电机生产工艺通用流程图
- 格式:pdf
- 大小:143.50 KB
- 文档页数:3
电机制造工艺知识电机制造工艺知识培训教材一、工艺流程图1、Y2系列电机流程图;2、Z4直流电机流程图;3、YKK高压电机流程图二、关键工艺(1)水压试验(2)磨削(3)校动平衡(4)转子铸铝(5)定子铁心压装(6)绕组浸渍1、校动平衡(1)电机的转动部件(转子、风扇)由于结构不对称(如键槽、记号槽),材料质量不均匀或制造加工时的误差等原因,而造成转动体机械上的不平衡,就会使该转动体的重心对轴线产生偏移,转动时由于偏心的惯性作用,将产生不平衡的离心力或离心力偶,电机在离心力的作用下将产生振动。
(2)转子不平衡的影响电机转子不平衡所产生的振动对电机的危害很大:1)消耗能量,使电机效率降低;2)直接伤害电机轴承,加速其磨损,缩短使用寿命;3)影响安装基础和与电机配套设备的运转,使某些零件松动或疲劳损伤,造成事故;4)直流电枢的不平衡引起的振动会使换向器产生火花;5)产生机械噪声;(3)平衡精度等级有11种:G1、G2.5、G6.32、绕组浸渍(1)绝缘浸渍是电机在制造过程中或制造后以及电机定子绕组或转子绕组在嵌线装配后,按一定的工艺方法浸渍绝缘漆,以提高绝缘的耐热性、耐潮性、耐化学腐蚀性,提高电机绝缘的各中电气性能,降低介质损耗,提高绝缘的力学性能,改善导热性,降低电机温升,延长电机绝缘寿命,延长电机使用寿命。
绝缘浸渍是电机制造的关键工序。
(2)常用的浸渍方法:a、普通沉浸;b、连续沉浸;c、滚浸;d、浇漆;e、滴漆;f、真空浸漆;g、VPI真空压力浸漆;(2)绝缘分为七个等级:A(105℃)、E(120℃)、B(130℃80K)F(155℃100K)、H(180℃125K)、C(180℃以上)4、VPI简介:V:Vacuum 真空P:Pressure 压力I:Impregnation 浸渍真空压力浸渍(简称VPI)绝缘是50年代末始于美国西屋公司,60年代开始发展的绝缘处理技术。
国内已采用VPI绝缘技术的电机生产厂大多采用中胶VPI绝缘技术。
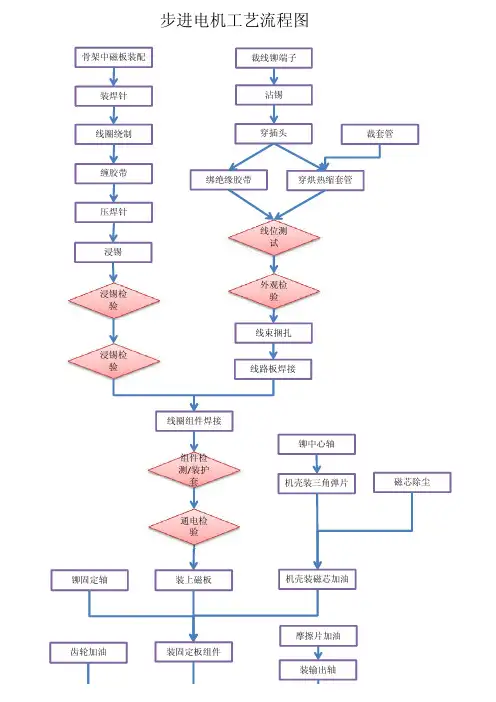
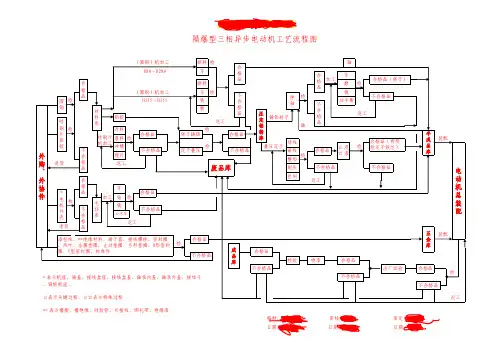
电机制造工艺流程电机生产工艺简述及工艺流程图电机制造是整个机器制造业中的一个重要部门,电机除了具有和一般机器类似的结构部分之外,还具有特殊的导电、导磁和绝缘部分,因此,在电机制造的工艺过程中,除了具有一般机械制造中所共有的锻、铸、焊、金工加工和装配之外,还有电机制造所特有的工艺,如铁心的冲制和压装、换向器的制造以及绕组的制造(绕线、成形、绝缘、嵌线、浸漆和烘干)等.在电机制造业中,为了完成这些特殊的工艺过程,除了金属切削机床以外,还要具备大量的非标设备(专用设备),例如铁心冲片涂漆和干燥(或铁心冲片的氧化处理)所用的专用设备;转子铸铝所用的熔铝炉、预热炉及压铸机(或离心铸铝机)、转子铜条(鼠龙结构)中频焊机;防爆电机壳体(即型腔)耐压试验设备;绕组制造中所用的绕线机、胀形机、包绝缘机、浸渍、烘干设备等,这些设备的制造质量和操作工艺过程的工作质量对电机的性能及工作的可靠性有着很大的影响.不但电机制造工艺具有多样性,而且所使用材料的种类也多样化,电机制造中不但要用到一般的金属材料,还要用到有色金属及其合金,以及各种绝缘材料.根据电机结构以及零部件的种类,可分为如下制造工艺过程:1电机零部件的金工加工:1.1转轴和转子的加工1.2端盖、油盖、出线盒的加工1.3机座的加工2定子、转子铁心制造2.1铁心冲片的冲制加工2.2冲片的绝缘处理2.3铁心的压装制造3电机的绕组制造3.1散嵌绕组的制造3.2绕组的绝缘处理3.3高压定子绕组的制造3.4绕线转子绕组的制造4笼型转子制造4.1离心铸铝4.2压力铸铝4.3铜端环与铜导条的中频焊接(或钎焊)5电机装配5.1转子铁心与转轴装配及动平衡5.2轴承装配5.3定子装配5.4电机的检验试验电机制造的另一个特点则是品种、规格多;电机的容量、电压、转速、几何尺寸等变化范围很大,其用途、安装方式、冷却方式、防护形式多种多样,因此,在制造工艺上也不尽相同而各有其特点.综上所述,电机产品及制造工艺流程不会对大气造成污染.附:工艺流程图宁夏鑫瑞特电机机械制造有限公司二〇一四年五月二十八附图1单相鼠笼铸铝转子异步电动机生产工艺流程图附图三相鼠笼铸铝转子异步电动机生产工艺流程图------------下面黄颜色是赠送的简历模板不需要的可以下载后编辑删除男| 已婚| 1988 年月生| 户口:湖南| 现居住于广东深圳-宝安区3年工作经验 | 团员|广东省深圳市宝安区福永镇陈屋村2巷518101E-mail:求职意向·工作性质:全职·期望职业:销售业务、销售管理、市场·期望行业:专业服务/咨询(财会/法律/人力资源等)、教育/培训/院校、通信/电信运营、增值服务·工作地区:深圳·期望月薪:4001-6000元/月·目前状况:我目前处于离职状态,可立即上岗职业目标喜欢营销管理类工作,喜欢有挑战的工作,大学四年一直在挑战自己,挑战自己的极限,一直在做营销的兼职,坚信“也精于勤而荒于嬉”一直严于律己,在各方面都要从严要求自己。
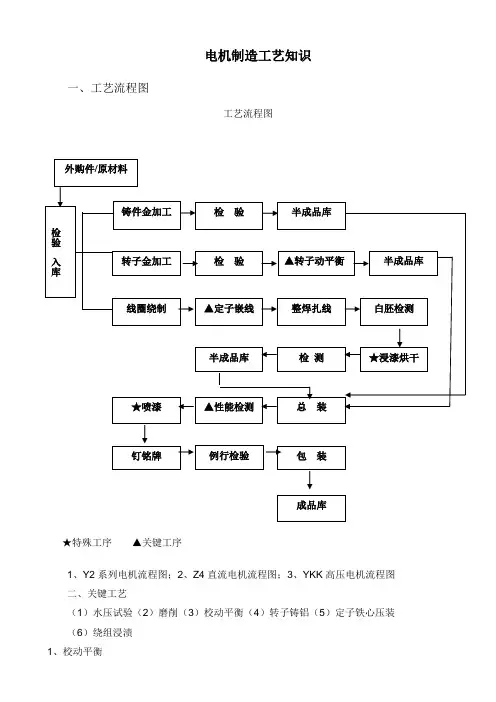
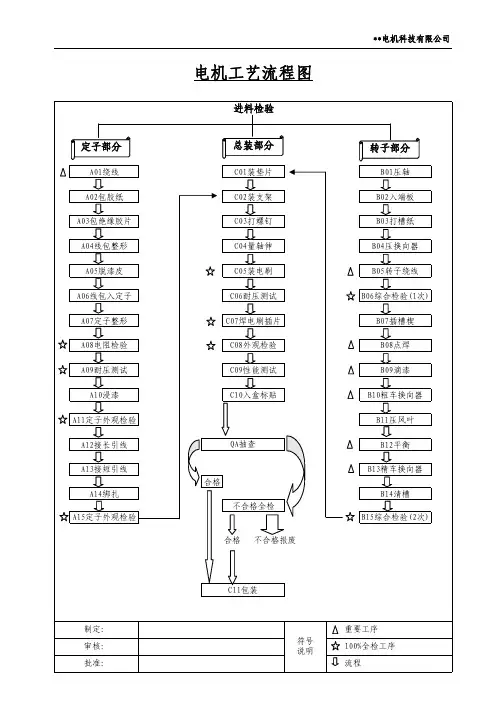
电机制造工艺知识一、工艺流程图工艺流程图★特殊工序 ▲关键工序1、Y2系列电机流程图;2、Z4直流电机流程图;3、YKK 高压电机流程图 二、关键工艺(1)水压试验(2)磨削(3)校动平衡(4)转子铸铝(5)定子铁心压装 (6)绕组浸渍1、校动平衡(1)电机的转动部件(转子、风扇)由于结构不对称(如键槽、记号槽),材料质量不均匀或制造加工时的误差等原因,而造成转动体机械上的不平衡,就会使该转动体的重心对轴线产生偏移,转动时由于偏心的惯性作用,将产生不平衡的离心力或离心力偶,电机在离心力的作用下将产生振动。
(2)转子不平衡的影响电机转子不平衡所产生的振动对电机的危害很大:1)消耗能量,使电机效率降低;2)直接伤害电机轴承,加速其磨损,缩短使用寿命;3)影响安装基础和与电机配套设备的运转,使某些零件松动或疲劳损伤,造成事故;4)直流电枢的不平衡引起的振动会使换向器产生火花;5)产生机械噪声;(3)平衡精度等级有11种:G1、G2.5、G6.32、绕组浸渍(1)绝缘浸渍是电机在制造过程中或制造后以及电机定子绕组或转子绕组在嵌线装配后,按一定的工艺方法浸渍绝缘漆,以提高绝缘的耐热性、耐潮性、耐化学腐蚀性,提高电机绝缘的各中电气性能,降低介质损耗,提高绝缘的力学性能,改善导热性,降低电机温升,延长电机绝缘寿命,延长电机使用寿命。
绝缘浸渍是电机制造的关键工序。
(2)常用的浸渍方法:a、普通沉浸;b、连续沉浸;c、滚浸;d、浇漆;e、滴漆;f、真空浸漆;g、VPI真空压力浸漆;(3)绝缘分为七个等级:A(105℃)、E(120℃)、B(130℃80K)F(155℃100K)、H(180℃125K)、C(180℃以上)4、VPI简介:V:Vacuum 真空P:Pressure 压力I:Impregnation 浸渍真空压力浸渍(简称VPI)绝缘是50年代末始于美国西屋公司,60年代开始发展的绝缘处理技术。
国内已采用VPI绝缘技术的电机生产厂大多采用中胶VPI绝缘技术。
电机生产工艺简述及工艺流程图电机制造是整个机器制造业中的一个重要部门,电机除了具有和一般机器类似的结构部分之外,还具有特殊的导电、导磁和绝缘部分,因此,在电机制造的工艺过程中,除了具有一般机械制造中所共有的锻、铸、焊、金工加工和装配之外,还有电机制造所特有的工艺,如铁心的冲制和压装、换向器的制造以及绕组的制造(绕线、成形、绝缘、嵌线、浸漆和烘干)等.在电机制造业中,为了完成这些特殊的工艺过程,除了金属切削机床以外,还要具备大量的非标设备(专用设备),例如铁心冲片涂漆和干燥(或铁心冲片的氧化处理)所用的专用设备;转子铸铝所用的熔铝炉、预热炉及压铸机(或离心铸铝机)、转子铜条(鼠龙结构)中频焊机;防爆电机壳体(即型腔)耐压试验设备;绕组制造中所用的绕线机、胀形机、包绝缘机、浸渍、烘干设备等,这些设备的制造质量和操作工艺过程的工作质量对电机的性能及工作的可靠性有着很大的影响.不但电机制造工艺具有多样性,而且所使用材料的种类也多样化,电机制造中不但要用到一般的金属材料,还要用到有色金属及其合金,以及各种绝缘材料.根据电机结构以及零部件的种类,可分为如下制造工艺过程:1电机零部件的金工加工:1.1转轴和转子的加工1.2端盖、油盖、出线盒的加工1.3机座的加工2定子、转子铁心制造2.1铁心冲片的冲制加工2.2冲片的绝缘处理2.3铁心的压装制造3电机的绕组制造3.1散嵌绕组的制造3.2绕组的绝缘处理3.3高压定子绕组的制造3.4绕线转子绕组的制造4笼型转子制造4.1离心铸铝4.2压力铸铝4.3铜端环与铜导条的中频焊接(或钎焊)5电机装配5.1转子铁心与转轴装配及动平衡5.2轴承装配5.3定子装配5.4电机的检验试验电机制造的另一个特点则是品种、规格多;电机的容量、电压、转速、几何尺寸等变化围很大,其用途、安装方式、冷却方式、防护形式多种多样,因此,在制造工艺上也不尽相同而各有其特点.综上所述,电机产品及制造工艺流程不会对大气造成污染.附:工艺流程图鑫瑞特电机机械制造二〇一四年五月二十八附图1单相鼠笼铸铝转子异步电动机生产工艺流程图附图三相鼠笼铸铝转子异步电动机生产工艺流程图. ... .c------------下面黄颜色是赠送的简历模板不需要的可以下载后编辑删除男| 已婚| 1988 年月生| 户口:| 现居住于-宝安区3年工作经验 | 团员|省市宝安区福永镇屋村2巷518101E-mail:. ... .c求职意向·工作性质:全职·期望职业:销售业务、销售管理、市场·期望行业:专业服务/咨询(财会/法律/人力资源等)、教育/培训/院校、通信/电信运营、增值服务·工作地区:·期望月薪:4001-6000元/月·目前状况:我目前处于离职状态,可立即上岗职业目标喜欢营销管理类工作,喜欢有挑战的工作,大学四年一直在挑战自己,挑战自己的极限,一直在做营销的兼职,坚信“也精于勤而荒于嬉”一直严于律己,在各方面都要从严要求自己。
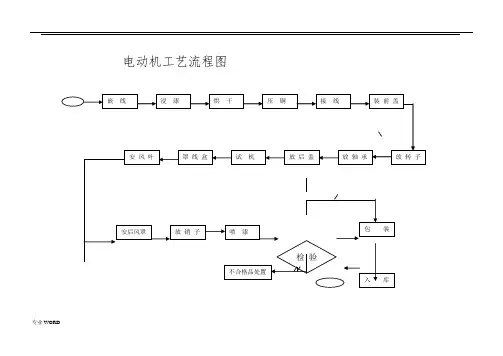
过程流程图1.绕线电动机按电压等级需要选用双亚胺,单亚胺,单薄双丝等各种规格的丝包扁线,材料齐备后,可在绕线机上绕制制成梭型成圈,一般电机最短线圈直线部分25厘米,最大线圈直线部分1.2米,绕制可单平绕,单立绕,也可双平换位绕,也可双平换位立绕,根据具体要求确定。
利用圆盘中的万能调节也可绕制圆漆包线线圈。
绕线机内置一台调速电机与一台涡轮涡杆减速机,带动绕线机实现0-120转/分的可顺逆可制动的旋转,并可正反计数,一般可绕制1600KW以内的各种电机线圈,另配有简易涨紧器一套,可控制绕制线圈的松紧度,如遇到特殊大型规格时,可选择特异型绕制设备。
2.成型前包扎电机梭型线圈绕制后,用收缩带,黄蜡绸带等绝缘材料包扎,目的是:保护线圈外绝缘、层间绝缘、匝间绝缘不至于损坏。
在拉型机时免受模具夹具、鼻端销钉等摩擦,防止松动变形。
包扎线圈一般用女工,由于女工心细手巧且干活速度快,一般3-5人包扎供拉型。
也可使用电动包带机。
3.成型成型机、涨型机、拉型机其实是一种机器,它主要目的是把绕线机绕制的立绕梭型线圈或平绕梭型线圈拉成框行线圈,框型线圈以电机定子铁心的内外圆为标准,组成向心式的有角度的线圈,绕制梭型线圈需技工2人即可完成,而拉(涨)型一般需3人。
过去在没有成型机以前,我处有几位老练的师傅可手拉成型,可在15分钟将72只线圈手工拉制成型,但对于较大型线圈拉型显现的有些吃力。
而利用拉型机一般一个小时内3人可规范的拉出72只线圈来,每只成型线圈直线部分最长可调整到1.5米,高度可调整在80公分以内,角度调整范围为0-60度,四只夹具可实现万能锁定。
操作灵活、方便,上模块,退模迅速,拉型便利,定位精准,调角调位准确,不失为一种实用产品。
拉型前使用计算机将线圈的形状按照所修电机的实际情况绘制成图并制作成模板用来调整拉型机,不会绘图者一般以旧线圈为模板调整拉型机,拉型机四只夹具有上下左右调整机构,调整夹紧机构锁扣锁定线圈进入拉型程序。