端盖注塑模具 毕业设计 中期考核
- 格式:pdf
- 大小:96.44 KB
- 文档页数:2
中级塑料模具设计师知识试卷注意事项1、考试时间为120分钟。
2、请首先按要求在答题卡上填写您的姓名、准考证号和所在单位的名称。
3、请仔细阅读题目,所有答案必须填写在答题卡上。
4、不要在装订线外填写无关内容,否则成绩无效。
一、判断题(共15题。
将判断结果填入答题卡中,正确的填“√”,错误的填“×”。
每题2分,满分30分。
)1、和相当的公制螺纹相比,英制螺纹螺距较小。
2、模具设计时,在保证制品质量的前提下,浇口应该选择在使温度降比较小的地方。
3、热固性塑料在成型过程中主要发生物理变化,不发生化学变化。
4、目前的模具CAE软件,分析熔体流动的准确度低于分析熔体冷却翘曲的准确度。
5、某塑料件两孔间距离为10mm(自由尺寸),塑料平均收缩率是0.5%,模具上该成型尺寸可以设计为9.95mm。
6、精密注射模具中,除了采用导柱和导套配合外,还可在动模和定模上设置具有互相吻合的内外锥面的斜度导柱精密定位。
7、参数化设计是现代三维软件的主流趋势。
8、具有中心对称结构的塑料制品,如果浇口不在对称线上,那么,距离浇口近的部位收缩较大。
9、螺纹型芯的驱动可以采用很多种形式,使用螺杆直线运动带动螺母旋转运动的脱螺纹结构时,要保证螺杆的升角足够小。
10、动定模中互相配合的部件可以设计为不同的材料和不同的硬度,从而可以在正式生产中控制发生磨损的部件为其中简单的、易加工的、易更换的部件。
11、针阀式热嘴中的针阀大多由弹簧控制。
12、使用气体辅助注塑成型(GAIM)可以降低塑料制品的材料损耗。
13、9Mn2V(AISI标准:O2)俗称油钢,淬火温度为780℃~810℃。
14、精密成型磨削可以用来加工各种模具零件,尺寸精度可以达到0.002mm。
15、蚀纹(皮纹)加工的深度与拔模斜度无关。
二、单项选择题(共20题。
选择正确的答案,并将答案填入答题卡。
每题2分,满分40分。
)1、尺寸标注φ20H8/f7,以下说法不正确的是??。
端盖注塑模具设计摘要本次毕业设计的课题为端盖注塑模具设计,主要在对塑件进行成型分析的基础上从原材料分析、成型特性、分型面的选择、浇注系统的设计、冷却系统的设计、型芯和型腔的结构设计、推出复位结构设计、侧向抽芯机构的设计和导向机构的设计等多方面详细阐述了端盖注塑模具的设计过程。
同时通过合理地选择注射机并对注塑压力、最大注塑量、锁模力、开模行程等相关方面进行校核,进一步保证设计的合理型,并设计温度调节系统和阐述模具装配等方面。
本课题最大的特点是模具由左右侧滑块组成,设计的模具结构合理,加工方便,工艺性好,能较好地运用于实际生产。
同时,在设计过程中,通过查阅大量资料、手册、标准、期刊等,结合教材上的知识也对注塑模具的组成结构(成型零部件、浇注系统、导向部分、推出机构、排气系统、模温调节系统)有了系统的认识,拓宽了视野,丰富了知识,为将来独立完成模具设计积累了一定的经验。
关键词:端盖注塑模具,侧向抽芯,分型面,注塑模具,注射机Cover Injection MoldAbstractThe graduation design topic of cover for injection mold design, mainly in the plastic parts for forming based on the analysis of the raw material analysis, from molding character, classification, the selection of the design of gating system, cooling system design, cores and mold structure design, structure design, launched reset lateral core-pulling mechanism design and the design of steering mechanism and so on various explains in detail the design process of the cover injection mold. At the same time through the reasonable selection of injection machine and the injection pressure, maximum injection quantity, clamping force, open mold stroke as well as related aspects of checking, further assure rational design of the type, and design temperature control system and expounds the mold assembly, etc. This subject is the biggest characteristic is to mould a left lateral spreads piece of composition, the design of die structure is reasonable, processing is convenient, good in usability and can be well applied to practical production.Meanwhile, in the design process, access to a large number of data, manuals, standard, periodicals, combined with the knowledge on teaching material of injection molds composition structure (molding parts, injection system, guiding parts, launch institutions, exhaust systems, mold temperature adjusting system) have the understanding of the system, widen the vision, rich knowledge, for future independent completed mold design accumulated a certain amount of experience.KEYWORDS: cover injection molds, side core-pulling, the parting surface, injection mould, injection machine目录前言 0第1章塑料注射模具的设计步骤和结构组成 (2)1.1塑料注射模具的设计步骤及内容 (2)1.1.1接受任务书 (2)1.1.2收集、分析、设计原始资料 (2)1.1.3确定成型方法 (4)1.1.4选择成型设备 (4)1.1.5确定模具类型的主要结构方案 (4)1.1.6绘制模具图 (4)1.2塑料注射模具的结构组成和作用 (6)第2章塑件的工艺分析 (6)2.1塑件成型工艺分析 (6)2.1.1材料的性能 (8)2.1.2成型特性及条件 (8)2.1.3结构工艺性 (9)2.1.4零件体积及质量估算 (9)2.2ABS的成型特性与工艺参数 (7)2.2.1 塑料成型工艺参数 (8)2.3选择注射机........................................ 错误!未定义书签。
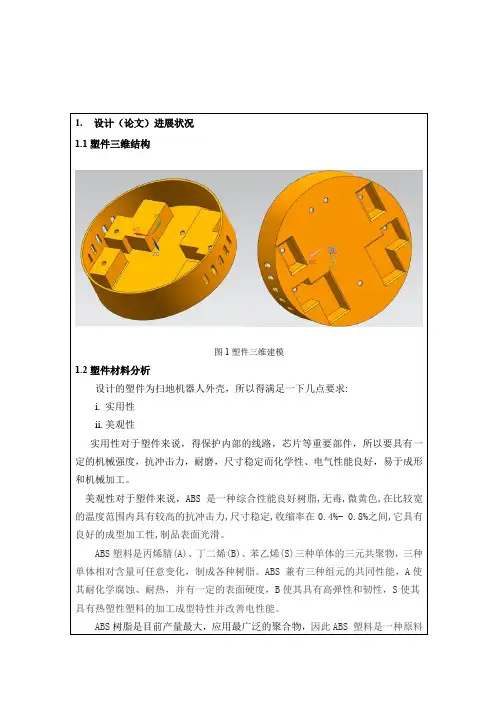
1.设计(论文)进展状况1.1塑件三维结构图1塑件三维建模1.2塑件材料分析设计的塑件为扫地机器人外壳,所以得满足一下几点要求:i.实用性ii.美观性实用性对于塑件来说,得保护内部的线路,芯片等重要部件,所以要具有一定的机械强度,抗冲击力,耐磨,尺寸稳定而化学性、电气性能良好,易于成形和机械加工。
美观性对于塑件来说,ABS 是一种综合性能良好树脂,无毒,微黄色,在比较宽的温度范围内具有较高的抗冲击力,尺寸稳定,收缩率在0.4%- 0.8%之间,它具有良好的成型加工性,制品表面光滑。
ABS塑料是丙烯腈(A)、丁二烯(B)、苯乙烯(S)三种单体的三元共聚物,三种单体相对含量可任意变化,制成各种树脂。
ABS 兼有三种组元的共同性能,A使其耐化学腐蚀、耐热,并有一定的表面硬度,B使其具有高弹性和韧性,S使其具有热塑性塑料的加工成型特性并改善电性能。
ABS树脂是目前产量最大,应用最广泛的聚合物,因此ABS 塑料是一种原料易得、综合性能良好、价格便宜、用途广泛的“坚韧、质硬、刚性”材料。
ABS 塑料在工业中应用极为广泛。
ABS注射制品常用来制作壳体、箱体、零部件、玩具等。
挤出制品多为板材、棒材、管材等,可进行热压、复合加工及制作模型。
1.3塑件尺寸图2塑件三维尺寸塑件高度:80mm半径:150mm壁厚:4mm塑件体积:565.2c m31.4型腔数确定以机床的注射能力为基础,每次的注射量不超过注射机最大注射量的80%,按公式计算模具的型腔数。
由于型腔的布置与浇注系统布置密切相关,因而型腔的排布在多型腔模具设计中应加以综合考虑。
型腔的排布应使每个型腔浇口处有足够压力,以保证塑料熔体同时均匀地充满型腔,使各型腔的塑件内在质量均一稳定,这就要求型腔与主浇道之间的距离尽可能最短,同时采用平衡的浇道和合理的浇口尺寸以及均匀的冷却等。
由于塑件体积较大,两边还存在一排散热孔,需要借助抽芯机构,所以综合之后采用一模一腔。
1.4浇注方式由于塑件为外观件,表面要求较高,而且塑件结构较为复杂,两边存在散热孔,底部也存在凹槽,螺孔,所以采用点浇口。

毕业设计中期检查表
填表日期2014年 4月27日迄今已进行8 周剩余9 周
学生姓名刘平宇院系机电工程学院专业、班级
材料成型及控制工
程2010级一班指导教师姓名党跃轩职称教授
从事
专业
是否外聘□是■否题目名称圆周均布通孔塑料制件注塑模具设计
学生填写毕业设
计工作
进度
已完成主要内容待完成主要内容
1.完成了塑件的工艺性分析,并
提交了开题报告;
2.对制件特点及材料特性进行
了分析,完成了三维造型;
3.确定了模具的总体方案,并已
选择注塑机,分型面;
4.完成模具成型零件的设计;
5.完成大部分设计说明书的编
写工作;
6.已完成制件的模拟分析,并且
生成了分析报告;
1.圆周均布侧向抽芯机构的设计;
2.齿条滑块机构的三维设计;
3.模具三维实体装配总成与二维工
程图纸的绘制;
4.模具零件图的绘制;
5.部分设计说明书的编写;
存在问
题及努
力方向
学生签字:
指导教师
意见
毕业设计进度:超前□正常□滞后□严重滞后□。
塑料模具设计题库:
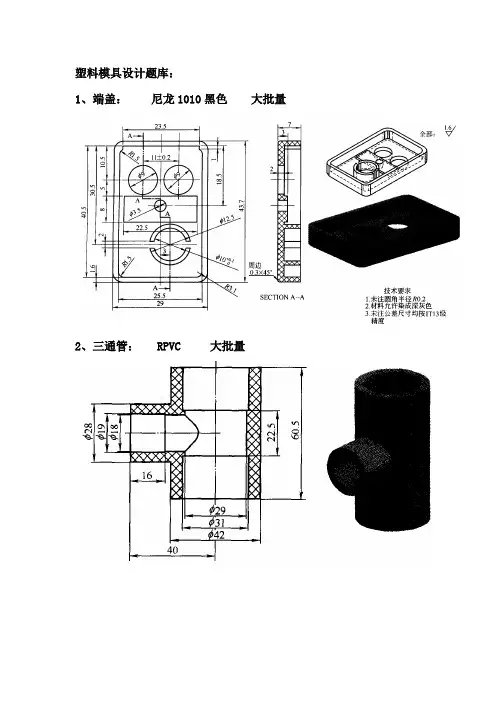
1、端盖:尼龙1010黑色大批量
2、三通管: RPVC 大批量
3、连接座: ABS 大批量
4、盖:改性聚苯乙烯大批量
5、盒盖:聚甲醛(POM)大批量
6、钩:尼龙1010(增强)大批量
7、90°弯头:聚氯乙稀(RPVC)大批量
8、骨轮:聚甲醛(POM)大批量
9、灯罩:乳氏液苯乙烯塑料6透明大批量
10、外壳:尼龙1010(1.0%~1.6%)大批量
11、罩盖:聚苯乙烯(PS)大批量
12、旋钮:高密度聚乙烯(HDPE)大批量
13、骨架: ABS 大批量
14、杯托:聚碳酸酯(PC)大批量
15、罩:聚丙烯大批量
16、支撑块:酚醛塑料(D133)大批量
二、压缩、压注模
1、锁盖:黑色酚醛塑料 M4602 大批量
2、座块盖:象牙色聚碳酸酯大批量
3、隔弧板:三聚氰胺甲醛玻璃纤维大批量
4、底板:酚醛塑料粉4010 大批量
5、电器插头:酚醛塑料(161)大批量
6、电流线圈架:酚醛塑料(J8603)大批量。
模具设计与制造专业毕业综合技能测试大纲一、考试目的和要求模具设计与制造专业毕业综合技能测试旨在考查毕业生在模具设计和制造方面的综合能力,测试内容包括模具基础知识、模具设计、模具制造等方面的理论知识和实际应用能力。
考试要求毕业生能够运用所学知识,独立完成模具设计和制造的相关工作。
二、考试内容和形式考试内容:1.模具基础知识:包括模具原理、模具结构、模具材料、模具热处理、模具测量等方面的基础知识。
2.模具设计:包括模具设计的基本原则、设计流程、设计图样等方面的知识,以及常见零件的设计方法。
3.模具制造:包括加工工艺、加工设备、数控加工等方面的知识。
考试形式:考试时间为4小时,分为笔试和实验两部分:1.笔试:包括单项选择题、多项选择题和问答题,占总成绩60%。
2.实验:要求毕业生独立完成一道模具设计和制造的任务,占总成绩40%。
三、考试评分标准1.笔试部分,90分以上为优秀,80-89分为良好,70-79分为一般,60-69分为及格,60分以下为不及格。
2.实验部分,考评人员将根据毕业生的设计方案、加工过程、成品质量等方面进行综合评分,90分以上为优秀,80-89分为良好,70-79分为一般,60-69分为及格,60分以下为不及格。
四、参考教材和工具1.参考教材:《模具设计与制造》《数控加工基础》《模具设计与加工》2.参考工具:CAD绘图软件CAM编程软件数控加工设备五、考试重点1.掌握模具基础知识。
2.熟练掌握CAD绘图软件、CAM编程软件和数控加工设备的使用方法。
3.掌握模具设计的基本原则和设计流程,能够独立完成模具设计任务。
4.熟练掌握模具制造的加工工艺和加工设备的使用方法,能够独立完成模具的制造任务。
六、考试建议1.在备考过程中,要多做模具设计和制造方面的练习题,熟练掌握基本知识和设计方法。
2.在考试中要认真审题,注意答题要求,尤其是在实验部分要注意时间安排和作业操作的规范性。
3.在备考过程中,应逐步提高自己的时间管理能力,掌握一定的应变能力,考场能冷静应对考试情境。
端盖塑料模具毕业设计1.引言端盖是在工业生产中常用的一种配件,用于封闭管道或设备的端口。
为了提高生产效率和降低成本,采用力铸造塑料端盖的方法已成为一种主流工艺。
在本文中,我们将介绍一种用于制造塑料端盖的毕业设计模具。
2.设计目标该毕业设计模具的设计目标如下: - 生产高质量的塑料端盖 - 提高生产效率 - 降低生产成本3.模具设计方案根据上述设计目标,我们采用以下设计方案来制造端盖塑料模具:该模具采用单腔结构,可以同时生产一个端盖。
采用单腔结构可以降低模具制造成本,并提高生产效率。
3.2 材料选择模具的主要材料选择为优质的钢材,例如P20钢。
P20钢具有优异的硬度和磨损性能,适合长时间高负荷的生产工艺。
模具尺寸将根据端盖的设计要求确定,确保制造出的端盖符合预期的尺寸和规格要求。
3.4 模具冷却系统为了提高生产效率和生产质量,模具将配备冷却系统,以在生产过程中迅速冷却和固化塑料端盖。
冷却系统的设计将采用合理布局和适当的冷却介质,以确保良好的冷却效果。
3.5 模具生产工艺模具将使用先进的数控机床进行加工,以确保模具的精度和质量。
生产工艺将采用先进的模具制造技术,如电火花加工和线切割,以确保模具的精度和寿命。
4.模具制造流程模具的制造流程如下:1.设计模具结构并绘制详细的设计图纸。
2.选择合适的材料,并进行材料加工和热处理,以提高材料的硬度和耐磨性。
3.使用数控机床进行模具零件的精确加工和加热处理。
4.进行模具的组装和调试,并进行模具测试和调整,以确保模具的稳定性和性能。
5.进行最终的模具调整,并进行模具性能测试和验证。
6.将模具交付给客户,并提供模具的使用说明和维护方法。
5.模具使用与维护为了保证模具的正常使用和延长使用寿命,需要进行以下维护措施:•定期清洁模具,并使用防锈剂进行防锈处理。
•定期检查模具零件的磨损情况,如有必要,及时更换损坏的零件。
•使用合适的模具操作方法,避免过度力量的施加,以防止模具损坏。
注塑工艺与模具设计期中测试班级姓名学号一、填空1.注射模分流道设计时,从传热面积考虑,热固性塑料宜用__分流道;热塑性塑料宜用__分流道。
从压力损失考虑,__分流道最好,从加工方便考虑用____、__分流道。
2.注射模的排气方式有__和__等。
排气槽通常开设在型腔__的部位。
最好开在__,并在____一侧。
这样即使在排气槽内产生飞边,也容易随塑件脱出。
3.排气是塑件___的需要,引气是塑件____的需要。
二、名词解释:分型面:成型零件的工作尺寸:三、读图题1、认真阅读下列单分型面注塑模具装配图,回答问题。
1、指出件13、14的名称?2、件5、6的名称?3、件1、3的名称?5、推出机构零件5、9、10、11的名称?6、件4、12的名称及其作用?7、件7、8的名称?8、件15的名称?2、认真阅读下列单分型面注塑模具装配图,回答问题。
1、件1的名称?2、件2的名称及其作用?3、件3的名称?4、件4的名称?5、件5的名称?6、件6的名称?7、件7的名称?四、计算如图所示塑件,其材料为U165绝缘酚醛塑料粉,求该塑件压缩模的成型零件工作尺寸。
已知mm D 10.038.0148--=,mm D 15.040.0227--=,mm d 20.00118+=,mm d 25.010.028++=,mm C 13.033±=,mm h 26.00134=,mm h 18.00212=, ,mm H 020.0116-=,mm H 026.0238-=。
(已知:收缩率为0.6~1.0% 模具制造公差取3/∆=z δ,模具的磨损取δc =Δ/6注塑工艺与模具设计期中测试答案一、填空1.注射模分流道设计时,从传热面积考虑,热固性塑料宜用_梯形截面和半圆形截面_分流道;热塑性塑料宜用_圆形_分流道。
从压力损失考虑,_圆形截面_分流道最好,从加工方便考虑用__梯形__、_U型或矩形_分流道。
2.注射模的排气方式有_开设排气槽排气_和_利用模具分型面或模具零件的配合间隙自然排气_等。
中级塑料模具设计师知识试卷注意事项1、考试时间为120分钟。
2、请首先按要求在答题卡上填写您的姓名、准考证号和所在单位的名称。
3、请仔细阅读题目,所有答案必须填写在答题卡上。
4、不要在装订线外填写无关内容,否则成绩无效。
一、判断题(共15题。
将判断结果填入答题卡中,正确的填“√”,错误的填“×”。
每题2分,满分30分。
)1、基准孔的基本偏差为“h”,基准轴的基本偏差为“H”。
2、从减少压力降的角度来说,注塑模具流道应该尽量设计成圆形,这是因为圆形流道相对其他形状的流道来说,比表面积最小。
3、相同的注塑制品和相同的型腔数量,热流道模具通常比冷流道模具尺寸小。
4、注塑成型充模过程中,熔体属于牛顿流体。
5、相对热固性塑料,热塑性塑料可以多次熔融和成型。
6、对于高融点、流动性差的塑料,为了防止填充不足,需要在水管中通入冷却水。
7、普通模具正常工作时,应该尽量使用复位杆使顶板复位。
8、不同的顶出结构可以联合作用,顶出一些复杂的制品。
9、气体辅助注塑成型(GAIM)通常使用的气体是空气。
10、使用模具CAE软件可以模拟出熔体在模具型腔内的流动时间梯度、压力梯度和温度梯度。
11、模具试模时,可以不接入冷却水,这是因为开始生产时,模具温度较低。
12、热流道模具中,对于易于流涎的塑料,通常采用开放式热嘴。
13、模具粗加工铣削刀具一般使用圆刀片铣刀。
14、模具钢材淬火后进行回火的目的是降低内应力,防止材料开裂。
15、使用平动火花机,可以加工工件上侧凹的孔。
二、单项选择题(共20题。
选择正确的答案,并将答案填入答题卡。
每题2分,满分40分。
)1、标准圆柱齿轮,模数m=2,齿数分度圆为120mm﹐其齿数为ˍˍ。
A、60B、50C、40D、302、如果注塑机喷嘴头部半径为20mm,射料孔直径为2.0mm,那么主流道衬套凹坑半径可以为ˍˍ,主流道小端直径可以为ˍˍ。
A、22mm、1mmB、18mm、1mmC、22mm、3mmD、18mm、3mm3、某套模具中,全部制品及流道的表面积为20000mm2,型腔平均压强为50MPa,产生的开模压力为ˍˍ。
化妆品瓶盖塑料注射模具设计中期报告1. 引言1.1 主题背景及意义随着化妆品行业的快速发展,化妆品包装作为产品的重要组成部分,其市场需求量日益增大。
化妆品瓶盖作为包装的关键部分,具有保护内容物、便于使用和提升产品美观度的作用。
塑料注射模具作为生产化妆品瓶盖的主要工艺手段,其设计水平直接关系到瓶盖的质量、生产效率和成本。
本中期报告围绕化妆品瓶盖塑料注射模具的设计,旨在探讨如何优化模具结构、提高生产效率和降低生产成本,为化妆品瓶盖注射模具设计提供参考。
1.2 报告目的与内容概述本报告旨在对化妆品瓶盖塑料注射模具设计过程中的关键环节进行梳理和分析,明确设计要求、标准与规范,探讨模具结构设计、注塑成型工艺参数优化以及模具加工与试模等方面的问题。
报告内容主要包括以下几部分:1.分析化妆品瓶盖塑料注射模具的设计输入与输出,明确设计要求;2.介绍化妆品瓶盖模具的设计标准与规范,确保设计质量;3.针对模具结构设计,分析模具类型与结构,并对关键部件进行详细设计;4.探讨注塑成型工艺参数对产品质量的影响,并提出优化方法与实施策略;5.分析模具加工工艺及试模与调整过程,为实际生产提供指导;6.总结中期成果,并对后期工作展望。
本报告旨在为化妆品瓶盖塑料注射模具设计提供全面、详细的参考,以促进化妆品包装行业的持续发展。
2. 化妆品瓶盖塑料注射模具设计要求2.1 设计输入与输出化妆品瓶盖塑料注射模具的设计输入主要包括产品规格、使用性能、生产效率以及成本控制等方面。
产品设计输入的准确性直接关系到模具设计的成败。
设计输入: 1. 产品规格:包括瓶盖的尺寸、形状、颜色以及表面处理要求。
2. 使用性能:确保瓶盖的密封性、开启便利性以及重复使用性。
3. 生产效率:满足高速自动化生产线的需求,减少生产周期。
4. 成本控制:在确保产品质量的前提下,尽可能降低模具制造成本。
设计输出: 1. 模具设计图:包括模具的3D结构图和2D工程图,详细展示模具的每一个部件。
华南理工大学广州学院
本科生毕业设计(论文)中期阶段考核表
学生姓名杨小龙专业机械工程及自动化班级机械一班
指导教师(导师组)殷小春中期检查时间
2016年1月4号—2016
年1月8号
论文题目
中文一种塑料端盖注塑模具的设计
英文Injection mold design for plastic end cover
主要内容:
注塑模具是一种生产塑胶制品的工具;也是赋予塑胶制品完整结构和精确尺寸的工具。
注塑成型是批量生产某些形状复杂部件时用到的一种加工方法。
具体指将受热融化的材料由高压射入模腔,经冷却固化后,得到成形品。
注塑模具是生产各种工业产品的重要工艺装备,随着塑料工业的迅速发展,以及塑料制品在航空、航天、电子、机械、船舶和汽车等工业部门的推广应用,产品对模具的要求也越来越高,传统的模具设计方法已无法适应当今的要求.与传统的模具设计相比,计算机辅助工程(CAE)技术无论是在提高生产率、保证产品质量方面,还是在降低成本、减轻劳动强度方面,都具有极大的优越性。
本次设计是针对一种端盖的注塑模具设计。
通过对端盖及注塑模具结构的了解分析从而得出对模具大概模型的推导;从各个角度分析模具组成部分,及其所起到的作用和一些模具设计当中疆场发生的问题。
结合实际,进行合理、正确的设计规划。
本设计要求使用CAD,PROE等软件对模具进行零件图纸绘制,装配图绘制和设计成型模具、三维图、爆炸图以及模具零件尺寸的相关记录与计算,编写说明书等。
设计的主要内容包括:
1)塑件的工艺分析
2)注塑模设计
3)成型零件和模体设计
4)顶出机构设计
5)冷却系统设计
6)排气系统设计
7)注塑机有关参数校核
毕业论文工作进展情况(详述):
本人从2014年11月开始直到现在,已进行了以下相关工作:
1、资料的查阅收集;
2、完成端盖注塑模具设计的开题报告、任务书文档资料;
3、对注塑模具进行研究,完成外文翻译;
4、了解如今注塑模具的现状,在设计中分析注塑模具;
5、设计计算,修改、完善设计方案。
使用三维软件pro-e绘制注塑模具立体图,查阅机械设计手册,确定零件的主要尺寸和公差要求;
6、绘制装配图及各零件二维图,完成注塑模具的设计;
7、完成毕业设计初稿;
8、准备答辩资料。
指导教师意见(是否按照毕业论文撰写实施计划进行):
指导教师签名:
年月日审查小组检查意见:
审查小组负责人签名:
年月日
注:电脑打印,用A4纸。
页边距左边2.2cm,右边2.2cm,上下边距2.54cm,在左边装订。