FAIR全尺寸检验报告
- 格式:xls
- 大小:11.00 KB
- 文档页数:1
XXXX有限公司作业文件文件编号:XX 版号:XX全尺寸检验作业指导书批准:审核:编制:受控状态:分发号:年月日发布年月日实施全尺寸检验指导书XX1. 目的根据顾客的要求和/或本公司控制计划的要求,规定合理的全尺寸检验的频次,使公司所生产产品的全过程,包括从原材料接收、生产、成品入库直到出厂,得到有效的控制。
2. 适用范围本程序适用本公司的所有产品的全尺寸检验。
3. 职责3.1 技术科负责制定合理的产品/材料的性能试验和全尺寸检测项目指标。
3.2 检验科负责产品和/或材料的性能试验和产品进行全尺寸检验。
3.3车间或仓库负责配合全尺寸检验的实施。
4.全尺寸检验的时机4.1全尺寸检验要求的确定。
4.1.1根据公司产品特性和风险、品种数量的多少、质量的稳定性、顾客的要求等确定全尺寸检验的频次:1. 根据顾客的要求的频次对所有的产品进行全尺寸检验和试验。
2. 根据技术科的要求对于产品和模具在长期停放后做全尺寸检验和试验。
3.根据控制计划的要求进行全尺寸检验。
4.1.2当出现内部或外部客户抱怨、监测系统反应质量出现异常波动时,应考虑追加全尺寸检验的频次。
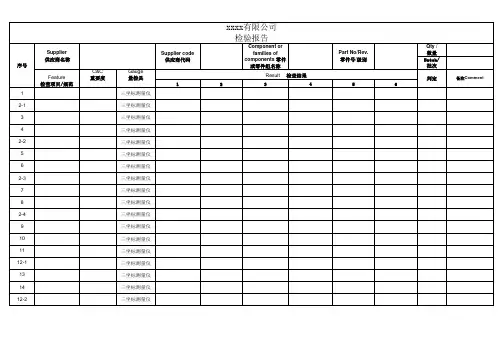
5全尺寸检验的实施5.1全尺寸检验的資料输入♦图纸;♦技术规范;♦生产工艺文件,生产过程描述;♦检验技术规范;♦缺陷目录(缺陷评定,例如︰主要和次要缺陷);♦极限样品;♦评定方法要求;5.2 全尺寸检验的抽样要求5.2.1全尺寸检验应在最近的生产批中进行,这是为了能够了解最新生产过程的影响。
5.2.2用于全尺寸检验的零件要直接从仓库中或从准备交付给顾客的原包装中抽样,以便能同时对装箱质量、包装清洁与否进行评价。
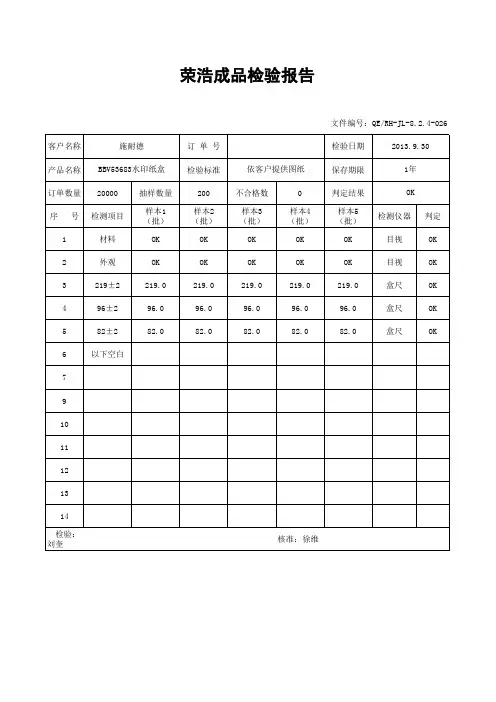
检测结果进行统计并做分析。
5.2.3在确定了与规定的要求不符时,必须采取有效的整改措施。
5.3 全尺寸检验和试验的执行5.3.1 执行顺序1)检验科按照月份生产计划确定全尺寸检验项目,直至覆盖全部产品;2)检验员对欲进行全尺寸检验的材料进行性能试验。
全尺寸检测报告是一种检测方法,它通过对物体的尺寸、形状、位置等多个方面进行检测,来确定物体是否符合特定标准。
这种检测方法通常被用于生产过程中,以确保生产出来的产品符合质量标准。
在进行全尺寸检测之前,需要制定一份检测计划。
这个计划应该包括检测的目的、检测对象、检测方法、检测标准等。
这些信息将有助于确定检测的具体流程和对检测结果的解读。
一旦制定了检测计划,就可以开始进行全尺寸检测了。
全尺寸检测可以使用各种工具和设备,例如坐标测量仪、激光测距仪、高精度显微镜等。
这些工具将能够对物体进行精确测量和检测,并生成一份。
这份报告将包含物体的尺寸和形状信息、位置信息、表面质量和光洁度等多个方面的信息。
通过分析这些信息,可以确定物体是否符合制定的标准要求。
通常包括以下几个部分:1. 总结的第一个部分通常是一个总结,概括检测结果,指出结果是否符合标准,以及如果不符合标准应该采取的措施。
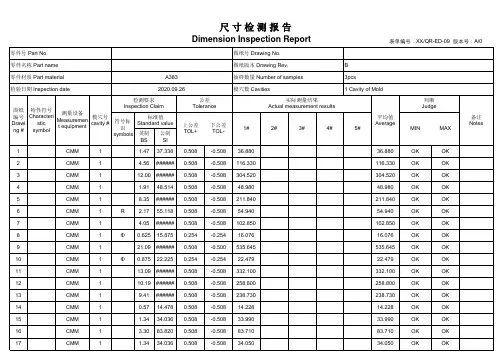
2. 测量结果这一部分包括物体的尺寸、形状、位置等多个方面的信息。
这些信息通常会用图表和图像的形式呈现,并且会给出误差范围和偏差值,以便于进一步的分析和解释。
3. 表面质量分析这一部分会对物体的表面质量进行分析。
这包括采用多个角度测量表面光洁度、分析孔隙率和缺陷等信息,以便于判断产品是否能符合要求。
4. 材料特性分析这一部分是针对特定的材料进行分析的。
如果物体是由多种材料组成的,这一部分会对每种材料进行分析,以判断其性质与制造标准是否相符。
5. 结论和建议的最后一个部分是包括结论和建议。
这些结论和建议会在检测结果的基础上得出,指出检测结果是否合规以及如果没有达到标准该如何改进。
最后,是一个非常重要的质量控制工具。
它可以确保生产出来的产品符合指定的标准,从而提高客户的满意度,增加信任。
同时,通过,制造业者可以在生产过程中发现和解决潜在问题,从而提高生产效率和质量,减少经济损失。
全尺寸测量报告(二)引言概述:在本文档中,将会详细介绍全尺寸测量报告的第二部分内容。
全尺寸测量报告是一种评估和分析产品尺寸精度的重要工具。
本报告将围绕着五个主要的大点展开,涵盖了多个小点,以便提供一个全面而系统的分析。
通过本文档,读者将了解到全尺寸测量报告的具体内容和使用方法。
正文内容:一、测量仪器及方法1.选择合适的测量仪器:考虑到需求和产品特性,选择合适的测量仪器是确保准确性的关键。
2.建立测量过程:确定测量标准和流程,包括测量初始状态、测量位置和测量方向等。
3.校准检验:定期对测量仪器进行校准检验,确保其准确性和可靠性。
二、尺寸测量数据收集1.数据采集方法:选择合适的数据采集方法,如手动输入、自动记录或图像采集等。
2.数据准确性控制:确保在数据采集过程中采取适当的措施,如避免人为误差和设备漂移等,以提高数据准确性。
3.数据处理与存储:对采集到的数据进行处理和分析,并进行适当的存储,以支持后续的数据解释和报告生成。
三、全尺寸测量报告分析1.数据可视化:使用合适的图表、图像和图形工具,对全尺寸测量数据进行可视化展示,以便于数据分析和评估。
2.尺寸精度评估:对测量数据进行尺寸精度评估,包括计算尺寸误差、标准差和可重复性等指标。
3.异常数据处理:识别和处理异常数据,将其排除在分析范围之外,以确保分析结果的准确性。
四、尺寸精度改进措施1.问题原因分析:对尺寸精度不符合要求的原因进行深入分析,并确定不同因素的影响程度。
2.改进方案设计:根据问题原因分析,设计合理的改进方案,包括工艺优化、设备调整和操作培训等。
3.改进效果验证:实施改进方案后,对尺寸精度进行再次测量和评估,验证改进效果是否满足要求。
五、全尺寸测量报告总结通过全尺寸测量报告的详细分析,可以清楚地了解产品尺寸精度的状况和存在的问题。
同时,通过合理的改进措施,可以有效提升产品尺寸精度,提高产品质量和客户满意度。
全尺寸测量报告的准确性和可靠性对于产品的研发和生产过程至关重要,必须严格按照标准操作,确保测量数据的准确性和可靠性。
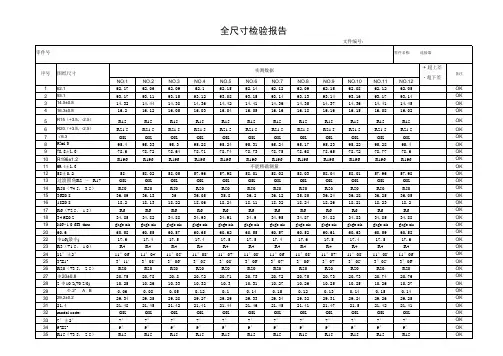
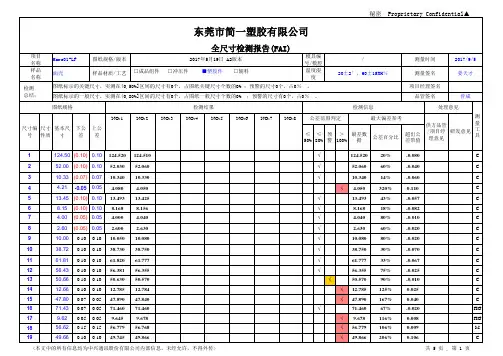
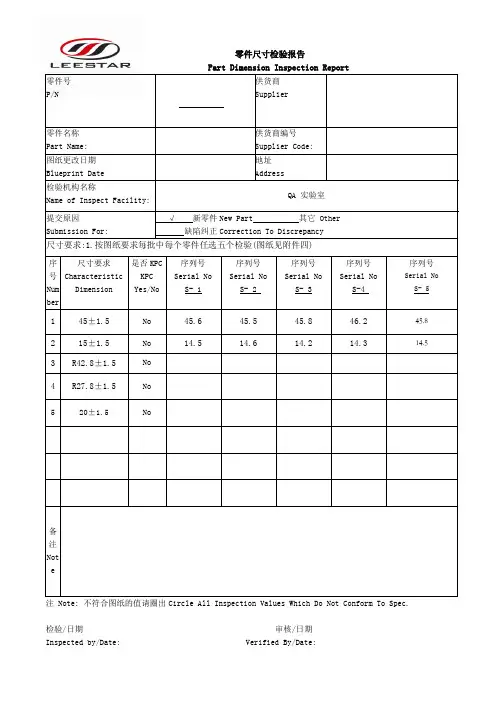
FAI全尺寸报告1/2測定目的●新机种检查○初物检查○定期检查○其他()+2-2+1-1+0.15-0.15+0.2-0.2+5-5+5-5+3-3+2-2+1-1+0.2-0.2+1-1+0.5-0.5OK#DIV/0!OK OK #DIV/0!OK #DIV/0!OK #DIV/0!#DIV/0!#DIV/0! #DIV/0!OK34OKOK OK#DIV/0!OK #DIV/0!OK #DIV/0!#DIV/0!340.50334X 4.006.30300.002X 211.204X 207.80177.5010105.0078.60122.0014.704X 2X 233.002X 2X355.00NO項目平均321321测定机种钣金件材质品名判定测定镀铝板100-0279-0011T1確認备注T4T3T2备注2確認3NG #DIV/0!判定#DIV/0!平均確認判定备注测定1平均#DIV/0!OK OK OK #DIV/0!OK #DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!# DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!11293246#DIV/0!#DIV/0!# DIV/0!OK OK OK #DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!OK #DIV/0!OK OK #DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!NG OK #DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!OK OK OK OK OK OK OK #DIV/0!OK OK #DIV/0!OK #DIV/0!OK OK OK 228.87規格2#DIV/0!3OK #DIV/0!16.504.90NG 测量工具测定230.00228.70227.90平均229.00#DIV/0!#DIV/0!NG 548.1036.90OK OK OK OK OK #DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!14 #DIV/0!#DIV/0!OK #DIV/0!1713162X 2X 30.2074.00#DIV/0!#DIV/0!#DIV/0!OK #DIV/0!OK OK OK #DIV/0!OK #DIV/0!#DIV/0!#DIV/0!OK OK #DIV/0!#DIV/0!OK 6.802xD #DIV/0!#DIV/0!#DIV/0!#DIV/0!11.004X 252621OK #DIV/0!#DIV/0!232224181920 6.80257.7031.7521.50OK OK OK #DIV/0!OK #DIV/0!#DIV/0!#DIV/0!11250.00#DIV/0!#DIV/0!OK#DIV/0!#DIV/0!78OK OK OK #DIV/0!#DIV/0!OK #DIV/0!#DIV/0!OK #DIV/0!#DIV/0!OK OK #DIV/0!OK OK OK OK #DIV/0!#DIV/0!OK #DIV/0!#DIV/0!#DIV/0!OK #DIV/0!#DIV/0!#DIV/0!OK OK OK #DIV/0!OK OK #DIV/0!#DIV/0!#DIV/0!OK #DIV/0!OK #DIV/0!#DIV/0!OK OK OK #DIV/0!#DIV/0!#DIV/0!#DIV/0!OK OK #DIV/0!OK OK OK OK #DIV/0!#DIV/0!#DIV/0!规格MAXMIN231.00227.00187.60197.8029302827314X 35.60324X OK #DIV/0!OK 8,.4#DIV/0!OK #DIV/0!OK #DIV/0!#DIV/0!OK #DIV/0!#DIV/0!OK OK #DIV/0!#DIV/0!OK OK OK OK OK OK OK #DIV/0!OK OK OKOK OK OK OK OK OK OK NG OK OK OK OK OK OK OK OK OK 276.40OK OK OK OK OK #DIV/0!OK OK 152X 36.90OK OK #DIV/0!#DIV/0!#DIV/0!OK OK OK OK 宁波宏业电动工具有限公司FAI测量表审核备注確認判定测定判定检查成绩客户确认图保存期限:15年。