家纺生产订单工艺单OK
- 格式:xls
- 大小:15.50 KB
- 文档页数:2


纺织工艺单样本纺织工艺单是纺织行业中一个重要的文件,它记录了特定产品的生产工艺、材料配方和质量要求等信息。
纺织工艺单样本的内容通常包括以下几个方面:1. 产品信息:包括产品名称、编号、规格和数量等。
2. 工艺流程:详细描述了生产该产品所需的各个工艺环节,包括原材料的准备、纺织方式、织造工艺、染色方法以及后续的整理和包装等。
3. 材料配方:列出了制作该产品所需的原材料和配方比例,以确保产品质量的稳定性和一致性。
4. 质量要求:规定了纺织品在外观、尺寸、重量、颜色、柔软度等方面的标准和要求,确保产品符合客户的要求和行业标准。
5. 工艺参数:包括温度、湿度、时间等一些关键的工艺参数,以确保产品在制作过程中的质量稳定。
6. 技术要求:对纺织品的某些特殊技术要求进行说明,如特定的纺织结构、防水性能、防火性能等。
7. 安全注意事项:提醒生产人员在操作过程中特别注意的安全事项,以避免事故发生。
扩展和深入分析:纺织工艺单样本的制作通常需要由技术人员和质量控制人员等共同参与。
他们会根据产品的特点和客户的要求设计和制定工艺单,并确保其中的每一项都是准确和可操作的。
在工艺流程的描述中,每个工艺环节都需要明确指明所需要的操作步骤和注意事项。
例如,在染色工艺中,应包括染色温度、时间、染料配方和搅拌方法等详细说明,以确保染色的质量稳定性和一致性。
材料配方是纺织工艺单中的一个重要部分,它直接决定了产品的质量和外观。
在编制材料配方时,需要根据产品的特性选择合适的原材料,并确保它们的配比准确。
如果配方不正确,可能会导致产品颜色不一致、质量不稳定等问题。
质量要求是纺织工艺单中的另一个重要方面,它是生产过程中的一个指导标准。
质量要求通常包括外观要求、尺寸要求、重量要求等,以确保产品达到客户的期望和行业标准。
工艺参数是指在生产过程中需要控制和调整的一些关键参数,如温度、时间、湿度等。
这些参数的准确控制可以确保纺织品的质量稳定和一致性。

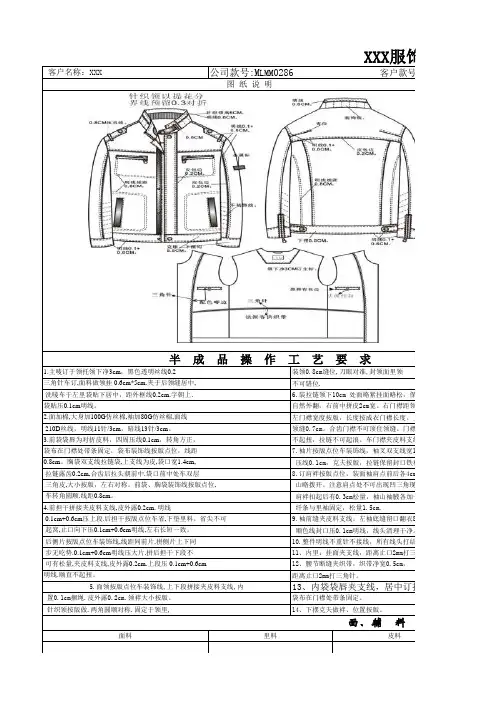
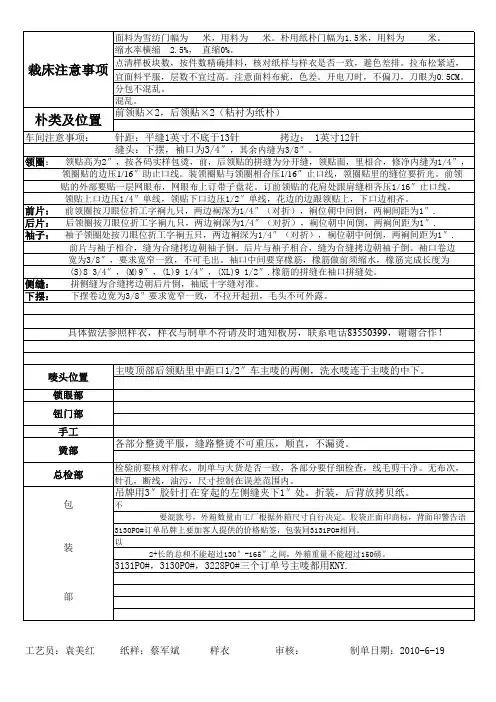
XXX服饰生 客户名称:XXX公司款号:M LMM0286 客户款号:图 纸 说 明半 成 品 操 作 工 艺 要 求1.主唛订于领托领下净3cm,黑色透明丝线0.2装领0.8cm缝位,刀眼对准,封领面里领三角针车订,面料做领挂 0.6cm*5cm.夹于后领缝居中,不可错位.洗唛车于左里袋贴下居中,距外框线0.2cm.字朝上. 6.装拉链领下10cm 处面略紧挂面略松,保持袋贴压0.1cm明线。
自然外翻,右前中拼皮2cm宽。
右门襟距领缝2.面加棉,大身加100G仿丝棉,袖加80G仿丝棉,面线左门襟宽度按版,长度按成衣门襟长度。
上距210D丝线,明线11针/3cm,暗线13针/3cm。
领缝0.7cm。
合齿门襟不可顶住领缝。
门襟3.前袋袋唇为对折皮料,四周压线0.1cm,转角方正,不起扭,拉链不可起浪。
车门襟夹皮料支线。
袋布在门襟处带条固定,袋布装饰线按版点位,线距7.袖片按版点位车装饰线,袖叉双支线宽1.60.8cm。
胸袋双支线拉链袋,上支线为皮,袋口宽1.4cm, 压线0.1cm,克夫按版,拉链保留封口铁和缝拉链露齿0.2cm,合齿后拉头朝前中.袋口前中处车双层8.订肩袢按版点位,装面袖肩点前后各4cm处三角皮,大小按版,左右对称。
前袋、胸袋装饰线按版点位, 山略拨开。
注意肩点处不可出现凹三角现象车转角圆顺.线距0.8cm。
肩袢扣起后有0.3cm松量,袖山袖腋各加一直4.前担干拼接夹皮料支线,皮外露0.2cm. 明线 纤条与里袖固定,松量1.5cm.0.1cm+0.6cm压上段.后担干按版点位车省,下垫里料。
省尖不可9.袖前缝夹皮料支线。
左袖底缝留口翻衣8cm起窝,止口向下压0.1cm+0.6cm明线,左右长短一致。
顺色线封口压0.1cm明线,线头清理干净。
后侧片按版点位车装饰线,线距同前片.拼侧片上下同10.整件明线不重针不接线,所有线头打结拉步无吃势.0.1cm+0.6cm明线压大片.拼后担干下段不11、内里:挂面夹支线,距离止口2mm打三角可有松量,夹皮料支线,皮外露0.2cm.上段压 0.1cm+0.6cm12、腰节断缝夹织带,织带净宽0.5cm,明线.顺直不起扭。
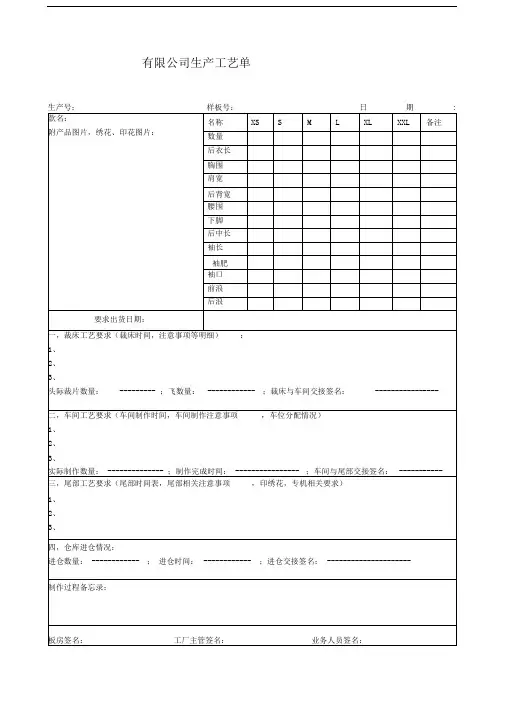

服装厂生产工艺单服装厂生产工艺单是指在服装生产过程中,对每个环节的流程和步骤进行详细规定和说明的文档。
以下是一份大致的服装厂生产工艺单的范文,供参考:序号:XXXX日期:XXXX年XX月XX日部门:生产部工艺单名称:服装生产工艺单一、工艺单概述:本工艺单适用于本厂的所有产品生产过程,旨在规范每一道工序的操作流程,确保产品质量和生产效率。
二、面辅料准备:1. 根据订单要求,准备所需的面辅料,包括面料、里料、纽扣、拉链等。
2. 进行质检,确保面辅料的质量满足标准要求。
3. 对各类面辅料进行清点、复核和发放,确保数量准确无误。
三、裁剪工序:1. 根据纸样和面料特性,确定裁剪方式和数量。
2. 将面料铺开,使用裁床进行裁剪。
3. 对裁剪出的面料进行清点,并按照订单要求进行分类和打包。
四、车缝工序:1. 根据订单要求,确定车缝工序的顺序和流程。
2. 使用适当的针线和缝纫机进行车缝操作。
3. 每个工序的车缝完成后,进行质量检查,确保符合质量标准。
五、整烫工序:1. 对已完成的车缝产品进行整烫处理,包括压平、整型和整理。
2. 对产品进行质量检查,确保表面平整无皱,并修复不良部分。
六、包装入库:1. 对经过整烫的产品进行分类、清点和包装。
2. 将已包装完成的产品进行质量抽检,并在包装箱上标注相关信息。
3. 将包装完成的产品送入仓库,按照订单要求分类存放。
七、设备维护:1. 对使用的设备进行定期保养和维修,确保其正常运转。
2. 在生产中遇到设备故障时,及时报修,确保生产进度不受影响。
以上为一份大致的服装厂生产工艺单范文,具体根据企业实际情况进行调整和完善。
工艺单的编制要考虑实际生产环境和工艺流程,严格按照标准执行,以确保产品质量和生产效率。
家纺产品生产工艺单1.产品准备阶段:a.确定产品设计和规格b.采购原材料和零部件c.检查原材料和零部件的质量和数量2.制造工艺:a.裁剪:-将面料和填充物按照产品设计和规格进行裁剪-确保裁剪的精度和准确性b.缝纫:-使用适当的缝纫机和线材将裁剪好的布料进行缝合-确保缝纫线的强度和牢固度c.填充:-将填充物填充到制品内部,如枕芯、被子等-控制填充物的数量和均匀度d.内部结构加固:-根据需要在产品内部添加加固材料,如钢丝、硬纸板等-提高产品的稳定性和耐用性e.完成产品:-进行末道工序,如压平、整理、清洗等-检查产品的外观和质量3.质量控制:a.检查原材料和零部件的质量:要求供应商提供合格证明或检测报告b.检查裁剪和缝纫过程的准确性和质量:采用抽样检查和巡检的方式c.检查填充和内部结构的均匀性和稳定性:使用设备进行检测d.检查成品的外观和质量:使用视觉检查和物理测试方法e.随机抽查产品进行可靠性测试:如耐久性测试、洗涤测试等4.包装和装运:a.根据产品的规格和要求进行包装:使用适当的包装材料和方式b.标记:在包装上标明产品的型号、规格、数量和批次信息c.装运:选择合适的运输方式和物流公司进行产品的运输d.监督:跟踪产品的运输情况,并确保产品在运输过程中没有受到损坏5.售后服务:a.提供产品的使用说明书和保养指南c.提供产品质量保证和售后维修服务以上是家纺产品生产的一般工艺流程和质量控制要点,具体的工艺单和操作规程需要根据具体的产品和生产设备进行制定。
在制定工艺单时,应根据产品的设计和规格要求,制定详细的操作步骤和质量检验标准,以确保产品的质量和交货期的达到需求。
家纺产品的生产过程中,还需要注意环境保护和劳动安全等因素,确保生产过程的可持续性和员工的安全。
纺织工艺单样本纺织工艺单是在纺织生产过程中,用于记录制作纺织品所需的工艺步骤、工艺参数和相关要求的一种文档。
本文将为您展示一个纺织工艺单样本,确保满足标题描述的内容需求。
【样本标题】:纺织工艺单【样本内容】:一、工艺步骤:1. 原料准备- 根据产品要求,准备合适的纱线、染料和特殊处理剂。
- 检查纱线、染料和特殊处理剂的质量,确保无任何瑕疵。
2. 纺纱- 将准备好的原料纱线送入纺纱机,确保纱线顺畅运行。
- 设置合适的纺纱参数,包括纺纱速度、张力和捻度。
- 监控纱线质量,确保纱线的粗细均匀一致。
3. 织造- 将纺纱好的纱线送入织机,调整织机参数,包括织机速度和织物密度。
- 监控织机运行状态,及时调整,确保织物的质量和尺寸精确。
4. 染色- 根据织造后织物的要求,选择合适的染料和染色方法。
- 按照染色工艺流程,将织物浸泡在染料溶液中,确保染色均匀。
- 控制染色时间和温度,避免过度染色或染色不足。
5. 特殊处理- 根据产品要求,进行特殊处理,如防缩处理、防水处理等。
- 选择合适的特殊处理剂,并按照要求进行处理。
- 控制特殊处理的时间和温度,确保处理效果。
二、工艺参数:1. 原料纱线参数:- 纱线类型:XXX- 纱线规格:XX支- 纱线颜色:XXX2. 织机参数:- 织机速度:XXX m/min- 织物密度:XXX 织/英寸3. 染色参数:- 染料名称:XXX- 染色温度:XXX℃- 染色时间:XXX分钟4. 特殊处理参数:- 处理剂名称:XXX- 处理温度:XXX℃- 处理时间:XXX分钟三、质量要求:1. 确保纱线、织物和染色后产品的质量符合标准要求。
2. 纱线和织物应无瑕疵,无明显的断裂、回潮和细纱等缺陷。
3. 织物的尺寸应精确,无明显的变形和翘曲。
4. 染色均匀,颜色鲜艳,无褪色现象。
5. 特殊处理效果明显,符合产品要求。
四、注意事项:1. 检查纱线、染料和特殊处理剂的质量,确保无任何瑕疵。
2. 严格监控纺纱、织造、染色和特殊处理过程中的参数,及时调整。
纺织生产以及工艺单“哎,说起纺织啊,真是咱日常生活里的大事儿。
咱村头那纺织厂,我可是亲眼见过怎么一针一线地织出漂亮的布匹。
”想象一下,清晨的阳光洒在村头的纺织厂上,机器轰鸣声中,工人们忙碌着。
张阿姨正手把手教新来的小徒弟如何操作那台老式织布机。
“张阿姨,这线怎么老是断啊?”小徒弟有些着急。
张阿姨笑着回答:“别急,刚开始学都是这样。
来,你看看这线的粗细得跟机器的针眼配得刚刚好,要不然就会卡住或者断线。
”随着张阿姨的耐心指导,布匹在机器上慢慢铺展开来,如同彩虹般绚丽。
这时,一旁的李叔叔插话了:“这纺织啊,可不只是机器的事儿,还得看原料。
”“对啊,李叔叔说得对。
”张阿姨接着说,“就像咱们做饭用的米,好的原料才能做出好的布。
”原料的挑选、纱线的编织、色彩的搭配……每一个环节都离不开工人们的辛勤劳动。
而在这其中,最让人期待的莫过于那道道工艺单了。
“你知道吗?这工艺单上写得清清楚楚,从选材到成品的每一步都有讲究。
”李叔叔翻开一本工艺单,给旁边的孩子们看,“你看这上面的指示,像做菜一样细致。
”孩子们聚精会神地听着,眼中闪烁着好奇的光芒。
其中一个小男孩忍不住问:“那这么多步骤,得做多久啊?”李叔叔笑了笑说:“时间嘛,就像磨刀不误砍柴工。
虽然步骤多,但每一步都为了最后的完美。
就像咱们村里的老话说的‘慢工出细活’嘛。
”确实如此,从原料到成品,每一个环节都凝聚了工人们的汗水和智慧。
而这正是我们日常生活中不可或缺的一部分,也是我们生活的艺术。
你说呢?纺织不仅仅是生产,更是一种情感的传递和文化的延续。
所以啊,下次当你穿上那件由我们村里纺织出来的衣服时,不妨想一想那些辛勤工作的工人们和那本详细的工艺单吧。
它们都是为了让我们的生活更加美好和多彩。
纺织厂工艺单格式表格篇一:纺织织造工艺流程纺织织造工艺流程1.整经:这道工序一般按产品特点,可分为分轴整经和分条整经两种。
分轴整经是把一个整轴分成几个来整,通过浆丝后再合并成一个整轴。
如:一个整轴的总经是10000根。
上排筒子只有1000个,那么就要分10个分轴。
每个分轴的经线根数为1000根。
每个分轴的门幅都要一样宽。
如果产品要求的门幅是170CM。
那分轴的门幅也是170CM。
分条整经:这是应用比较多铁整经方式。
如上面说的,一个整轴的总经是10000根,上排的筒子是1000个,那么整轴就要分10条来完成。
每条经的宽度为17CM,总门幅为170CM整经的长度一般按大园框的转数来计算经丝的长度。
这样的长度计算方式不是很标准,因为随着转数的增加,大园框的外面直径在变大,同时周长也在增加。
大园框的周长一般有2。
5米、4米、5米的。
以4米的为多。
如第一条经的转数是100转。
那么后面的同样也要是100转了,不能有多或少的,多的叫长挂,少的叫短挂。
长了只能剪掉,就要浪费原料,短了就要接上去,上机时织到这个位置。
因为有很多结子,就很难织造了。
那怕织过了,布面也是疵品了。
两种整经方式的共同点是经丝先整到大园框上,再从大园框上盘到空盘片内。
2.浆丝:把整好的经轴拉到放上浆丝机,让经面通过浆料槽吸浆,通过烘箱烘干。
再盘到空盘片上。
浆丝的目的是为了让丝的单纤相互粘结,增加丝的断裂强度,以利于上机的顺利织造。
随着纺织机械的发展,现在已有了整浆联合的机器了,就是在分轴整经时,不再通过在园框和盘片的周转了,从筒子架上出来的丝形成经面后直接进入浆槽和烘箱。
直接盘入空盘片。
这样就简化了工序的同时,提高了效益,也提高了产品质量。
但投资较大。
3.并轴;把上过浆料的分轴按要求进行合并。
这样轴与轴之间的长度会能整经和上浆时的张力等因素的影响,而发生变化,那就只有按最短的来做了,长的就只能剪掉了。
4.分绞:为便于织造时的顺利,用分绞机把经丝分上下两层,分好后用绳子穿入绞口。