汽轮机扣盖前监督检查表
- 格式:doc
- 大小:145.00 KB
- 文档页数:7
火电工程汽机扣盖前质量监督检查记录典型表式————————————————————————————————作者:————————————————————————————————日期:汽机扣盖前质量监督检查记录工程项目工程规模 MW 机组号监检机构年月日工程汽机扣盖前质量监督检查记录1、对工程建设各责任主体质量行为的监督检查序号检查项目检查结果1.1 对建设单位质量行为的监督检查1.1.1 项目组织管理机构及规章制度实施1.1.2 汽轮机安装必要资料的提供情况1.1.3 组织设计交底及图纸会检,组织厂家技术交底1.1.4 叶片测频、转子中心孔探伤情况(或厂家的相应技术资料)1.1.5 设备监造报告及相关监造情况1.1.6 组织进行汽轮发电机金属技术监督情况1.1.7 强制性条文执行情况1.1.8 “四新”的审批及实施情况1.2 对勘察设计单位质量行为的监督1.2.1 设计单位资质、工程设计负责人的执业资格应符合承担的设计工程项目的要求1.2.2 工程设计负责人已由企业法定代表人授权,责、权明确1.2.3 施工图纸交付情况,设计变更和技术洽商单审批手续。
按规定进行设计交底1.2.4 有无指定材料或设备生产厂家行为1.2.5 设计工代到位及处理设计问题情况1.3 对监理单位质量行为的监督1.3.1 总监理师授权情况,质量管理体系及运行1.3.2 监理机构人员配备合理,资格证书于承担任务相符,责任制落实1.3.3 监理规划、监理细则、监理工作程序的审批及实施1.3.4 对施工单位编制的施工组织设计、各项施工技术措施及时审核或审批,对项目开工报告及时审核、批复1.3.5 审定施工质量验评项目划分表及项目验收签证完毕1.3.6 对其发出的质量问题通知单的跟踪、闭环1.3.7 对采用的“四新”组织认证、审核1.4 对施工单位质量行为的监督1.4.1 单位资质与承包项目相符,施工合同已签定1.4.2 项目经理授权情况及质量管理机构人员配备1.4.3 专业施工组织设计、施工方案、重要工序施工技术措施编、审并已报批。
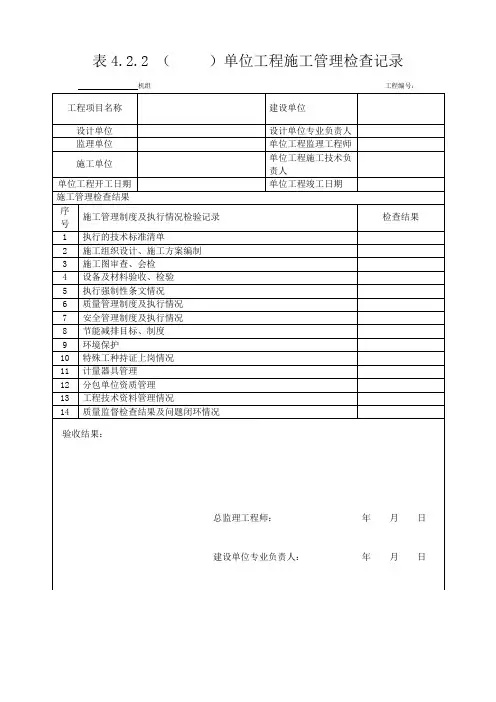
表4.2.2 ()单位工程施工管理检查记录机组工程编号:表4.2.3 ()单位工程质量控制文件核查表机组工程编号:表4.2.4 ()单位工程设计变更及材料代用通知单登记表机组工程编号:表4.2.5 ()单位工程设备、材料出厂试验报告及质量证明材料登记表机组编号:表4.2.6 设备缺陷通知单表4.2.7 设备缺陷处理报告单机组工程编号:表4.2.8 单位工程所用计量器具登记表机组工程编号:表4.2.9 ()检验批施工质量验收表机组工程编号:性质:表4.2.10 ()分项工程施工质量验收表机组工程编号:性质:表4.2.11 ()分部工程施工质量验收表机组工程编号:性质:表4.2.12 ()单位工程施工质量验收表机组工程编号:性质:表4.3.1基础检查与几何尺寸校核表4.3.13基础沉降观测表4.3.6垫铁安装表4.3.6垫铁安装表4.3.5垫铁配置表4.3.4地脚螺栓检查表4.3.10台板检查安装表4.3.11汽轮发电机组基础二次浇灌前检查表4.3.14轴承座(箱)清理检查表4.3.15轴瓦检查表4.3.16轴瓦垫块检查表4.3.18辅助设备和附属设备机械基础准备表4.3.19辅助设备和附属机械垫铁及地脚螺栓配置安装表4.3.20辅助设备和附属机械二次浇灌表4.3.25一般卧式离心泵安装表4.3.26卧式离心泵试运表4.3.30 一般风机安装表4.3.31 风机试运表4.3.32附属机械联轴器装配及找中心表4.3.32(续)表4.3.34一般热交换器检查表4.3.35一般热交换器安装表4.3.36一般箱罐安装表4.4.1-1轴承座就位找正表4.4.1-2轴瓦及油档间隙测量、调整表4.4.1-3推力轴承间隙测量调整表4.4.1-4轴承座扣盖表4.4.2-1 低压缸清理检查表4.4.2-2高、中压缸清理检查表4.4.2-4高、中压缸喷嘴室、隔板(套)、汽封(套)检查表4.4.2-5低压缸进气室、隔板(套)、汽封(套)检查表4.4.3汽轮机转子检查表4.4.4-1低压缸组合、结合面间隙检查表4.4.4-2高、中压缸组合、结合面间隙检查表4.4.4-3汽缸就位找正表4.4.5-1轴承座、汽缸与转子找中心表4.4.5-5高、中压缸隔板(套)、平衡活塞(环)、进汽分流环、汽封套安装表4.4.5-7低压缸内部件洼涡找中心表4.4.5-8高、中压缸内部件洼涡找中心检查。
中泰化学阜康工业园动力站项目#1汽轮机扣盖前质量监督检查汇报材料安徽电力建设第一工程公司新疆中泰阜康项目部二○一二年二月二十日各位领导、各位专家:你们好!对你们到来表示衷心感谢。
新疆中泰热电厂一期工程#1机汽轮机自2011年12月04日汽机座交安以来,在总包、监理的组织、协调下,业主的积极支持配合下,经过我公司广大职工精心施工、顽强拼搏,目前扣盖前的安装工作已基本结束。
在相继实现了#1机组倒送电、#1锅炉投产等碑节点后,今天又迎来了#1机组汽机扣盖前质量监督。
现在就施工情况向各位领导和专家汇报:1.工程概况中泰化学阜康工业园2×150MW项目厂址位于新疆维吾尔自治区昌吉回族自治州阜康市重化工业园区。
燃料采用公路运输,运输路径如下:运煤路径为矿区道路→县乡道路→S303省道→S111省道→中泰化学阜康工业园区道路→电厂运煤道路。
平均公路运距约25km。
新疆中泰化学阜康工业园动力站项目,安装1台12MW汽轮机,由青岛捷能汽轮机厂生产,本次作业的任务是安装1#汽轮机本体。
#1机为B12-8.83/1.2单缸背压式汽轮机,由前、后缸两部分组成。
前后缸采用合金铸钢,通过垂直中分面连接成一体。
主气门、高压调节阀蒸气室与汽缸为一体,新蒸汽从主气门直接进入高压调节汽阀蒸气室内。
主气门到调节阀之间无连通管。
汽缸下部有抽汽口,散热快,容易造成上下缸温差超限。
因此,必须适当加厚下缸保温。
并注意保温施工质量,以防止上下缸温差过大造成汽缸热扰曲。
前汽缸由两个“猫爪”支撑在前轴承座上,前轴承座放置在前底板上。
可以沿轴向滑动。
后汽缸由两个“猫爪”支撑在后轴承座上。
机组的滑销系统由纵销、横销、立销组成。
纵销是沿汽轮机中心线设置在前轴承座与前底板之间;横销设置在前“猫爪”、后“猫爪”和后轴承座下面;立销设置在前、后轴承座与汽缸之间。
后轴承座横销与纵销中心的交点为机组热膨胀死点。
当汽缸受热膨胀时,由前猫爪推动前轴承座向前滑动。

#1汽轮机扣盖前质量监督检查汇报材料各位领导、各位专家:首先,我代表********项目部的全体员工对各位领导、各位专家在百忙之中来现场检查、指导工作表示热烈的欢迎,对你们给予工程建设的关心和支持表示衷心的感谢!本工程在上级领导、专家的关心和支持下,在项目公司、工程公司、****监理、****厂、****设计院等单位的密切配合和共同协作下,工程进度、质量、安全始终处于受控状态。
经过各方面的共同努力,目前#1汽轮机低压缸已基本具备了扣盖条件。
现将#1汽轮机扣盖前施工情况作简要汇报,请各位领导及专家多提宝贵意见。
1、工程概况及特点1.1、工程概况:************新建2×1000MW燃煤发电工程汽轮机是由****有限公司和德国西门子联合设计制造的N1050-27/600/610超超临界、一次中间再热、单轴、四缸四排汽、双背压、九级回热抽汽、凝汽式汽轮机。
超超临界百万机组由于设计及其结构的特点,高压缸和中压缸在制造厂内进行精装后整体往现场,采用不揭缸安装的方法。
低压内缸与隔板持环之间纵横销已经工厂组装,其余均未经过组装,全部散件供货。
1.2汽轮机主要参数:2、工程主要形象进度自****年9月21日#1汽机本体基础交接安装以来,****项目部广大职工齐心协力,全力以赴进行汽机本体安装工作,编排详细的施工进度计划,并在施工过程中按实际情况及时调整。
合理组织调配富有经验的安装人员承担安装工作,通过合理工作时间、加强过程管控,使安装质量得到保证。
目前,已完成了发电机定子吊装、轴承座找正灌浆、高压缸就位、中压缸就位、低压外缸拼装、低压內缸就位、发电机穿转子、汽轮机转子对轮找中心、通流间隙测量与调整、汽门安装等一系列重要安装项目。
#1汽轮机部分的主要安装进度如下:****年10月20日轴承座就位找正、灌浆****年11月15日发电机定子吊装就位****年11月16日中压缸就位****年11月25日低压外缸拼装结束****年12月03日高压缸就位****年12月16日发电机穿转子****年01月02日低压缸通流间隙验收****年01月06日全实缸对轮中心验收****年01月07日低压缸试扣盖3、质保体系和质量管理3.1、建立健全质量组织机构在工程质量管理上,做到起步早、起点高、重实效、求创新。
江苏华电句容二期(2×1000MW)扩建工程3号机组汽轮机扣盖前监督检查汇报材料中国能建江苏电建一公司镇江分公司二О一八年四月各位领导、各位专家:首先,我代表中国能建江苏电建一公司镇江分公司全体员工,对各位领导、各位专家莅临现场进行3号机组汽轮机扣盖前的质量监督检查表示热烈的欢迎!我公司承建的江苏华电句容二期(2×1000MW)扩建工程A标段自开工以来,在业主的组织、协调下,在宏源监理的监督、帮助下,在设计院、制造厂等各方支持和配合下,通过科学管理、精细施工,工程质量一直处于受控状态,目前3号机组汽轮机已具备扣盖前质量监督检查的条件。
下面,我就相关施工情况向各位领导、专家作简要汇报。
一、工程概况江苏华电句容二期(2×1000MW)扩建工程3号机组汽轮机是由上海电气集团生产的超超临界、二次中间再热、单轴、五缸四排汽、十级回热抽汽、双背压、凝汽式汽轮机。
N1000-31/600/620/620汽轮机安装位置为汽机房17米层运转平台,汽轮机机组中心线标高为18米。
汽轮发电机纵向中心线离主厂房A2轴线距离为2米。
超高压缸、高压缸、中压缸、低压内缸与隔板持环之间纵横销为制造厂厂内组装,其余为散件供货。
该型汽轮机采用超高压缸、高压缸、中压缸和两只低压缸单轴串联布置。
除超高压转子由两只径向轴承支承外,高压、中压转子和两根低压转子均采用单轴承支承方式,结构紧凑,并能减少基础变形对轴承载荷及轴系对中的影响,机组总长约35米。
轴承座采用落地式布置方式。
超高压缸、高压缸、中压缸采用传统方式支承,由其猫爪支承在汽缸前后的2个轴承座上;而低压外缸直接座落在凝汽器颈部,低压内缸通过猫爪及支架直接座落在低压缸轴承两侧猫爪上,内外缸之间由膨胀节密封连接。
超高压缸采用单流程双层缸设计:外缸为桶形,前后两段用螺栓连接,内缸为垂直纵向平分面结构。
高压缸、中压缸采用双流程双层缸设计。
膨胀系统设计具有独特的技术风格:机组的绝对死点及相对死点均设在超高、高压之间的推力轴承处,整个轴系以此为死点向两端膨胀,低压内缸也通过汽缸之间的推拉装置而向后膨胀。
表汽轮发电机组工程质量控制点签证、记录、强制性条文执行情况检查项目汽轮发电机组通用部分汽轮发电机基础准备适用范围:适用于汽轮发电机本体安装前的基础检查准备工作,包括:基础检查与几何尺寸校核,基础承力面凿毛,二次灌浆内挡板安装,地脚螺栓检查。
基础检查与几何尺寸校核检查验收见表。
表基础检查与几何尺寸校核基础承力面凿毛检查验收见表。
表基础承力面凿毛二次灌浆内挡板安装检查验收见表。
表二次灌浆内挡板安装地脚螺栓检查验收见表。
表地脚螺栓检查一般垫铁配制检查验收见表。
表一般垫铁配制表(续)垫铁安装检查验收见表。
表垫铁安装混凝土垫块配制检查验收见表。
表混凝土垫块配制可调固定器安装检查验收见表。
表可调固定器安装台板调整螺钉安装检查验收见表。
表台板调整螺钉安装台板检查安装检查验收见表。
表台板检查安装汽轮发电机组基础二次浇灌前检查验收见表。
表汽轮发电机组基础二次浇灌前检查表(续)汽轮发电机组基础二次浇灌及养护检查验收见表。
表汽轮发电机组基础二次浇灌及养护基础沉降观测检查验收见表。
表基础沉降观测轴承座(箱)清理检查验收见表。
表轴承座(箱)清理检查表汽轮发电机组轴瓦检查验收见表。
表汽轮发电机组轴瓦检查汽轮发电机组轴瓦垫块检查验收见表。
表汽轮发电机组轴瓦垫块检查合金钢部件复核验收见表。
表合金钢部件复核辅助设备和附属机械基础准备检查验收见表。
表辅助设备和附属机械基础准备辅助设备和附属机械垫铁及地脚螺栓配制安装检查验收见表。
表辅助设备和附属机械垫铁及地脚螺栓配制安装辅助设备和附属机械二次浇灌检查验收见表。
表辅助设备和附属机械二次浇灌①②附属机械轴承座(轴承室)安装检查验收见表。
表附属机械轴承座(轴承室)安装滑动轴承检查安装检查验收见表。
表附属机械滑动轴承检查安装滚动轴承检查安装检查验收见表。
表附属机械滚动轴承检查安装表(续)一般卧式离心水泵检查验收见表。
表一般卧式离心水泵检查般卧式离心水泵安装检查验收见表。
表一般卧式离心泵安装卧式离心泵试运检查验收见表。