 2.50 2.70 3.00 3.30 3.70 4.10 MT6A0.260.320.380.460.540.620.70.80.94MT6A 1.10 1.28 1.48 1.72 2.00 2.20 2.40 2.60 2.90MT6A 3.20 3.50 3.80 4.30 4.70 5.30 6.00 B0.460.520.580.680.740.820.90 1.00 1.14B 1.30 1.48 1.68 1.92 2.20 2.40 2.60 2.80 3.10B 3.40 3.70 4.00 4.50 4.90 5.50 6.20 MT7A0.380.480.580.680.780.88 1.00 1.14 1.32MT7A 1.54 1.8 2.10 2.40 2.70 3.00 3.30 3.70 4.10MT7A 4.50 4.90 5.40 6.00 6.707.408.20 B0.580.680.780.880.98 1.08 1.20 1.34 1.52B 1.74 2.00 2.30 2.60 3.10 3.20 3.50 3.90 4.30B 4.70 5.10 5.60 6.20 6.907.608.40注:1) A为不受模具活动部分影响的尺寸公差值;B为受模具活动部分影响的尺寸公差值。


上传标准中华人民共和国国家标准工程塑料模塑塑料件尺寸公差GB/T 14486一93Dimensional tolerances for plastic engineeringmo u lde d p las ti cp at s1 主题内容与适用范围本标准规定了热固性和热塑性工程塑料模塑塑料件(以下简称模塑制品)的尺寸公差本标准适用于注塑、压塑、传递和浇铸成型的工程塑料模塑塑料件。
不适用于挤塑成型、吹塑成型、烧结和泡沫制品。
2 引用标准GB 180。
公差与配合总论标准公差与基本偏差3 基本规定3.1 模塑件尺寸公差的代号、等级及数值模塑件尺寸公差的代号为MT,公差等级分为7级,各级公差数值列于表1012 公差等级的选用常用材料模塑件的公差等级的选用见表2。
未列入表中的材料模塑件选用公差等级的方法见附录A(补充件)。
13 标注公差的尺寸标注公差的公差等级见表2,其所列数值与表1中的公差等级相对应。
本标准只规定公差,基本尺寸的上、下偏差可根据工程的实际需要分配。
例如,公差0.8可分配为:未注公差的尺寸+ 0-8,_;.。
,士0.4,给今或给;等。
未注公差尺寸的公差等级见表2,其所列数值与表1中的公差等级相对应。
不受模具活动部分影响的尺寸“表1中关于不受模具活动部分影响的尺寸是指在同一个模具零件中成型的尺寸,见图134 35国家技术监督局1993一06一15批准1994一05一01实施cB/T 14486一93表1 模塑件公差种类,大于0到3 : 610 :: :; ;: :::::: ::::标注公差的MTIA 0. 07 0.08 0.09 0.10 0.11 0.12 0. 14 0. 16 0. 18 0. 20 〔).23B 0.1 4 0.16 0.18 0.2 0 0.2 1 0.22 0.2 4 0.2 6 0.28 0.3 0 0.3 30.10 0. 12 0. 14 0. 16 0. 18 0. 20 0. 22 0.24 o. 26 0. 30 0. 34M"C2AB 0.2 0 0.2 2 0.2 4 0.2 6 0.2 8 0.3 0 0.3 2 0.3 4 0.3 6 0.4 0 0.4 40 12 0. 14 0. 16 0. 18 0. 20 0. 24 0. 28 0. 32 0. 36 0. 40 0. 46MT3AB 0.3 2 0.3 4 0.3 6 0.3 8 0.4 0 0.4 4 0.4 8 0.5 2 0.56 0.60 0.660. 16 0. 18 0.20 0. 24 0. 28 0. 32 0.36 0. 42 0. 48 0. 56 0. 64M T4AR 0.3 6 0.3 8 0.4 0 0.44 0.4 8 0.5 2 0.56 0.6 2 0.6 8 0.7 6 0.840.20 0.24 0.28 0.32 0.38 0.44 0.50 0.56 0.64 0. 74 0.86MTSA0. 40 0. 44 0. 48 0.52 0. 58 0. 64 0. 70 0. 76 0.84 0. 94 1. 06110. 26 0. 32 0.38 0.46 0 54 0.62 0.70 0.80 0.94 1.10 I. 28MT6A0.46 0.52 0.58 0.68 0- 74 0.82 0.90 1.00 1. 14 1.30 ] 48B0. 38 0. 48 0. 58 0. 68 0-78 0.88 1.00 1. 14 1.32 1. 54 1.80M T7A0. 58 0. 68 0. 78 0. 88 0.98 1.08 1.201.34 1.52 1.74 2. 00F3未注公差的MTSA 士0.10 士0. 12 士0. 14 士0.16 + 0.19 士0. 22 士0. 25 士0.28 士0. 32 士0. 37 士0. 43 + 0. 20 士0. 22 士0. 24 士。
如何确定注塑件的尺寸公差公差表示零件的尺寸的测量值与其理想值之间的差异程度。
创建公差的目的不是为了防止零件尺寸不可避免的变化,而是从制造过程的开始就考虑到它们并尽我们所能控制它们在一个合理可接受的范围。
这些可接受的偏差范围(公差)对于较大的零件以及由多个组件组装而成的产品变得尤为重要。
如果零件公差超出可接受的范围,它们可能根本无法满足装配要求。
因此,合理的尺寸公差可以帮助生产运行期间节省金钱、时间和资源,同时确保生产合格的零件。
产品的结构设计不单单是设计出3D结构就完事,同时需要设计零件加工图(工程图),工程图设计中,较为重要的是尺寸公差的定义,这有利于加工厂选择合适的加工方式,同时提供给质检员检测尺寸的依据。
虽然注塑成型工艺非常适合大规模生产零件,但是不可能生产出尺寸相同的零件;因此,设计人员有必要定义了注塑件设计尺寸的公差。
这些公差是为了确保所有尺寸都符合制造能力以及装配要求,但是,大多数时候,设计者往往容易忽略这一点,以至于零件尺寸超差。
本文讨论如何以更准确和实用的方式分析注塑件的尺寸、公差和范围,以帮助设计人员合理确定注塑件的实际尺寸公差。
定义:·公差:由设计师根据设计尺寸给出。
·偏差:是生产的结果。
·范围:一批生产零件中尺寸的最小和最大测量值之间的差异。
注塑件的公差的影响因素有:产品结构的设计、成型原料的类型(收缩率)、模具的设计与制造、注塑设备的稳定、注塑工艺条件等。
模具的型腔由钢(硬化钢)制成,因此模具中没有尺寸变化。
因此,可以通过分析收缩来处理产品尺寸。
以下分析仅限于:· 仅尺寸收缩(不变形)· 注射工艺参数无变化· 忽略模具磨损以及制造公差为了便于说明,从一个简单示例开始(所有尺寸均以mm为单位)。
见图 1:图 1:零件的草图尺寸1 (2.0±0.1),为了在产品上达到这个尺寸,在模具生产中加入收缩率。
假设收缩率为2%。