量具的选用及使用方法
- 格式:ppt
- 大小:49.50 KB
- 文档页数:14
选用量具的基本原则量具是工程领域中常用的测量工具,用于测量物体的尺寸、形状和其他特征。
在选择和使用量具时,有几个基本原则需要遵循,以确保测量结果准确可靠。
本文将介绍这些基本原则,帮助读者正确选择和使用量具。
选择合适的量具是至关重要的。
不同的测量任务需要不同类型的量具。
例如,测量线性尺寸时通常使用卡尺或尺子,而测量圆形尺寸时则需要使用千分尺或游标卡尺。
在选择量具时,要根据具体的测量需求和精度要求来确定合适的类型和规格。
量具的精度和准确性是选择的关键因素。
精度指的是量具的刻度间隔,即最小可读取的测量值。
准确性是指量具的测量结果与被测量物体的真实值的接近程度。
一般来说,精度越高的量具可以提供更准确的测量结果,但也会相应增加成本。
因此,在选择量具时,要根据测量任务的要求和实际情况来平衡精度和成本。
量具的品质也是选择的重要考虑因素。
优质的量具通常由高品质的材料制成,并经过精确的加工和校准。
这些量具具有较高的耐磨性和稳定性,能够长时间保持准确性。
相比之下,低质量的量具往往不仅使用寿命较短,而且测量结果也不可靠。
因此,在购买量具时,要选择有良好声誉和品牌知名度的制造商,以确保量具的品质和可靠性。
在使用量具时,还需要注意以下几点。
首先,要正确使用量具。
根据量具的使用说明和操作规程,正确使用和操作量具,避免错误使用导致的测量误差。
其次,要保持量具的清洁和维护。
定期清洁量具,防止灰尘和杂质对测量结果的影响,同时进行必要的校准和调整,确保量具的准确性。
另外,要避免量具的过度使用。
长时间、频繁的使用会导致量具的磨损和失效,影响测量结果的准确性。
因此,在使用量具时,要根据实际需要和使用频率来选择合适的量具,并合理安排使用计划。
要注意量具的存储和保管。
量具应存放在干燥、通风、无腐蚀性气体的环境中,避免潮湿和腐蚀对量具的影响。
同时,要将量具放置在专用的容器或架子上,避免与其他工具和物体摩擦和碰撞,造成损坏或变形。
定期检查量具的状态,如有发现损坏或失效的情况,要及时更换或修复。
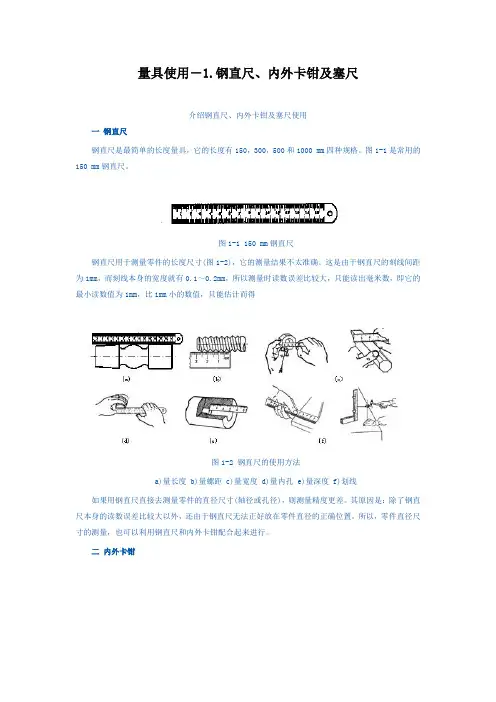
量具使用-1.钢直尺、内外卡钳及塞尺介绍钢直尺、内外卡钳及塞尺使用一钢直尺钢直尺是最简单的长度量具,它的长度有150,300,500和1000 mm四种规格。
图1-1是常用的150 mm钢直尺。
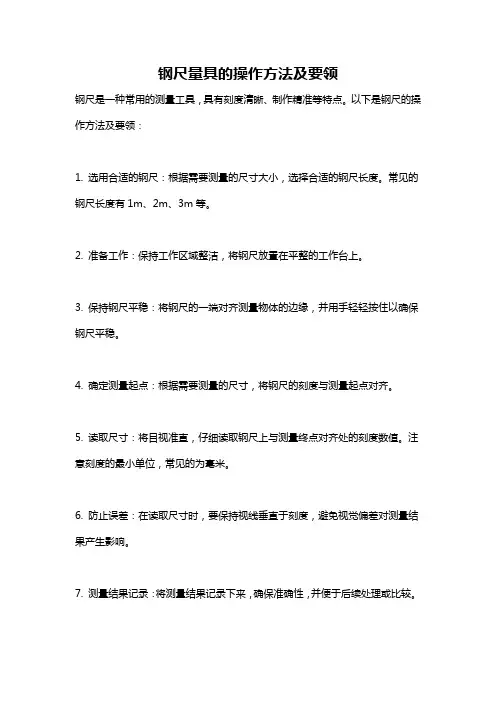
图1-1 150 mm钢直尺钢直尺用于测量零件的长度尺寸(图1-2),它的测量结果不太准确。
这是由于钢直尺的刻线间距为1mm,而刻线本身的宽度就有0.1~0.2mm,所以测量时读数误差比较大,只能读出毫米数,即它的最小读数值为1mm,比1mm小的数值,只能估计而得图1-2 钢直尺的使用方法a)量长度 b)量螺距 c)量宽度 d)量内孔 e)量深度 f)划线如果用钢直尺直接去测量零件的直径尺寸(轴径或孔径),则测量精度更差。
其原因是:除了钢直尺本身的读数误差比较大以外,还由于钢直尺无法正好放在零件直径的正确位置。
所以,零件直径尺寸的测量,也可以利用钢直尺和内外卡钳配合起来进行。
二内外卡钳a)内卡钳 b)外卡钳图1-3 内外卡钳图1-3是常见的两种内外卡钳。
内外卡钳是最简单的比较量具。
外卡钳是用来测量外径和平面的,内卡钳是用来测量内径和凹槽的。
它们本身都不能直接读出测量结果,而是把测量得的长度尺寸 (直径也属于长度尺寸),在钢直尺上进行读数,或在钢直尺上先取下所需尺寸,再去检验零件的直径是否符合。
1 卡钳开度的调节首先检查钳口的形图1-4 卡钳钳口形状好与坏的对比状,钳口形状对测量精确性影响很大,应注意经常修整钳口的形状,图1-4所示为卡钳钳口形状好与坏的对比。
调节卡钳的开度时,应轻轻敲击卡钳脚的两侧面。
先用两手把卡钳调整到和工件尺寸相近的开口,然后轻敲卡钳的外侧来减小卡钳的开口,敲击卡钳内侧来增大卡钳的开口。
如图1-5(a)所示。
但不能直接敲击钳口,图1-5(b) 所示。
这会因卡钳的钳口损伤量面而引起测量误差。
更不能在机床的导轨上敲击卡钳。
如图1-5(c) 所示。
正确(a)错误错误(b) (c)图1-5 卡钳开度的调节2 外卡钳的使用外卡钳在钢直尺上取下尺寸时,如图1-6(a),一个钳脚的测量面靠在钢直尺的端面上,另一个钳脚的测量面对准所需尺寸刻线的中间,且两个测量面的联线应与钢直尺平行,人的视线要垂直于钢直尺。
钢尺量具的操作方法及要领
钢尺是一种常用的测量工具,具有刻度清晰、制作精准等特点。
以下是钢尺的操作方法及要领:
1. 选用合适的钢尺:根据需要测量的尺寸大小,选择合适的钢尺长度。
常见的钢尺长度有1m、2m、3m等。
2. 准备工作:保持工作区域整洁,将钢尺放置在平整的工作台上。
3. 保持钢尺平稳:将钢尺的一端对齐测量物体的边缘,并用手轻轻按住以确保钢尺平稳。
4. 确定测量起点:根据需要测量的尺寸,将钢尺的刻度与测量起点对齐。
5. 读取尺寸:将目视准直,仔细读取钢尺上与测量终点对齐处的刻度数值。
注意刻度的最小单位,常见的为毫米。
6. 防止误差:在读取尺寸时,要保持视线垂直于刻度,避免视觉偏差对测量结果产生影响。
7. 测量结果记录:将测量结果记录下来,确保准确性,并便于后续处理或比较。
8. 清洁保养:使用后及时清洁钢尺,避免尺面受损或刻度不清晰。
可以使用软布擦拭,并注意不要碰撞或弯曲。
通过以上操作方法及要领,可以正确、高效地使用钢尺进行测量工作。
量具的选择
一.选择原则
1.保证测量的准确性。
计量器具的性能指标是选用计量器具的主要依据,性能指标中以示值误差.示值变动性和回程误差为主。
2.加工方法,批量和数量选择计量仪器。
批产以专用量具,量规和专用仪器为主。
大批产选用高效率的机械化,自动化的专用测量仪器。
3.根据零件的结构,特性,大小,形状,重量,材料,刚性和表面粗糙度选用计量器具。
4.零件所处的状态和所处的条件选择计量仪器。
如现代机器制造业生产自动化,要求测量自动化。
动态测量要比静态测量复杂。
二.选择方法
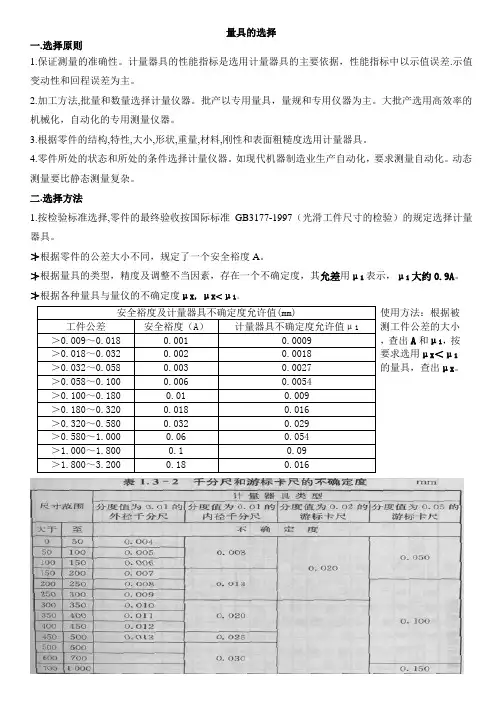
1.按检验标准选择,零件的最终验收按国际标准GB3177-1997(光滑工件尺寸的检验)的规定选择计量器具。
≯根据零件的公差大小不同,规定了一个安全裕度A。
≯根据量具的类型,精度及调整不当因素,存在一个不确定度,其允差用μ1表示,μ1大约0.9A。
≯根据各种量具与量仪的不确定度μX,μX<μ1。
使用方法:根据被
测工件公差的大小
,查出A和μ1,按
要求选用μX<μ1
的量具,查出μX。
2.按测量方法的精度系数选择。
测量方法允许误差的大小主要取决于被测零件的精度要求,即所测参数的公差大小。
测量方法的不确定度与被测零件公差的比值称测量方法精度系数K。
K愈小,采用的测量方法误差也愈小。
K值取1/3-1/10,一般情况可取1/5。
公式:K=测量不确定度Δ/被测零件的公差值Τ。
机械加工量具使用管理制度(场景版)一、引言随着我国经济的快速发展,机械加工行业在国民经济中的地位日益突出。
机械加工量具作为衡量产品质量的重要工具,其精度和使用寿命直接影响到产品的质量和生产效率。
因此,建立一套科学、合理的机械加工量具使用管理制度,对提高产品质量、降低生产成本具有重要意义。
本文结合实际生产场景,从量具选购、验收、保管、使用、维护和报废等方面,详细阐述机械加工量具使用管理制度。
二、量具选购1.选购原则:量具选购应遵循“质量优先、性能可靠、价格合理、服务周到”的原则,确保量具具有良好的性能和较长的使用寿命。
2.选购流程:企业应根据生产需求,制定量具采购计划,并通过公开招标、比价等方式,选择具有良好信誉和质量保证的供应商。
3.选购要求:量具选购时应关注量具的精度、稳定性、耐磨性、抗腐蚀性等性能指标,确保量具满足生产需求。
三、量具验收1.验收标准:量具验收应按照国家相关标准和行业标准进行,确保量具符合规定的技术要求。
2.验收流程:量具到货后,企业应组织专业技术人员进行验收,验收合格后方可投入使用。
3.验收要求:验收时应检查量具的外观、精度、标识、证书等,确保量具完好无损、性能稳定。
四、量具保管1.保管原则:量具保管应遵循“分类存放、标识明确、防尘防潮、安全可靠”的原则,确保量具处于良好的技术状态。
2.保管要求:企业应设立专门的量具库房,配备相应的保管设施和防护用品,量具存放时应保持清洁、干燥、通风。
3.保管制度:企业应建立健全量具保管制度,明确保管人员的职责和权限,定期对量具进行检查、保养和维护。
五、量具使用1.使用原则:量具使用应遵循“正确、合理、节约、安全”的原则,充分发挥量具的性能。
2.使用要求:操作人员应具备一定的量具知识和操作技能,严格按照操作规程使用量具,避免因操作不当导致的量具损坏。
3.使用记录:企业应建立量具使用记录制度,详细记录量具的使用时间、使用人员、使用情况等信息,以便于量具的管理和维护。
量具的选用原则和具体要求在工业生产和质量控制中,正确选择和使用量具对于保证产品质量和生产效率具有重要意义。
本文将就量具的选用原则和具体要求进行探讨,主要涉及测量精度、量具范围、量具材质、可靠性、操作方便和经济性等方面。
一、测量精度测量精度是选择量具时首要考虑的因素。
不同精度等级的量具适用于不同的测量需求。
一般来说,高精度量具可以提供更准确的结果,但成本也相对较高。
在选择量具时,应根据产品要求、生产过程和检测标准等因素来确定所需精度等级。
为了提高测量精度,需要注意以下几点:1.了解测量对象的公差范围,以便选用合适的量具。
2.选用具有足够测量范围且精度等级满足要求的量具。
3.在使用量具前,确保其已经校准并符合测量标准。
二、量具范围在选择量具时,必须考虑被测量范围以及量具的尺寸和重量等因素。
首先,应选用能够覆盖所需测量范围的量具,以确保测量准确性。
其次,应考虑量具的尺寸和重量,以确保其在操作和使用过程中方便、易于携带。
为了更好地适应不同的测量范围,可以考虑以下几点:1.了解被测量对象的尺寸和公差范围,以便选用合适的量具。
2.对于较大或较重的工件,可选用分体式或组合式量具,以便于携带和操作。
3.对于小工件或细微尺寸的测量,可选用精密的便携式量具。
三、量具材质量具材质的选择关乎其硬度、强度、耐腐蚀性、易读性等多个方面。
不同的材质适用于不同的测量环境和条件。
例如,不锈钢材质具有较好的耐腐蚀性和耐磨性,适用于大多数测量场景;而硬质合金则具有更高的硬度、强度和耐磨性,适用于对硬度和强度要求较高的测量。
在选择量具材质时,应注意以下几点:1.了解被测量对象的材质和特性,以便选用适合的量具材质。
2.考虑测量环境和使用条件,如湿度、温度、腐蚀性等因素,选用具有相应耐腐蚀性和稳定性的材质。
3.对于高精度量具,应选用耐磨性较好的材质,以确保长期使用后的精度保持性。
四、可靠性可靠性是衡量量具性能的重要指标之一。
在选择量具时,应考虑其耐用性、精度保持性以及操作稳定性等因素。
常用量具的正确选择与使用技巧陕西工业职业技术学院校办工厂口田俊成张瑾纲贺卫珍摘要在机械制造中,为了能使产品零件符合规定标准的技术要求,保证零件装配时的互换性。
要求工艺技术人员、生产工人正确选择、使用各种量具,对产品零件做出正确的测量。
为此,本文重点对常用的量块、卡尺、千分尺等线值量具和百分表、杠杆表、内径量表等表类量具的正确选择、使用技巧,以及一些容易出现的问题做简要介绍。
关键词常用量具正确选择使用技巧1 量具的选择原则和方法( 1 )从工艺方面进行选择( 工艺性)在单件、小批量生产中应选通用量具,如各种规格的游标卡尺、千分尺及百分表等。
对于大批量生产的零件则应采用专用量具,如卡板、塞规和一些专用检具。
( 2 )依测量精度考虑( 科学性)每种量具都有它的测量不确定度( 测量最大实体尺寸卜验收极限下验收极限最人实体寸( 3 )从经济价值选择( 经济性)在保证测量精度和测量效率的前提下,能用专用量具的,不用万能量具;能用万能量具的,不用精密仪器。
2 量具的正确使用方法与技巧( 1 )量块使用分“等”、“级”生产过程中,要使用不同精度的量具对加工的工件进行检测,而这些量具和仪器又要经常使用更精密的标准量具——量块,来校验和调整,量块除了作为标准量具外,它还可以直接或间接测量极精密的工件。
因此,量块是机械工厂中最精密、最高级别的量具,也是长度尺寸传递的标准。
由于量块图1的极限误差) ,不可避免会将一部分量具的误差带入测量结果中去。
为了避免“误收”或“误废”的发生,G B /T 3 l 7 7 一l 9 9 7《光滑工件尺寸的检验》对部分量具的选择做了具体的规定,同时还规定了在车间条件下检测工件时应将验收极限尺寸向公差带内移,见图1下验收极限最人实体寸最大实体寸f 验收极限有极高的精度,为方便制造,按偏差分为0 0 、0 、k 、1 、2 、3共六个级;为了提高使用精度,又按测量不确定度分为1 、2 、3 、4 、5 、6 共六个等。
常用量具及其使用在零件加工过程中,经常要对零件的尺寸进行测量,常用的量具有钢直尺、游标卡尺、万能角度尺、车刀量角台等。
一、钢直尺钢直尺是最简单的长度量具,它的长度有150,300,500和1000 mm四种规格。
图1-1是常用的150 mm钢直尺。
图1-1 150 mm钢直尺钢直尺用于测量零件的长度尺寸(图1-2),它的测量结果不太准确。
这是由于钢直尺的刻线间距为1mm,而刻线本身的宽度就有0.1~0.2mm,所以测量时读数误差比较大,只能读出毫米数,即它的最小读数值为1mm,比1mm小的数值,只能估计而得。
(a) (b) (c)(d) (e) (f)图1-2 钢直尺的使用方法a)量长度 b)量螺距 c)量宽度 d)量内孔 e)量深度 f)划线如果用钢直尺直接去测量零件的直径尺寸(轴径或孔径),则测量精度更差。
其原因是:除了钢直尺本身的读数误差比较大以外,还由于钢直尺无法正好放在零件直径的正确位置。
所以,零件直径尺寸的测量,也可以利用钢直尺和内外卡钳配合起来进行。
二、游标卡尺应用游标读数原理制成的量具有;游标卡尺,高度游标卡尺、深度游标卡尺、游标量角尺(如万能量角尺)和齿厚游标卡尺等,用以测量零件的外径、内径、长度、宽度,厚度、高度、深度、角度以及齿轮的齿厚等,应用范围非常广泛。
常用的有游标卡尺,高度游标卡尺、深度游标卡尺、游标量角尺(如万能量角尺)等。
(一)、游标卡尺的结构型式游标卡尺是一种常用的量具,具有结构简单、使用方便、精度中等和测量的尺寸范围大等特点,可以用它来测量零件的外径、内径、长度、宽度、厚度、深度和孔距等,应用范围很广。
1 游标卡尺有三种结构型式(1)测量范围为0~125mm的游标卡尺,制成带有刀口形的上下量爪和带有深度尺的型式,如图2—1。
图2-1 游标卡尺的结构型式之一1-尺身;2-上量爪;3-尺框;4-紧固螺钉;5-深度尺;6-游标;7-下量爪。
(2)测量范围为0~200mm和0~300mm的游标卡尺,可制成带有内外测量面的下量爪和带有刀口形的上量爪的型式,如图2―2。