孔系零件加工实战案例系列《一》
- 格式:doc
- 大小:146.50 KB
- 文档页数:5
孔系零件加工- 数控铣床加工示例(一)
孔加工在金属切削占有很大的比重,应用极其广泛。
在数控镜床上加工孔的方法较多,根据孔的尺才精度、位置精度及表面粗糙度等要求,一般有点孔、钻孔、扩乱、锪孔、铰孔、镗孔反铣孔等。
常用孔的加工指令为孔加工循环。
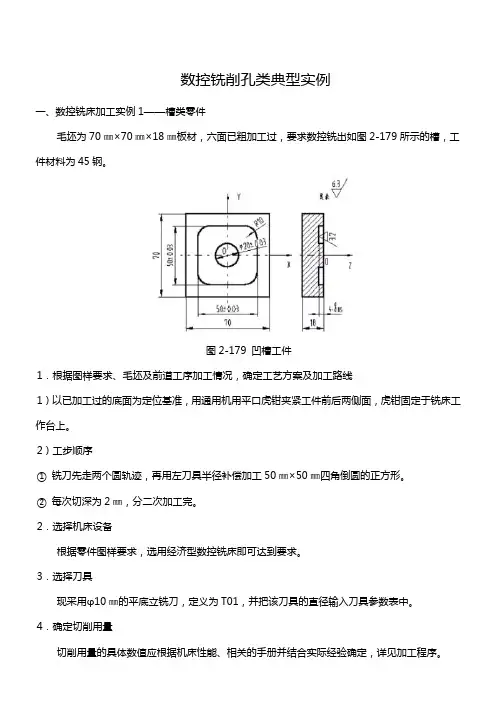
如图所示某孔类零件,材料为铝合金,零件中6 个面及外轮廓已经加工符合图纸要求,现对其余孔形进行加工。
(1)加工工艺分析
由于此零件为正方形零件,故采用通用夹具平口钳装夹。
首先校对平口钳固定钳口平行度,底面的水平,用平行垫铁做工件底固定位,平行垫铁厚度以保证工件高出钳口足够高为宜。
伸山工件侧一定距离,保证能放置Z 铀设定仪。
利用铜棒或木锤边敲击边夹紧,使平行垫铁不移动后夹紧工件。
注意平行垫铁的位置不能干涉通孔刀具。
把工件坐标系原点设置在工件的对称中心处,利用试切法或者寻边器进行X ,Y 方向时刀,Z 轴设定仪进行Z方向对刀,对刀值输入到G54-G59 参数中去。
其切削参数见表
(2) 参考程序
1 )点孔
00OOl ; (FANUC 系统)。