机床导轨直线度误差检测
- 格式:doc
- 大小:985.50 KB
- 文档页数:2

导轨直线度测量方法
导轨直线度的测量方法有多种,以下是一些常见的方法:
1. 水平仪检测:水平仪是检测导轨直线度的常用仪器,使用方便且检测精度较高。
通过观察水平仪的读数,可以判断导轨的直线度误差。
2. 光学平直仪检测:光学平直仪可用来检测导轨在垂直面和水平面的直线度误差,且精度较高。
但光学平直仪的安装调整较为复杂,需请专业的计量人员操作。
3. 钢丝和读数显微镜检测:对于行程长度大于米的机床,当导轨直线度要求不太高时,可用钢丝和读数显微镜对导轨在水平面的直线度进行检测。
因为钢丝的直径误差对检测精度有直接影响,所以精度不太高。
4. 检查棒和百分表检测:对于行程长度小于等于米的机床,可用检查棒和百分表检测机床床鞍沿导轨的运动在水平面的直线度误差。
5. 节距法测量:一般导轨直线度通常利用水平仪与桥板采用节距法来测量,根据得到的一条近似于导轨实际线的误差曲线来确定导轨的直线度误差。
6. 直尺反转测量误差分离法:在高精度导轨直线度的测量中,由于导轨本身直线度等级与检测工具直线度等级处于一个数量级上,节距法无法将导轨与工具的直线度误差分离开来。
这时需要使用“直尺反转测量误差分离法”来进行误差的有效分离。
以上方法中,无基准测量是被测面上取一定量的测试点,对测量数据进行一定方法的处理。
有基准测量则是将被测直线与所选的标准直线进行比较。
在实际操作中,可以根据导轨的类型、精度要求以及实际条件选择适合的测量方法。

机床各部位精度检测知识汇总,⼲货!1、对不同形状的导轨,各表⾯应分别控制哪些平⾯的直线度误差? 答:机床导轨常见形状有矩形导轨和V形导轨。
矩形导轨的⽔平表⾯控制导轨在垂直平⾯内的直线度误差。
矩形导轨的两侧⾯控制导轨在⽔平⾯内的直线度误差。
对V形导轨,因为组成导轨的是两个斜表⾯,所以两个斜表⾯既控制垂直平⾯内的直线度误差,同时也控制⽔平⾯内的直线度误差。
2、导轨直线度误差常⽤检测⽅法有哪些? 答:导轨直线度误差常⽤检测⽅法有:研点法、平尺拉表⽐较法、垫塞法、拉钢丝检测法和⽔平仪检测法、光学平直仪(⾃准直仪)检测法等。
么叫研点法?3、什、什么叫研点法 答:⽤平尺检测导轨直线度误差时,在被检导轨表⾯均匀涂上⼀层很薄的红丹油,将平尺覆在被检导轨表⾯,⽤适当的压⼒作短距离的往复移动进⾏研点,然后取下平尺,观察被检导轨表⾯的研点分布情况及研点最疏处的密度。
研点在导轨全长上均匀分布,则表⽰导轨的直线度误差已达到平尺的相应精度要求。
这种⽅法叫做研点法。
研点法所⽤平尺是⼀根标准平直尺,其精度等级则根据被检导轨的精度要求来选择,⼀般不低于6级。
长度不短于被检导轨的长度(在精度要求较低的情况下,平尺长度可⽐导轨短1/4)。
4、研点法适⽤于哪⼏类导轨直线度误差的检测?答:采⽤刮研法修整导轨的直线度误差时,⼤多采⽤研点法。
研点法常⽤于较短导轨的检测,因为平尺超过2000mm时容易变形,制造困难,⽽且影响测量精度。
刮研短导轨时,导轨的直线度误差通常由平尺的精度来保证,同时对单位⾯积内研点的密度也有⼀定的要求,可根据机床的精度要求和导轨在本机床所处地位的性质及重要程度,分别规定为每25mm×25mm内研点不少于10~20点(即每刮⽅内点⼦数)。
⽤研点法检测导轨直线度误差时,由于它不能测量出导轨直线度的误差数值,因⽽当有⽔平仪时,⼀般都不⽤研点法作最后检测。
但是,应当指出,在缺乏测量仪器(⽔平仪,光学平直仪等)的情况下,采⽤三根平尺互研法⽣产的检验平尺,可以较有效地满⾜⼀般机床短导轨直线度误差的检测要求。

1引言在工程实际中,评定导轨直线度误差的方法常用两端点连线法和最小条件法。
两端点连线法,是将误差曲线首尾相连,再通过曲线的最高和最低点,分别作两条平行于首尾相连的直线,两平行线间沿纵坐标测量的数值,通过数据处理后,即为导轨的直线度误差值;最小条件法,是将误差曲线的“高、高”(或“低、低”)两点相连,过低(高)点作一直线与之相平行,两平行线间沿纵标坐测量的数值,通过数据处理后,即为导轨的直线误差值。
最小条件法是仲裁性评定。
两端点连线法不是仲裁性评定,只是在评定时简单方便,所以在生产实际中常采用,但有时会产生较大的误差。
本文讨论这两种评定方法之间产生误差的极限值。
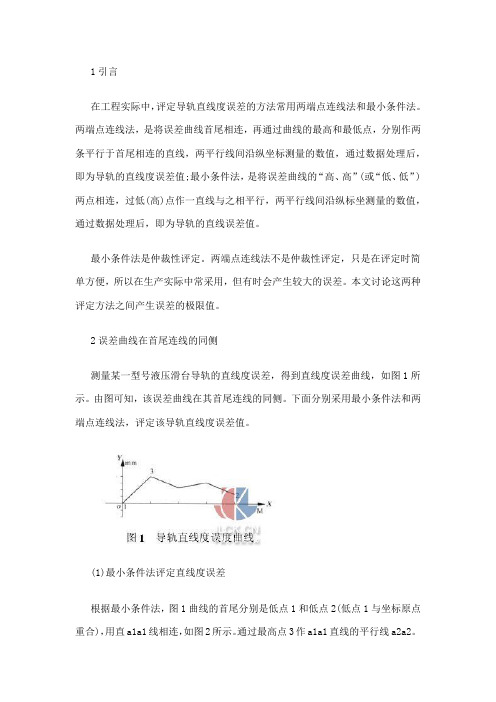
2误差曲线在首尾连线的同侧测量某一型号液压滑台导轨的直线度误差,得到直线度误差曲线,如图1所示。
由图可知,该误差曲线在其首尾连线的同侧。
下面分别采用最小条件法和两端点连线法,评定该导轨直线度误差值。
(1)最小条件法评定直线度误差根据最小条件法,图1曲线的首尾分别是低点1和低点2(低点1与坐标原点重合),用直a1a1线相连,如图2所示。
通过最高点3作a1a1直线的平行线a2a2。
在a1a1和a2a2两平行线包容的区域,沿y轴测量的数值,经数据处理,即为该导轨的直线度误差值δ最小法。
(2)两端点连线法评定直线度误差根据两端点连线法,图1曲线的首尾也分别是曲线的两端点1和2,如图3所示。
将曲线端点1和端点2,用直线b1b1相连,再通过高点作b1b1的平行线b2b2。
在b1b1和b2b2两平行线包容的区域,沿y轴测量的数值,经数据处理,即为该导轨的直线度误差值δ两端点。
(3)求解两种评定方法产生的误差极限由于是对同一导轨误差曲线求解直线度误差,图2中的“低点1”、“低点2”和“高点3”分别对应图3中的“端点1”、“端点2”和“高点3”,即直线a1a1与直线b1b1重合,直线a2a2与直线b2b2重合,因此两种评定方法产生的误差值为零通过上述分析,误差曲线在首尾连线的同侧,两种评定方法产生的误差极值为零,即两种评定方法所得的评定结果相同。

直线度误差的测量直线度误差一般是指机床导轨在全部长度上的实际直线度与理想直线的偏差值,它关系机床的精确度,影响加工工件的质量,对于高精度的数控机床来说,控制直线度误差在允许的范围内就显得更为重要。
直线度误差分为垂直面的直线度误差和水平内的直线度误差两种,这里通常指垂直面的直线度误差。
1、用百分表来打表的方法测量具体步骤见教材相关内容。
测量时应当注意几点:1.百分表的表杆触头要与被测表面垂直,否则会产生测量误差,不是准确的误差值。
2.移动表面要光滑平直,自身的直线度要高。
3.表杆触头起点位置时,转动表盘调整表针对准零位。
2.一般选用框式水平仪和光学自准直仪来测量,检测工具不同,但原理相似。
对于高精度的数控机床,要借助电脑和专用软件进行检测并给予修正。
这里主要介绍常用的水平仪的测量原理和使用方法。
测量直线度误差的水平仪为200 mm×200 mm的框式结构,其精度为0.02 mm/m,即当水平仪放在1m长的垫板上,一端垫起0.02 mm高时,其水平仪中的水泡必定向低端移动一个刻度,如果移动了两个刻度,则表面垫起的高度应为0.04 mm,一般导轨的长度较短,常以200 mm为一测量单位,即直接把水平仪的底面放在被检测的导轨上,由于底面长为200 mm,所以当水平仪上的气泡向低端移动一刻度时,此时水平仪底面两端的高度差应当为200×0.02/1000 mm=0.004 mm,而决不是0.02 mm,这一点应当注意。
3.将被测导轨按200 mm一段分成若干段,从左向右依次测量200 mm长一段两端的高度差,并列表记录。
表中数字正值表示右端高左端低,负值表示左端高右端低,最后按照所测的数值列出误差图形。
从图形中可以看出终点不在纵坐标的零线上,说明导轨的起点和终点不在同一水平线上,这时图形上的直线度误差反映不是真实情况,要想准确地计算直线度误差应当将两端点调成水平,才能得出实际值,否则应当对图形进行技术处理,通常采用技术处理图形的方法较为简单。
第58卷0引言导轨广泛应用于机床设备、输送装置、铁轨等领域。
直线度是导轨非常重要的技术指标,它是指被测导轨实际线对其理想直线的变动量。
导轨直线度误差是形状误差之一[1]。
设备的准确性、可靠性和稳定性都与导轨的直线度高低相关,因此有必要对其进行精确测量。
目前,测试导轨直线度的方法很多,一般有4种方法,分别为水平仪测量法、自准直仪测量法、钢丝和显微镜测量法、激光干涉仪测量法[2]。
本文利用以上4种方法分别测量某导轨的直线度。
其中,水平仪测量法是一种传统的直线度测量方法,其优点是操作简单,使用方便,而且成本较低,缺点是其测量精度较低,需要图解法求解导轨直线度误差,数据的采集和分析很容易出错,不易测量超长导轨的直线度[3];自准直仪测量法的精度相对水平仪测量法有所提高,测量精度为5μm /m 。
此外,由于测试光线在空气中并非绝对准直,测量范围越大,其偏差就越大,不适用于超高精度导轨直线度的测试要求[4];用钢丝和显微镜法测量直线度简单、易操作、读数直观、准确和成本低[5];激光追踪仪测量导轨直线的优点为可测量距离大且测试精度高,一般可到达0.4μm /m ,缺点是在测量超长导轨时,由于光路过长,空气扰动、振动等一系列因素将会对测量产生很大的影响,且该方法的数据处理和运算等比较复杂,因此很难高精度地完成对超长导轨直线度的测量[1]。
收稿日期:2022-09-28;修订日期:2022-10-23作者简介:井溢涛(1985—),男,工程师,从事机械制造工艺技术研究。
E-m ai l :j i ngyi t ao1012@导轨直线度的几种检测方法井溢涛(济南铸锻所检验检测科技有限公司,山东济南250399)摘要:导轨作为机床的一个部件,起到支承和导向作用,主要用于机床的床身、立柱、滑台上。
导轨的几何精度影响工件的表面粗糙度、尺寸精度和形状精度。
本文利用框架水平仪测量法、自准直仪测量法、钢丝和显微镜测量法以及激光跟踪仪测量法四种方法检测同一导轨的直线度,并总结了四种检测方法的适用范围。
对几种机床导轨直线度误差检测方法及应用的探讨作者:白琼来源:《商品与质量·消费视点》2013年第11期摘要:机床导轨直线度误差检验方法有很多,具体操作方法和关键差别很大。
本文主要在操作方法、要点和应用场合方面进行比较和探讨。
关键词:机床导轨;直线度误差;检测引言:导轨是机床的重要运动部件之一。
导轨保证运动部件在外力的作用下(运动部件本身的重量、工件重量、切削力及牵引力等)能准确地沿着一定方向的运动。
因此,导轨是保证工作台运动精度的关键。
在导轨的各项质量指标中,导向精度是其首要指标。
导向精度是指运动导轨沿支承导轨运动时直线运动导轨的直线性及圆周运动导轨的真圆性,以及导轨同其它运动件之间相互位置的准确性,影响导向精度的主要因素有:导轨的几何精度,导轨的接触精度及导轨的结构形式,导轨和基础件结构刚度和热变形等等。
在这些因素中,导轨的直线度精度又起到举足轻重的作用。
导轨直线度对机床加工精度的影响非常大,因此,在机床出厂、修理后都要进行精度测量,以期达到要求的精度。
在导轨的直线度检验中,目前应用较广的检测方法有研点法、垫塞法、平尺拉表法、拉钢丝法、水平仪法、自准直仪法和激光干涉仪法,现在对这几种检测方法的优缺及应用进行简单探讨。
1.研点法研点法就是在被检查导轨的表面均匀的涂上一层显示剂,然后将校准平尺放在导轨上,向下施力按压住反复移动,然后拿走平尺,用方框检测导轨在一定平面内的研点数,一般要求每25mm×25mm内研点不少于10~20点。
平尺的精度等级根据被检导轨的精度要求来选择,一般不可低于6级,长度不短于被检导轨的长度(在精度要求较低的情况下,平尺长度可比导轨短1/4)。
这种方法简单易行,但是不能直接测出误差数值,而且因为平尺超过2000mm时容易变形,制造困难,测量精度难以保证。
因此,在有水平仪时,一般不用研点法做最后检测。
但是在缺乏测量仪器的情况下,可以采用检验平尺检测一般机床短导轨直线度误差。
实训十机床导轨直线度误差检测
一.实训目的
1、了解机床导轨直线度检测内容、原理、方法和步骤
2、掌握方框水平仪的使用方法
3、实训中测试数据的处理及误差曲线的绘制
二.实训设备
车床床身、方框水平仪、桥板
三.实训原理
直线度误差就是实际直线对其理想直线的变动量。
直线度误差的评定方法有:1.最小包容区域法;2.最小二乘法;3.两端连线法。
其中最小包容区域法的评定结果小于或等于其它两种方法。
在下图中,以最小包容区域线L MZ作为评定基线求得直线度误差f MZ的方法,就是最小包容区域法。
对给定平面或给定方向的直线度误差f MZ,其计算方法:f MZ=f=d max-d min
式中d max、d min——检测中最大、最小偏离值,d i在L MZ上方取正值,下方取负值。
机床导轨直线度检测方法很多,有平尺检测、水平仪检测、自准仪检测、钢丝和显微镜检测等。
本次实训用水平仪检测。
水平仪的刻度值有0.02/1000—0.05/1000,0.02/1000表示将该水
平仪放在1m长的平尺表面上,将平尺一端垫起0.02mm高时,平尺便倾斜一个α角,此时水平仪的气泡便向高处正好移动一个刻度值(即移动了一格)。
水平仪和平尺的关系见下图
水平仪测量升(落)差原理图
tgα=ΔH/L=0.02/1000=0.00002
由于水平仪的长度只有200mm,所以tgα=ΔH1/L=ΔH1/200
ΔH1=200× tgα=200×0.00002=0.004mm
可见水平仪右边的升(落)差ΔH1与所用的水平仪规格有关,此外在实际使用水平仪也不一定是移动一格,例如移动了两格,水平仪还是200mm规格,则升(落)差ΔH1为 tgα=0.02×2/1000=ΔH1/200
ΔH1=200×0.02×2/1000=0.008mm
水平仪读数的符号,习惯上规定:气泡移动的方向和水平仪移动方向相同时,读数为正值,反之为负值。
四.实训步骤
1、检测床身前,擦净导轨表面将床身安置在适当的基础上,并基本调平。
调平的目的是为了得到床身静态稳定性。
2、以200mm长等分机床导轨成若干段,将水平仪放置在导轨的左(右)端,作为检测工作的起点,记下此时水平仪气泡的位置,然后按导轨分段,首尾相接依次放置水平仪,记下水平仪每一段时气泡的位置,填入实训报告中。
3、作出实训报告。