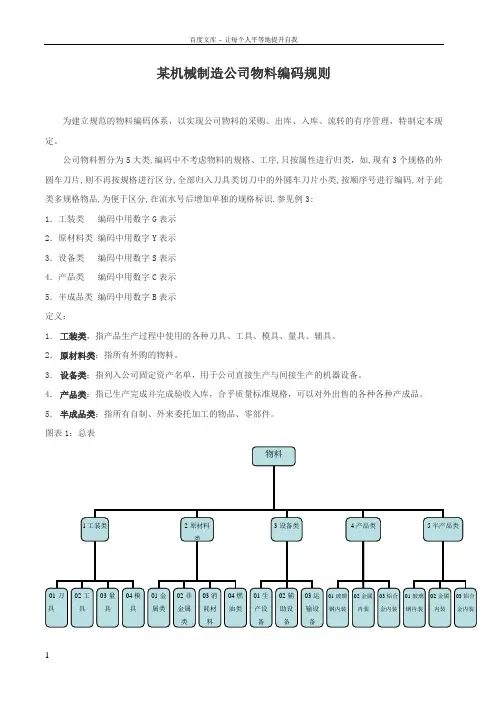
某机械制造公司物料编码规则为建立规范的物料编码体系,以实现公司物料的采购、出库、入库、流转的有序管理,特制定本规定。
公司物料暂分为5大类,编码中不考虑物料的规格、工序,只按属性进行归类,如,现有3个规格的外圆车刀片,则不再按规格进行区分,全部归入刀具类切刀中的外圆车刀片小类,按顺序号进行编码,对于此类多规格物品,为便于区分,在流水号后增加单独的规格标识.参见例3:1.工装类编码中用数字G表示2.原材料类编码中用数字Y表示3.设备类编码中用数字S表示4.产品类编码中用数字C表示5.半成品类编码中用数字B表示定义:1.工装类,指产品生产过程中使用的各种刀具、工具、模具、量具、辅具。
2.原材料类:指所有外购的物料。
3.设备类:指列入公司固定资产名单,用于公司直接生产与间接生产的机器设备。
4.产品类:指已生产完成并完成验收入库,合乎质量标准规格,可以对外出售的各种各种产成品。
5.半成品类:指所有自制、外来委托加工的物品、零部件。
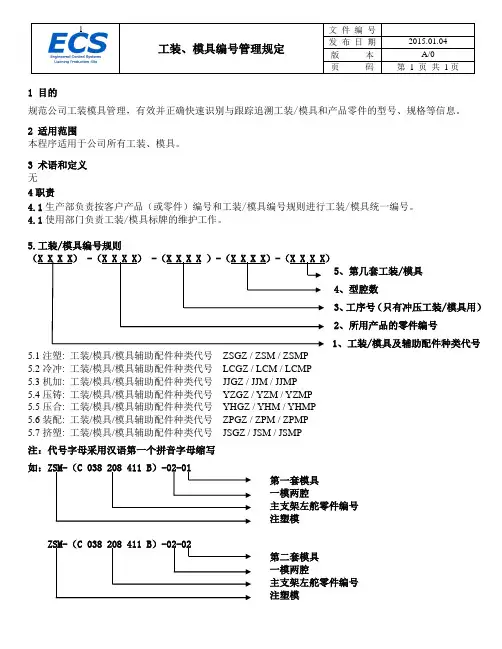
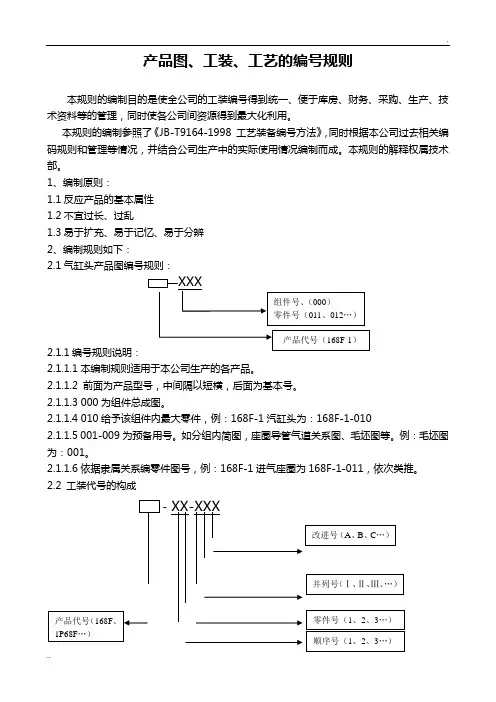
图表1:总表⒈工装类编码图表2:工装类图表编码规则用5段10位数字来表示物品,具体为其中第一段一位数字1表示工装类,第二段二位数字01表示刀具类,第三段二位数字01表示铣刀,第四段二位数字01表示圆柱型铣刀,第五段三位数字001表示顺序号为001的具体刀具。
1.01.01.01.001001的具体铣刀指圆柱型铣刀指工装类编码表(大分类代码G)代码名称说明01 刀具指设备用刀具,包括用于切削加工的刀具02 工具指用于辅助生产的各种常用工具和辅助工具03 量具加工装配中用于测量尺寸、形状、位置的器具与装置04 模具指有特定形状用于加工生产的特殊工具刀具经清点,现有粗齿板锉50支,经认定,属工装类,则一级目录为工装类,首段编码为1,二级目录为刀具类,则二段编码为01,三级目录为锉刀类,则三段编码为05,四级目录为平板类锉刀,则四段编码为01,按现有数量编制流水号为001—050,则这50把粗齿锉刀的编码为:例3:现有5毫米外圆车刀片4把,8毫米外园车刀片5把,10毫米外园车刀片6把,则这些外园车刀片的编码为: 表示5毫米外园车刀片第一把…………表示8毫米外园车刀片第一把…………..表示10毫米外园车刀片第一把………工具量具模具原材料类编码图表3:原材料类图表编码规则:原材料类用4段8位数字表示,例:第一段一位数字2表示原材料大类,第二段2位数字01表示材料属性金属类,第三段二位数字01表示材料具体分支角钢,第四段三位数字001表示流水号为001的角钢.编码表(大分类代码Y)设备类编码图表2:设备类图表编码规则:设备类用5段9位数字表示,例:第一段一位数字3表示设备大类,第二段二位数字01表示生产设备小类,第三段二位数字01表示机床类,第四段二位数字01表示普通机床类,第五段三位数字001表示流水号为001的普通机床.编码表(大分类代码S)名称代码说明生产设备01 用于直接生产的机器设备辅助设备02 用于辅助生产(含动力机械)的机器设备(含生产设备的附件部分)运输设备03 用于运输、装配的机器与车辆生产设备例4:现有立式升降台铣床一台,经认定,属设备类,则编码首段为3,属生产设备,则编码二段为01,属铣床,则编码三段为03,属于普通铣床,则编码四段为03,因为只有一台,则流水号为01,所以该立式升降台铣床编码为:而尚有数控铣床一台,则该铣床编码则为:表示设备大类下生产设备小类中铣床类下数控铣床,流水号为001而对于存在多规格的同一机器,如3台不同规格的加工中心,我们则分为3.01.01.02.001(V301)表示:设备类中的生产设备小类下机床中的数控机床的编号为001的特殊标识为V301的数控机床。