膜切刀片的分类
- 格式:pdf
- 大小:255.76 KB
- 文档页数:5

不干胶材料的模切标准应遵循以下步骤和注意事项:模切前检查:在进行不干胶材料的模切前,需对所使用的材料进行检查,确保材料的质量和尺寸符合要求。
同时,要仔细核对所使用的材料是否符合客户的要求。
刀片选择:不干胶模切的刀片应选择经过硬度处理的刀片,如PE、PP、PET、聚烯烃、PVC、PS等。
对于薄膜类不干胶面材,普通的模切刀很难模切,应选择硬度较高的刀片。
刀锋角度最好在37°~75°,角度越小,刀锋越尖锐,越容易模切。
尺寸标准:在模切过程中,应确保标签边缘整齐,没有毛刺或打磨痕迹。
对于加工时出现的刮伤、切口、印刷错误等缺陷,应及时返工或调整,确保标签质量。
边缘标准:在模切过程中,应保证标签边缘整齐,不应有毛刺或打磨痕迹。
其他注意事项:在模切过程中,还应注意避免不干胶面材的变形,如纸张中的特殊填充物可能会对模切刀具有很强的磨损力,为延长模切刀具的使用寿命,制造商会把模切刀的刀锋角度做成75°~90°。

模切板牙刀分类模切板牙刀主要根据其结构和用途进行分类,以下是一些常见的分类:1. 整体固定式圆刀:这种圆刀采用优质模具钢材,通过电脑程控四轴高精密机床加工制造而成。
刀具精度可达到0.01mm,最小间隙可做到0.3mm。
它广泛应用于模切电子胶粘产品、不干胶及印刷包装材料等产品的模切需求。
经独特的热处理及表面处理技术,刀具具有高硬度、高耐磨、高寿命等优点。
2. 顶针式排废圆刀:这种圆刀使模切产品的排废工艺有了飞跃性的进步。
因为模切与排废同时进行,有效避免切穿的废料集存在刀刃不易排废损伤刀刃或集存印刷材料上。
顶针式圆刀使用方便、不需气源、无噪音、排废顺畅以及起到了对刀的保护效果。
此类刀具是小孔、小间隙等不易排废产品的理想选择,最小圆孔排废可做到0.6mm。
3. 圆周式分切刀:此刀具有两种类型:一为移动式可调分切刀,在中心轴上做有刻度,按需加上几个可以移动的环切刀片,通过中心轴上的刻度来控制分切的宽度。
这种刀具适用于经常需要调整分切宽度的产品,最小分切宽度为8mm。
二为垫片式分切刀,具有分切精度高、切口整齐等特点。
4. 齿形刀:齿形刀主要用于模切具有齿状图案的印刷品,如纸箱、塑料盒等。
齿形刀的齿高、齿距和齿形可以根据模切要求进行定制。
5. 曲线刀:曲线刀具有不同的曲线形状,用于模切出各种曲线轮廓的产品。
曲线刀可以根据实际需求进行定制,以满足不同产品的模切要求。
6. 特殊形状刀:这类刀具主要用于模切特殊形状的产品,如三角形、圆形、五边形等。
特殊形状刀具有较高的定制性,可以根据产品形状进行定制。
总之,模切板牙刀分类多样,根据不同的切割材料和工艺要求,可以选择适合的刀具类型。
实际应用中,刀具的选择需要结合产品特点和生产工艺进行综合考虑。

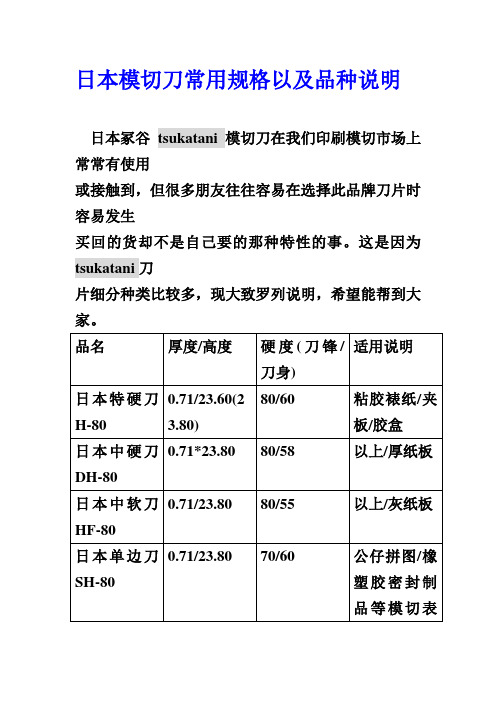
日本模切刀常用规格以及品种说明
日本冢谷tsukatani模切刀在我们印刷模切市场上常常有使用
或接触到,但很多朋友往往容易在选择此品牌刀片时容易发生
买回的货却不是自己要的那种特性的事。
这是因为tsukatani刀
片细分种类比较多,现大致罗列说明,希望能帮到大家。
品名厚度/高度硬度(刀锋/
刀身)
适用说明
日本特硬刀H-80 0.71/23.60(2
3.80)
80/60 粘胶裱纸/夹
板/胶盒
日本中硬刀
DH-80
0.71*23.80 80/58 以上/厚纸板
日本中软刀
HF-80
0.71/23.80 80/55 以上/灰纸板
日本单边刀SH-80 0.71/23.80 70/60 公仔拼图/橡
塑胶密封制
品等模切表
面保持平直日本软刀
DS-70
0.71/23.80 70/45 卡纸/瓦椤纸
DS-70不干胶刀0.45/8 68/40 胶纸/商标/粘
贴纸
DMH不干胶
刀
0.45*8/9.5 55/50 同上
SS-80CW日
本冢谷高刀
0.71/35 70/50 塑胶/膜
日本镜面刀MIR33 0.71/23.80(2
3.60)
60/40 普通胶纸.人
造革
S-80冢谷刀0.71/23.80 80/45 泡沫/人造革。

加工刀片知识点归纳总结一、刀片材料1.高速钢刀片:高速钢刀片是一种用途广泛的工具钢,具有良好的耐磨性和热硬性。
适用于一般的加工工艺,例如车削、铣削、切削、钻削等。
2.硬质合金刀片:硬质合金刀片由金属钨和碳化钴等合金粉末通过粉末冶金工艺制成。
硬质合金刀片具有极高的硬度和耐磨性,适用于高速切削、重切削和精密切削等高难度加工。
3.陶瓷刀片:陶瓷刀片由氧化锆、氧化铝、碳化硅等陶瓷材料制成,具有超高硬度和优异的耐磨性,适用于高速、高温、高硬度材料的切削加工。
4.金刚石刀片:金刚石刀片具有极高的硬度和热导性,适用于加工硬脆材料,如石英、玻璃、陶瓷等。
5.立铁镍基刀片:立铁镍基刀片由立铁和镍基合金制成,具有出色的耐高温性和耐腐蚀性,适用于加工高温合金、高硬度耐热合金等材料。
6.多晶金刚石刀片:多晶金刚石刀片具有高硬度、高导热性和耐磨性,适用于高速加工铝、铜、塑料等材料。
二、刀片几何形状1.刀片角度:刀片的切削角度对于切削作用影响非常大,一般包括前角、后角、刃后角、主偏角、副偏角等。
2.刀片形状:刀片的形状影响着切削表面的质量和加工效率,主要包括平面刀片、圆弧刀片、斜面刀片、倒角刀片等。
3.刀片刃形:刀片的刃形决定了切屑的形态和加工结果,一般包括主刃、侧刃、前角、后角等。
4.刀片刃尖:刀片的刃尖质量和形状对于切削作用非常重要,在切削过程中直接接触工件,直接影响加工表面的质量。
5.刀片刃长:刀片的刃长影响着切削的稳定性和切削力的分布,一般包括刃长、刃宽、刃厚等参数。
三、刀片的热处理1.淬火:通过加热至临界温度后迅速冷却,使刀片的结构发生相变并获得高硬度。
2.回火:通过加热至一定温度后冷却,调整刀片的组织结构,提高韧性和耐磨性。
3.脱碳:在高温条件下,使刀片表面碳元素被氧化剥离,降低表面硬度和增加表面韧性。
4.氮化:在刀片表面渗氮处理,提高刀片的硬度和耐磨性。
5.表面涂层:在刀片表面涂覆涂层,用于降低刀片摩擦、提高耐磨性和延长刀片使用寿命。

外科手术刀片的主要分类有哪些外科手术刀片是外科手术中不可或缺的工具之一。
手术刀片的质量和类型直接影响到手术的成功率和患者的康复情况。
手术刀片的分类主要按照其形状、尺寸和用途进行划分。
本文将对外科手术刀片的主要分类进行介绍。
1. 刀片形状分类根据刀片的形状,外科手术刀片可分为以下几类:(1) 直切刀片(Straight blades):直切刀片是最常见的一类刀片,其刀身呈直线形状,适用于常规的外科手术。
(2) 曲切刀片(Curved blades):曲切刀片的刀身呈曲线形状,适用于需要绕过骨骼或组织的手术,例如神经外科手术。
(3) Y切刀片(Y blades):Y切刀片的刀身呈Y字形,适用于需要创口开放较大的手术,如心脏手术。
(4) V切刀片(V blades):V切刀片的刀身呈V字形,适用于需要创口精确控制的手术,如眼科手术。
2. 刀片尺寸分类外科手术刀片的尺寸分类通常由数字和字母组成,数字代表刀片的长度,字母代表刀片的形状。
常见的刀片尺寸有#10、#11、#15等。
不同尺寸的刀片适用于不同类型的手术,医生需要根据手术的需求选择适当的刀片尺寸。
3. 刀片用途分类根据手术刀片的用途,外科手术刀片可分为以下几类:(1) 剥离刀片(Dissecting blades):剥离刀片的刀身较长且较细,适用于组织剥离或分离的手术。
(2) 切割刀片(Cutting blades):切割刀片的刀身较短,刀锋较锋利,适用于组织的切割和切开。
(3) 缝合刀片(Suturing blades):缝合刀片的刀锋较钝,刀身较宽,适用于缝合伤口的手术。
(4) 特殊用途刀片(Specialized blades):特殊用途刀片根据手术的特殊要求而设计,如心内直视手术的刀片。
总结:外科手术刀片根据形状、尺寸和用途进行分类。
常见的刀片形状包括直切刀片、曲切刀片、Y切刀片和V切刀片。
刀片尺寸通常由数字和字母组成,数字代表长度,字母代表形状。
简述模切刀、啤刀和刀模刀片的区别
日益成熟的现代工业化,不仅是对于人的分工更加明细,更对于工具的区别使用有了更多专业性的见解。
简单说,现在只能一颗螺丝配上一颗最合适的螺帽。
在印刷的后道环节中,模切刀、啤刀和刀模刀片都是我们经常提到的三个名词。
实际上,对于产品来说,这三者没什么区别,都是同一系列的产品。
那为什么会有这么多代名词呢?
Flat D ie s也就是平板模切刀,国内称为啤刀,也可以叫刀模刀片。
最早从西方发达工业国家传到中国来,在国内出现的时候,因为主要使用在啤机也就是老虎机上,所以刚开始很多的包装模切行业的人把它叫做啤刀。
随着印刷模切行业高速不断的发展,它的使用领用转而在模切自动机械上有了更为重要的应用,除此之外,刀模生产人员为了方便记忆产品而给了它新的名字-刀模刀片。
模切刀、啤刀、刀模刀片都是高猛钢材混合制成,顶端有刃的为高钢材料。
因为其钢材质地均匀、刀身刀锋规格准确,所以在产品成型时能起到很好的作用。
其中优质的模切刀例如Bottcher 模切刀更因为其刀锋制作工艺高于一般普通材料,而具有了很长的使用效果和寿命。
模切刀种类介绍及模切技术瓦楞纸箱在现代产品包装中扮演着越来越重要的角色,因其独特的材料结构机理、特有的包装效果和经济实惠而备受实欢迎,无论在国内还是在国外,瓦楞纸箱都是包装领域的佼佼者,同时由于纸包装无污染、符合环保要求,成本低,也备受商家青睐。
模切刀应满足以下性能要求:钢材质地均匀、刀身与刀锋的硬度组合适当、规格准确、刀锋经淬火处理等。
优质的模切刀其刀锋硬度通常明显高于刀身硬度,这样既便于成型,又提供了较长的模切寿命。
模切刀的种类模切刀根据功能不同可分为平版模切刀、圆压圆模切刀(如尖齿刀、优力刀等)、特殊效果刀(如点线刀、波纹刀等)。
模切刀的厚度常用模切刀、压痕线的厚度规格见下表1模切刀的高度专业的模切刀制造公司可以提供各种高度的模切刀,最常用模切刀片的高度为13.80mm。
根据模切机和被模切材料的特点,以及模切效果要求,其它常用的高度还有23.60mm、30mm、35mm、40mm、50mm等。
常用厚度模切刀、压痕线的高度见表2:⏹低峰刀是应用最广泛的一种模切刀,虽然刀锋很小,看似不够锋利。
其实,在模切450g/m2以下的卡纸或一些厚度小于0.5mm的材料时,低峰是最理想的形式,其稳定厚度的刀刃支撑为压力的传送起到了很好的作用。
常用低峰刀的角度为520,是非常稳定的基础角度。
刃角越小,其模切阻力越小,自然更加锋利、易于切穿。
但是,刃角越小,保证其锋利和刃口正确的拉削工艺越难。
磨制刃口的420刀片制造工艺相对简单,目前已经有多家公司可以生产,但其刀片性能比拉削方式制作的刀片要逊色不少。
以拉削方式制造的420刀片具有在模切卡纸时寿命长、可减少纸粉的显著特性;⏹高峰刀是为模切厚材料而设计的,其修长的刀锋可以极大地减少模切阻力,减小模切压力,同时给厚材料提供一个良好的切边;⏹单边刀用于闭合形材料的模切或者要求切边是直边的场合;⏹单边高峰刀用于模切厚材料。
刀片类别刀片的类别基本上是以刀身和刀刃的硬度以及刀片刀用材质的结构区分的,通常分为刀刃淬火和不淬火两大类刀片。
模切机参数概述模切机是一种用于将纸板、塑料、皮革等材料进行模切加工的机械设备。
它通过切割刀具和压力来将材料按照预定的形状切割出来,广泛应用于包装、印刷、制鞋、家具等行业。
本文将详细介绍模切机的参数及其对加工效果的影响。
1. 切割速度切割速度是指模切机每分钟能够完成的切割次数。
通常以米/分钟或次/分钟来表示。
切割速度的选择应根据材料的性质和加工要求来确定。
过高的切割速度可能导致材料切割不净,而过低的切割速度则会降低生产效率。
2. 压力调节模切机的切割是通过刀具和材料之间的压力来实现的。
压力的大小直接影响到切割的深度和质量。
压力过大可能会损坏刀具和机器,而压力过小则无法达到预期的切割效果。
因此,合理调节压力是确保模切效果的关键。
3. 刀具类型模切机可根据不同的加工需求选择不同类型的刀具。
常见的刀具类型包括圆刀、平刀和异型刀。
圆刀适用于一般的模切需求,平刀适用于较厚的材料,而异型刀则适用于特殊形状的切割。
4. 刀具尺寸刀具尺寸包括刀具的直径和刀片的厚度。
刀具尺寸的选择应根据材料的厚度和加工要求来确定。
刀具直径过大可能导致材料切割不净,而刀具直径过小则会增加切割的阻力。
5. 自动送料自动送料是模切机的一个重要功能,它能够自动将材料送入切割区域,提高生产效率。
自动送料系统通常由送料装置、传感器和控制系统组成。
通过调节送料速度和送料长度,可以实现对材料的精确控制。
6. 定位系统定位系统用于确保切割的准确性和一致性。
常见的定位系统包括红外线定位系统和机械定位系统。
红外线定位系统通过红外线传感器来检测材料的位置,机械定位系统则通过机械装置来实现。
7. 控制系统控制系统是模切机的核心部件,它负责对各种参数进行控制和调节。
现代模切机通常采用PLC(可编程逻辑控制器)作为控制系统,通过编程实现对切割速度、压力、送料等参数的精确控制。
8. 安全保护模切机在操作过程中存在一定的安全风险,因此需要配备相应的安全保护装置。
常见的安全保护装置包括防护罩、急停开关、安全光幕等。
切纸刀片的刃磨切纸刀是印刷企业主要加工工具之一,尤其是印后装订涉及的范围更广,如:单面刀、三面刀等,随着客户对印刷品质量的不断提高,毫无疑问印刷企业对于切纸刀的种类、等级、质量也提出了进一步的要求。
一.切纸刀片的种类1.标准刀:适应各种正常工作条件下使用,不须经常磨研。
2.碳钢刀:这个级别的刀,有抗磨损的特别锋利的刀口,只要在正确的场合使用,使用方法正确,那么它的表现相当一般的标准钢刀的20倍。
3.高速合金钢刀(hss):这是一种复合钢刀,刀口是用特殊合金制造。
已经证明,这种刀在用于裁切很难的又不平整的纸时,最安全,性能最好。
它的各项性能指标优于碳钢刀4倍。
4.硬质合金钢刀(tct):刀口上有硬质合金组全而成,最耐磨的刀片,能减少换刀次数,但加工困难、价格较贵。
它的各项性能指标优于高速合金钢3倍以上。
5.超细聚晶体钢刀(ufg):将金刚石聚晶复合到硬质合金体上的一种超硬材料,它集金刚石的高硬度与硬质合金的高强度于一体。
它的各项性能指标优于硬质合金钢刀3倍。
常用的各种合金刚刀是由刀刃和刀体两部分经过高温镶焊制成。
不同材质的切纸刀片可以得到不同的裁切效率,假设使用高速合金钢刀高速裁切时1.5小时换刀一次,那么硬质合金钢刀6小时换一次,而超细聚晶体钢刀18小时换一次。
我们在选择切纸刀片时应该根据刀体稳定性(刃磨后不变形)、刃磨后裁切量、磨刀次数、停机换刀时间等综合性价比来选择。
在国外高速合金钢切纸刀片应用相当广泛,硬质合金钢刀已成为高速合金钢刀升级换代产品,而超细聚晶体钢刀也已开始普及。
二.切纸刀片刃角的选择切纸刀的刃角选用非常重要,刀片α角越小,刀刃就越锋利,而抗切力就越小,反之刀片α角越大,而抗切刀也就越大。
通常切纸刀片刃角应根据以下三个方面来作出选用:1.根据裁切物抗切力切纸刀片角度的选择是根据裁切物的抗切能力而定,被裁切的纸张、装帧材料坚硬程度是不同的;被裁切的纸叠厚度也是不同的,我们应该根据实际情况来选择适当的切纸刀片角度。