塑胶零件-加强筋-壁厚-卡扣设计及经验
- 格式:ppt
- 大小:5.27 MB
- 文档页数:50
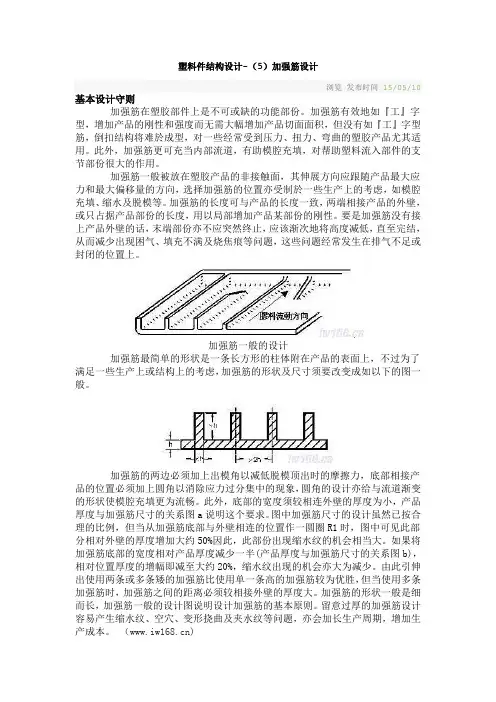
塑料件结构设计-(5)加强筋设计浏览发布时间15/05/10基本设计守则加强筋在塑胶部件上是不可或缺的功能部份。
加强筋有效地如『工』字型,增加产品的刚性和强度而无需大幅增加产品切面面积,但没有如『工』字型筋,倒扣结构将难於成型,对一些经常受到压力、扭力、弯曲的塑胶产品尤其适用。
此外,加强筋更可充当内部流道,有助模腔充填,对帮助塑料流入部件的支节部份很大的作用。
加强筋一般被放在塑胶产品的非接触面,其伸展方向应跟随产品最大应力和最大偏移量的方向,选择加强筋的位置亦受制於一些生产上的考虑,如模腔充填、缩水及脱模等。
加强筋的长度可与产品的长度一致,两端相接产品的外壁,或只占据产品部份的长度,用以局部增加产品某部份的刚性。
要是加强筋没有接上产品外壁的话,末端部份亦不应突然终止,应该渐次地将高度减低,直至完结,从而减少出现困气、填充不满及烧焦痕等问题,这些问题经常发生在排气不足或封闭的位置上。
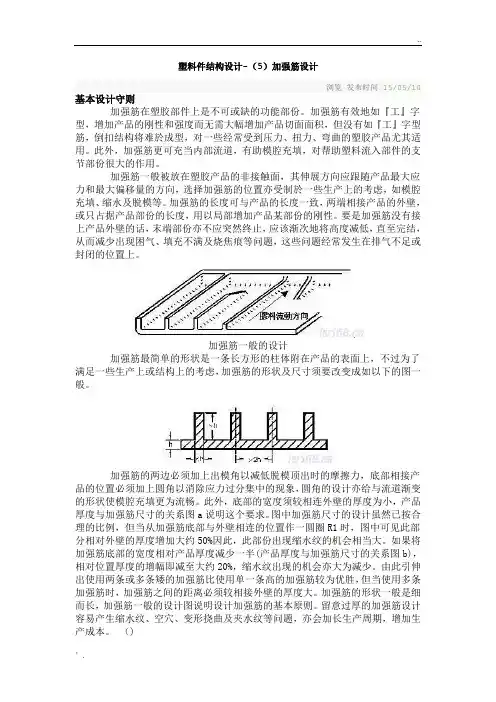
加强筋一般的设计加强筋最简单的形状是一条长方形的柱体附在产品的表面上,不过为了满足一些生产上或结构上的考虑,加强筋的形状及尺寸须要改变成如以下的图一般。
加强筋的两边必须加上出模角以减低脱模顶出时的摩擦力,底部相接产品的位置必须加上圆角以消除应力过分集中的现象,圆角的设计亦给与流道渐变的形状使模腔充填更为流畅。
此外,底部的宽度须较相连外壁的厚度为小,产品厚度与加强筋尺寸的关系图a说明这个要求。
图中加强筋尺寸的设计虽然已按合理的比例,但当从加强筋底部与外壁相连的位置作一圆圈R1时,图中可见此部分相对外壁的厚度增加大约50%因此,此部份出现缩水纹的机会相当大。
如果将加强筋底部的宽度相对产品厚度减少一半(产品厚度与加强筋尺寸的关系图b),相对位置厚度的增幅即减至大约20%,缩水纹出现的机会亦大为减少。
由此引伸出使用两条或多条矮的加强筋比使用单一条高的加强筋较为优胜,但当使用多条加强筋时,加强筋之间的距离必须较相接外壁的厚度大。
塑胶的结构设计:加强筋篇(上)一、加强筋的含义:加强筋:又称加强肋、肋骨,模具行业上俗称骨位,是产品(特别是塑胶制品)用来提高制品整体或局部刚度(强度)上的一种功能结构。
二、加强筋的作用:1、加强作用:这是加强筋的核心作用,主要是增加塑胶制品的刚度,减少塑胶制品变形的程度;同时也可以增加某些结构的强度,如螺丝柱。
2、导流作用:加强筋可充当内部流道,有助模腔充填,对帮助塑脂流入制品的支节部分起到很大的作用。
3、辅助作用:在与其他零件装配时,提供导向、定位、支撑等作用。
三、加强筋的设计:一提到加强筋,相信各位从事机械结构设计行业的攻城狮们都或多或少了解,从外形上看,它比其他大部分功能结构要简单得多,同时,由于加强筋很多时候一般不直接参与装配设计,很多攻城狮们对于加强筋的设计都比较随意,顶多只是遵循以下几点被业界公认的行业经验。
•提高塑胶件的刚度,应该通过添加加强筋的方式而不是单纯增加壁厚;••加强筋的厚度不宜太厚,否则塑胶件表面会产生凹陷(缩水)等缺陷;••加强筋的高度不宜太高,太高容易因困气而引起短射;•以上几点经验都说得没错,但是即使了解了,也不确保能设计出合适的结构,加强筋是一种让攻城狮们又爱又恨的功能结构,爱它的地方在于它能明显增强塑胶件的刚度,恨它的地方在于同时它会引起塑胶件表面的产生凹陷(缩水)等外观不良缺陷,凹陷一定会存在,只不过可以通过合理设计使得产生的凹陷肉眼分辨不出来。
那怎么设计加强筋呢,或者设计加强筋时需要考虑些什么呢?加强筋设计的原则:•基于刚度原则••基于外观质量原则•基于加工工艺原则•01基于刚度原则上文已经提到,加强筋起到加强、导流、辅助等作用,导流、辅助作用很好理解,这里就不详细介绍,下面主要介绍的是加强筋是怎么对塑胶件的刚度起到加强作用的。
首先,我们需要了解什么叫做刚度,同时不要与强度混淆。
刚度:是指材料或结构在受力时抵抗弹性变形的能力,它是材料或结构弹性变形难易程度的表征。
塑料件结构设计-(5)加强筋设计浏览发布时间15/05/10基本设计守则加强筋在塑胶部件上是不可或缺的功能部份。
加强筋有效地如『工』字型,增加产品的刚性和强度而无需大幅增加产品切面面积,但没有如『工』字型筋,倒扣结构将难於成型,对一些经常受到压力、扭力、弯曲的塑胶产品尤其适用。
此外,加强筋更可充当内部流道,有助模腔充填,对帮助塑料流入部件的支节部份很大的作用。
加强筋一般被放在塑胶产品的非接触面,其伸展方向应跟随产品最大应力和最大偏移量的方向,选择加强筋的位置亦受制於一些生产上的考虑,如模腔充填、缩水及脱模等。
加强筋的长度可与产品的长度一致,两端相接产品的外壁,或只占据产品部份的长度,用以局部增加产品某部份的刚性。
要是加强筋没有接上产品外壁的话,末端部份亦不应突然终止,应该渐次地将高度减低,直至完结,从而减少出现困气、填充不满及烧焦痕等问题,这些问题经常发生在排气不足或封闭的位置上。
加强筋一般的设计加强筋最简单的形状是一条长方形的柱体附在产品的表面上,不过为了满足一些生产上或结构上的考虑,加强筋的形状及尺寸须要改变成如以下的图一般。
加强筋的两边必须加上出模角以减低脱模顶出时的摩擦力,底部相接产品的位置必须加上圆角以消除应力过分集中的现象,圆角的设计亦给与流道渐变的形状使模腔充填更为流畅。
此外,底部的宽度须较相连外壁的厚度为小,产品厚度与加强筋尺寸的关系图a说明这个要求。
图中加强筋尺寸的设计虽然已按合理的比例,但当从加强筋底部与外壁相连的位置作一圆圈R1时,图中可见此部分相对外壁的厚度增加大约50%因此,此部份出现缩水纹的机会相当大。
如果将加强筋底部的宽度相对产品厚度减少一半(产品厚度与加强筋尺寸的关系图b),相对位置厚度的增幅即减至大约20%,缩水纹出现的机会亦大为减少。
由此引伸出使用两条或多条矮的加强筋比使用单一条高的加强筋较为优胜,但当使用多条加强筋时,加强筋之间的距离必须较相接外壁的厚度大。
精心整理塑料件结构设计-(5)加强筋设计浏览?发布时间?15/05/10基本设计守则???加强筋在塑胶部件上是不可或缺的功能部份。
加强筋有效地如『工』字型,增加产品的刚性和强度而无需大幅增加产品切面面积,但没有如『工』字型筋,倒扣结构将难於成型,对一些经常受到压力、扭力、弯曲的塑胶产品尤其适用。
此外,加强筋更可充当内部流道,有助模腔充填,对帮助塑料流入部件的支节部份很大的作用。
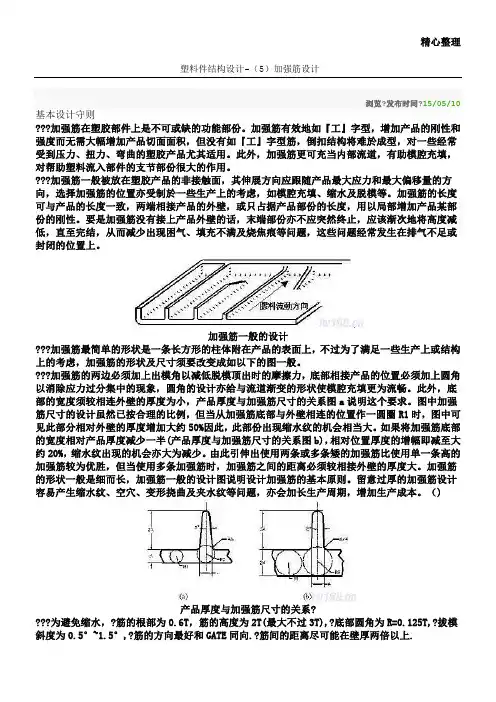
???加强筋一般被放在塑胶产品的非接触面,其伸展方向应跟随产品最大应力和最大偏移量的方??????约20%,)产品厚度与加强筋尺寸的关系????为避免缩水,?筋的根部为0.6T,筋的高度为2T(最大不过3T),?底部圆角为R=0.125T,?拔模斜度为0.5°~1.5°,?筋的方向最好和GATE同向.?筋间的距离尽可能在壁厚两倍以上.筋根部厚度约为(0.5~0.7)T;筋间间距>4T;筋高L<3TPC,PPO T<0.6TPA,PE T<0.5TPMMA,ABS T<0.5TPS T<0.6T???除了以上的要求,加强筋的设计亦与使用的塑胶材料有关。
从生产的角度看,材料的物理特性如熔胶的黏度和缩水率对加强筋设计的影响非常大。
此外,塑料的蠕动(creep)特性从结构方面来看亦是一个重要的考虑因素。
例如,从生产的角度看,加强筋的高度是受制於熔胶的流动及脱模顶出的特性(缩水率、摩擦系数及稳定性),较深的加强筋要求胶料有较低的熔胶黏度、较低的摩擦系数、较高的缩水率。
另外,增加长的加强筋的出模角一般有助产品顶出,不过,当出模角不断增加而底部的阔度维持不变时,产品的刚性、强度,与及可顶出的面积即随着减少。
顶出面积???便宜。
???5.1?(1)?本。
(2)?(3)?5.2?????????????5.3?(1)?陷(图2-17、图2-18)。
当筋的背面出现凹陷影响美观时,可采用图2-19所示的装饰结构予以遮掩。
塑胶产品结构设计注意事项目录第一章塑胶结构设计规范1、材料及厚度1.1、材料选择1.2、壳体厚度1.3、零件厚度设计实例2、脱模斜度2.1、脱模斜度要点3、加强筋3.1、加强筋与壁厚的关系3.2、加强筋设计实例4、柱和孔的问题4.1、柱子的问题4.2、孔的问题4.3、“减胶”的问题5、螺丝柱的设计6、止口的设计6.1、止口的作用6.2、壳体止口的设计需要注意的事项6.3、面壳与底壳断差的要求7、卡扣的设计7.1、卡扣设计的关键点7.2、常见卡扣设计7.3、第一章塑胶结构设计规范1、材料及厚度1.1、材料的选取a. ABS:高流动性,便宜,适用于对强度要求不太高的部件(不直接受冲击,不承受可靠性测试中结构耐久性的部件),如内部支撑架(键板支架、LCD支架)等。
还有就是普遍用在电镀的部件上(如按钮、侧键、导航键、电镀装饰件等)。
目前常用奇美PA-757、PA-777D等。
b. PC+ABS:流动性好,强度不错,价格适中。
适用于作高刚性、高冲击韧性的制件,如框架、壳体等。
常用材料代号:拜尔T85、T65。
c. PC:高强度,价格贵,流动性不好。
适用于对强度要求较高的外壳、按键、传动机架、镜片等。
常用材料代号如:帝人L1250Y、PC2405、PC2605。
d. POM具有高的刚度和硬度、极佳的耐疲劳性和耐磨性、较小的蠕变性和吸水性、较好的尺寸稳定性和化学稳定性、良好的绝缘性等。
常用于滑轮、传动齿轮、蜗轮、蜗杆、传动机构件等,常用材料代号如:M90-44。
e. PA坚韧、吸水、但当水份完全挥发后会变得脆弱。
常用于齿轮、滑轮等。
受冲击力较大的关键齿轮,需添加填充物。
材料代号如:CM3003G-30。
f. PMMA有极好的透光性,在光的加速老化240小时后仍可透过92%的太阳光,室外十年仍有89%,紫外线达78.5% 。
机械强度较高,有一定的耐寒性、耐腐蚀,绝缘性能良好,尺寸稳定,易于成型,质较脆,常用于有一定强度要求的透明结构件,如镜片、遥控窗、导光件等。
塑料注塑件加强筋的设计方法王 洪3 (杭州应用工程技术学院机械工程系 浙江杭州310012)摘 要 主要研究了利用加强筋提高塑料注塑件刚度的措施。
理论分析及实验研究的结果表明,加强筋的厚度对注塑件表面质量有很大影响;加强筋的高度和数量直接影响注塑件的刚度;加强筋的布置对注塑件的刚度也有重要影响。
主题词 加强筋 热塑性塑料 刚度设计D esign M ethod of M olded Pla stic Part w ith R ibsW ang Hong (H angzhou In stitu te fo r A pp lied Engineering H angzhou Zhejiang310012PRC)Abstract T he p rocesses fo r increasing the rigidity of the mo lded p lastic part w ith rib s w ere analyzed in th is paper.T he resu lts of theo retical analises and experi m en tal research show that the th ickness of the rib s has a great effect on the quality of the mo lded p lastic part.T he heigh t and num ber of the rib s have a direct effect on the rigidi2 ty of mo lded p lastic part.T he arrangem en t of the rib s has i m po rtan t effects on the rigidity of mo lded p lastic part too.1 引 言由于塑料与其它材料相比弹性模量偏低,因此注塑件所需要的抗弯和抗扭刚度一般通过在注塑件上设计加强筋、折弯或曲面的方法解决。

塑料件结构设计-(5)加强筋设计浏览发布时间15/05/10基本设计守则加强筋在塑胶部件上是不可或缺的功能部份。
加强筋有效地如『工』字型,增加产品的刚性和强度而无需大幅增加产品切面面积,但没有如『工』字型筋,倒扣结构将难於成型,对一些经常受到压力、扭力、弯曲的塑胶产品尤其适用。
此外,加强筋更可充当内部流道,有助模腔充填,对帮助塑料流入部件的支节部份很大的作用。
加强筋一般被放在塑胶产品的非接触面,其伸展方向应跟随产品最大应力和最大偏移量的方向,选择加强筋的位置亦受制於一些生产上的考虑,如模腔充填、缩水及脱模等。
加强筋的长度可与产品的长度一致,两端相接产品的外壁,或只占据产品部份的长度,用以局部增加产品某部份的刚性。
要是加强筋没有接上产品外壁的话,末端部份亦不应突然终止,应该渐次地将高度减低,直至完结,从而减少出现困气、填充不满及烧焦痕等问题,这些问题经常发生在排气不足或封闭的位置上。
加强筋一般的设计加强筋最简单的形状是一条长方形的柱体附在产品的表面上,不过为了满足一些生产上或结构上的考虑,加强筋的形状及尺寸须要改变成如以下的图一般。
加强筋的两边必须加上出模角以减低脱模顶出时的摩擦力,底部相接产品的位置必须加上圆角以消除应力过分集中的现象,圆角的设计亦给与流道渐变的形状使模腔充填更为流畅。
此外,底部的宽度须较相连外壁的厚度为小,产品厚度与加强筋尺寸的关系图a说明这个要求。
图中加强筋尺寸的设计虽然已按合理的比例,但当从加强筋底部与外壁相连的位置作一圆圈R1时,图中可见此部分相对外壁的厚度增加大约50%因此,此部份出现缩水纹的机会相当大。
如果将加强筋底部的宽度相对产品厚度减少一半(产品厚度与加强筋尺寸的关系图b),相对位置厚度的增幅即减至大约20%,缩水纹出现的机会亦大为减少。
由此引伸出使用两条或多条矮的加强筋比使用单一条高的加强筋较为优胜,但当使用多条加强筋时,加强筋之间的距离必须较相接外壁的厚度大。
塑料件结构设计-(5)加强筋设计浏览发布时间15/05/10基本设计守则加强筋在塑胶部件上就是不可或缺的功能部份。
加强筋有效地如『工』字型,增加产品的刚性与强度而无需大幅增加产品切面面积,但没有如『工』字型筋,倒扣结构将难於成型,对一些经常受到压力、扭力、弯曲的塑胶产品尤其适用。
此外,加强筋更可充当内部流道,有助模腔充填,对帮助塑料流入部件的支节部份很大的作用。
加强筋一般被放在塑胶产品的非接触面,其伸展方向应跟随产品最大应力与最大偏移量的方向,选择加强筋的位置亦受制於一些生产上的考虑,如模腔充填、缩水及脱模等。
加强筋的长度可与产品的长度一致,两端相接产品的外壁,或只占据产品部份的长度,用以局部增加产品某部份的刚性。
要就是加强筋没有接上产品外壁的话,末端部份亦不应突然终止,应该渐次地将高度减低,直至完结,从而减少出现困气、填充不满及烧焦痕等问题,这些问题经常发生在排气不足或封闭的位置上。
加强筋一般的设计加强筋最简单的形状就是一条长方形的柱体附在产品的表面上,不过为了满足一些生产上或结构上的考虑,加强筋的形状及尺寸须要改变成如以下的图一般。
加强筋的两边必须加上出模角以减低脱模顶出时的摩擦力,底部相接产品的位置必须加上圆角以消除应力过分集中的现象,圆角的设计亦给与流道渐变的形状使模腔充填更为流畅。
此外,底部的宽度须较相连外壁的厚度为小,产品厚度与加强筋尺寸的关系图a说明这个要求。
图中加强筋尺寸的设计虽然已按合理的比例,但当从加强筋底部与外壁相连的位置作一圆圈R1时,图中可见此部分相对外壁的厚度增加大约50%因此,此部份出现缩水纹的机会相当大。
如果将加强筋底部的宽度相对产品厚度减少一半(产品厚度与加强筋尺寸的关系图b),相对位置厚度的增幅即减至大约20%,缩水纹出现的机会亦大为减少。
由此引伸出使用两条或多条矮的加强筋比使用单一条高的加强筋较为优胜,但当使用多条加强筋时,加强筋之间的距离必须较相接外壁的厚度大。
注塑件加强筋与壁厚比例设计准则示例文章篇一:《注塑件加强筋与壁厚比例设计准则》注塑件在我们的生活中可太常见啦,就像我们用的塑料小盒子,还有那些塑料玩具,好多都是注塑件呢。
那你们知道注塑件里面有个很重要的东西叫加强筋吗?这加强筋啊,就好比是房子的柱子,对注塑件起着很大的支撑作用。
那这加强筋和壁厚的比例设计可大有学问呢。
我有个叔叔,他就在一个小工厂里做注塑件的工作。
有一次啊,我去他的工厂玩。
看到他在那愁眉苦脸的,我就问他咋啦。
叔叔就说啊:“你看这注塑件,老是达不到理想的强度,我都不知道问题出在哪了。
”我就好奇地看了看那些注塑件的设计图。
我发现啊,那加强筋和壁厚的比例看起来有点怪怪的。
我就问叔叔:“叔叔,你这个加强筋和壁厚的比例是按照啥标准来的呀?”叔叔挠挠头说:“哎呀,就大概那么一设计,也没太在意这个比例呢。
”其实啊,这个比例要是设计不好,注塑件就容易出问题。
如果加强筋太厚了,就像一个人穿了太厚的衣服,行动都不方便啦。
在注塑件里呢,就可能会出现缩水啊、变形这些问题。
这就好比一个人,要是身上背的东西太重了,自己都站不稳了。
那如果加强筋太薄呢?那就像盖房子用的柱子太细了,根本起不到支撑的作用。
注塑件就很容易断裂,就像一根小树枝,轻轻一折就断了。
那到底这个比例应该怎么设计才好呢?一般来说呢,这个比例在0.5到0.8之间是比较合适的。
这就像是做菜放盐,放得不多不少刚刚好。
我就跟叔叔说:“叔叔,你看能不能把这个比例调整到这个范围试试呢?”叔叔半信半疑地说:“真的行吗?”我就给他举了好多例子,比如说那些大的注塑件厂,都是按照这个比例来做的,人家做出来的注塑件质量可好了。
我还跟叔叔说啊,不同的注塑材料,这个比例可能也会有点小变化呢。
就像不同的人,适合穿不同风格的衣服一样。
比如说有些比较软的塑料材料,可能这个比例就更靠近0.5一点。
而那些比较硬的材料呢,可能就更靠近0.8一点。
这时候啊,就得好好测试一下,找到最适合的比例。
塑胶的结构设计:加强筋篇(中)上篇:塑胶的结构设计:加强筋篇(上),介绍了加强筋设计的原则中的“基于刚度原则”,本篇接着介绍:“基于外观质量原则”。
加强筋设计的原则:•基于刚度原则•基于外观质量原则(√)•基于加工工艺原则02基于外观质量原则由上篇分析可知,增加加强筋的厚度同样可以增加塑件件的刚度和强度,特别是在加强筋高度有限制的情况下,但增设加强筋后 , 对注塑件外观表面质量有很大影响,具体表现为,塑料件外观表面产生一定凹陷的缩痕,当加强筋厚度过大时,缩痕更加明显,严重影响塑料件的表面质量、光学性能。
1、加强筋背部外表面缩痕的形成过程:注塑件的缩痕大都产生在背面有筋、突起物(定位柱)或内圆角相对的位置等局部壁厚偏大的结构处。
在这些结构处会出现材料堆集,该处在成形加工时所需的冷却时间延长。
特别是连接处内部的冷却要慢于外部,假如此时得不到足够的压力弥补,里层的冷却会将表层已经硬化的塑件内拉,如果外层塑件已经冷却硬化足够抵抗收缩拉力,就会在内部形成缩孔,如果外层较软,表层就会被内拉下凹而形成缩痕。
缩孔是产生在制件内部的孔。
其可以单个出现,也可以成组地以小孔形式出现。
除了透明的制件外,一般难以从制件表面看到缩孔,但缩孔会对零件的结构性能会造成严重影响。
缩痕在成型零件的表面显示为凹陷。
这些凹陷通常不大;不过,它们通常看起来很明显,因为其会朝零件的不同方向反光。
缩痕的可见性是还会受零件的颜色和表面纹理共同作用的影响,因此深度仅仅是其中的一个影响缩痕可见性的因素。
尽管缩痕并不影响零件强度或功能,但还是将其视为严重的质量缺陷。
缩痕的可见性有些凹痕在抛光面比较明显,但在咬花面难以看到。
总之,随着塑件件表面效果由高光→亚光→纹面→皮纹(等)转变,缩痕的的可见性逐渐降低甚至消失。
通常情况下,凹痕量>0.03mm,在自然光条件下,缩痕明显;0.01-0.03mm在强光照射下明显。
2、影响缩痕形成和缩痕大小的因素有:1)成型材料:聚合物的分子链结构、结晶度、力学性能、流动性能、充填物等;2)工艺条件:注射速度、保压压力、保压时间、冷却时间、熔体温度、模具温度等;3)模具结构:浇口大小、形状、数量、位置,冷却水路的分布等;4)产品结构:壁厚不均匀(加强筋参数的设计)。