成品、半成品取样操作规程
- 格式:docx
- 大小:13.72 KB
- 文档页数:2
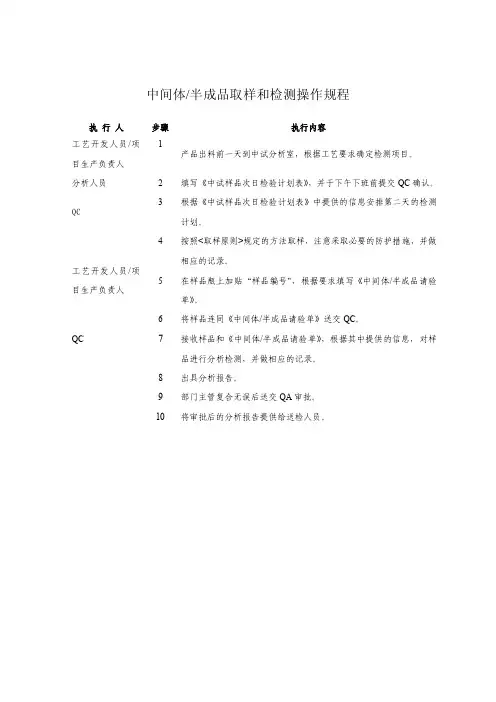
中间体/半成品取样和检测操作规程执行人步骤执行内容
工艺开发人员/项目生产负责人1
产品出料前一天到中试分析室,根据工艺要求确定检测项目。
分析人员 2 填写《中试样品次日检验计划表》,并于下午下班前提交QC确认。
QC
3 根据《中试样品次日检验计划表》中提供的信息安排第二天的检测
计划。
工艺开发人员/项目生产负责人4 按照<取样原则>规定的方法取样,注意采取必要的防护措施,并做
相应的记录。
5 在样品瓶上加贴“样品编号”,根据要求填写《中间体/半成品请验
单》。
6 将样品连同《中间体/半成品请验单》送交QC。
QC7 接收样品和《中间体/半成品请验单》,根据其中提供的信息,对样
品进行分析检测,并做相应的记录。
8 出具分析报告。
9 部门主管复合无误后送交QA审批。
10 将审批后的分析报告提供给送检人员。
资料目录:取样指令取样管理规程原辅料、包装材料、半成品、成品取样方法和操作规程水、沉降菌、浮游菌、悬浮粒子检测法规、指南取样指令:1、当原辅料或包装材料到货时,评价室应收到发自物料部的一份化验申请单、一份厂商的化验证书。
成品生产完成后,评价室应收到生产部的化验申请单。
评价人员检查过这些资料后根据化验申请单在批化验记录相应位置上填写代号、批号、名称,并将化验申请单和批化验记录发至取样员。
对于增补取样,由评价室填写化验申请单,在备注栏内注明“增补取样”。
2、取样员根据化验申请单所记录的来料包装数量准备留检标签、留样标签和清洁干燥的取样容器(对于无菌罐装产品用原辅料,取样用具灭菌后应保存在密闭的无菌容器内,超过两周应重新灭菌)。
粘好留检标签后,即可着手取样。
取样方法:1、对原辅料、半成品(中间产品)、成品、副产品及包装材料、工艺用水都应分别制定取样办法。
2、对取样环境的洁净要求、取样人员、取样容器、取样部位和顺序、取样方法、取样量、样品混合方法、取样容器的清洗、保管、必要的留样时间以及对无菌及麻毒、精神药品在取样时的特殊要求等应又明确的规定。
3、原辅料、内包装材料,可在仓储区原辅料取样间或支架式层流罩内取样。
4、取样环境的空气洁净度级别应与生产要求一致。
5、中间品、成品取样可以在生产结束时进行,也可以在生产过程的前、中、后期取样。
(1)原则:根据取样计划单进行取样,取样时,应注意样品的代表性。
如非均一的物料(如悬浮物)在取样前应使其均一;如不可能这样做或不了解物料是否均一,则应注意从物料不同部位取样;如取样不能达到物料的所有部位时,应随机地在可达到的部位取样;物料表面和物料主题可能会存在差异,抽样时,不应只从表面抽取样品。
对于混合样品,如某批号有2个混合样品,则每一个留样样品应由等量的混合样品混合组成。
(2)取样一般由专职取样员进行。
也可由车间工人或者中控人员根据相应的BPR或SOP取样,然后由取样员进行收集,但抽样人员必须经过适当的培训和考核,以避免差错,保证抽样的代表性。
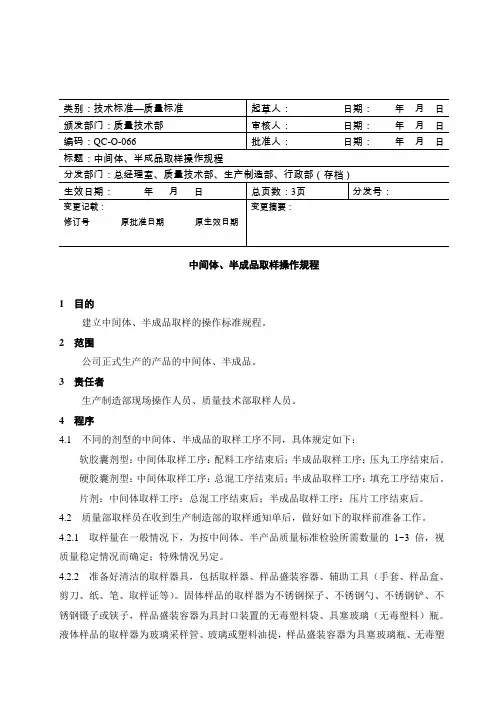
标题:中间体、半成品取样操作规程分发部门:总经理室、质量技术部、生产制造部、行政部(存档)中间体、半成品取样操作规程1 目的建立中间体、半成品取样的操作标准规程。
2 范围公司正式生产的产品的中间体、半成品。
3 责任者生产制造部现场操作人员、质量技术部取样人员。
4 程序4.1 不同的剂型的中间体、半成品的取样工序不同,具体规定如下:软胶囊剂型:中间体取样工序:配料工序结束后;半成品取样工序:压丸工序结束后。
硬胶囊剂型:中间体取样工序:总混工序结束后;半成品取样工序:填充工序结束后。
片剂:中间体取样工序:总混工序结束后;半成品取样工序:压片工序结束后。
4.2 质量部取样员在收到生产制造部的取样通知单后,做好如下的取样前准备工作。
4.2.1 取样量在一般情况下,为按中间体、半产品质量标准检验所需数量的1~3倍,视质量稳定情况而确定;特殊情况另定。
4.2.2 准备好清洁的取样器具,包括取样器、样品盛装容器、辅助工具(手套、样品盒、剪刀、纸、笔、取样证等)。
固体样品的取样器为不锈钢探子、不锈钢勺、不锈钢铲、不锈钢镊子或铗子,样品盛装容器为具封口装置的无毒塑料袋、具塞玻璃(无毒塑料)瓶。
液体样品的取样器为玻璃采样管、玻璃或塑料油提,样品盛装容器为具塞玻璃瓶、无毒塑料瓶。
如需取无菌样品时,以上相应器具均应无菌。
2/2 中间体、半成品取样操作规程QC-O-066 4.2.3 根据公司相关的进入洁净生产区的换衣洗手规程在二更衣室更换洁净区生产工作服。
到规定的取样地点后,进行如下几项工作:a 核对物料的状态标志,须为黄色的待验标志。
b 核对请验单内容与实物的标记,二者须相符。
核对的内容为品名、规格、批号等,标记清楚、完整。
c 注意:不同品种、规格的物料不得用同一取样器具取样。
4.3 在生产现场的贮罐(或为配制罐、总混罐等)或中间产品暂存间的贮存桶中进行随机抽样。
4.3.1 应保证并确认贮罐或贮存桶中的中间产品是经充分(搅拌或翻动)混合或均一的。
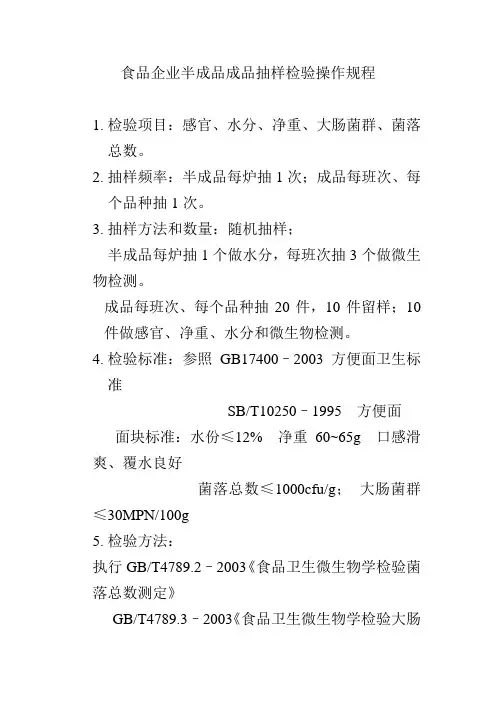
食品企业半成品成品抽样检验操作规程
1.检验项目:感官、水分、净重、大肠菌群、菌落总数。
2.抽样频率:半成品每炉抽1次;成品每班次、每个品种抽1次。
3.抽样方法和数量:随机抽样;
半成品每炉抽1个做水分,每班次抽3个做微生物检测。
成品每班次、每个品种抽20件,10件留样;10件做感官、净重、水分和微生物检测。
4.检验标准:参照GB17400–2003 方便面卫生标准
SB/T10250–1995 方便面面块标准:水份≤12% 净重60~65g 口感滑爽、覆水良好
菌落总数≤1000cfu/g;大肠菌群≤30MPN/100g
5.检验方法:
执行GB/T4789.2–2003《食品卫生微生物学检验菌落总数测定》
GB/T4789.3–2003《食品卫生微生物学检验大肠
菌群测定》
6.不合格措施:立即汇报品质部、厂部。
并查找原
因,采取整改措施,一周内增加成品抽样频率、数量,连续监控,直至检验合格。
7.填写记录:《产品检验原始记录》;《产品出厂检
验报告》。
原辅料包装材料半成品成品取样方法和操作规程1.原辅料取样方法和操作规程:(1)根据生产工艺和质量控制要求,确定原辅料的取样点和取样数量。
(2)用清洁的工具将原辅料以规定的数量取样到取样容器中。
(3)如果取样容器有盖子,取样时应打开盖子,避免对取样容器内部污染。
(4)取样容器应标明批号、取样点、日期和取样人员,并密封好。
(5)将取样的原辅料送至质量监控部门进行检验和记录。
2.包装材料取样方法和操作规程:(1)根据包装材料的种类和用途,确定取样点和取样数量。
(2)打开包装,尽量避免损坏包装材料。
(3)根据要求,在包装材料上划开一段相对干净的区域,将取样刀插入包装内,取样。
(4)将取样的包装材料放入取样袋中,并标明批号、取样点、日期和取样人员。
(5)将取样的包装材料送至质量监控部门进行检验和记录。
3.半成品取样方法和操作规程:(1)根据生产工艺和质量控制要求,确定半成品的取样点和取样数量。
(2)使用清洁的工具将半成品取样到取样容器中,注意避免污染。
(3)取样容器应标明批号、取样点、日期和取样人员,并密封好。
(4)将取样的半成品送至质量监控部门进行检验和记录。
4.成品取样方法和操作规程:(1)根据质量控制要求,确定成品的取样点和取样数量。
(2)使用清洁的工具将成品取样到取样容器中,注意避免污染。
(3)取样容器应标明批号、取样点、日期和取样人员,并密封好。
(4)将取样的成品送至质量监控部门进行检验和记录。
以上是原辅料、包装材料、半成品和成品取样方法和操作规程的详细说明。
这些取样方法和操作规程的严格执行能够保证产品的质量稳定性和一致性,为企业的发展提供有力保障。
车间中控取样操作规程车间中控取样操作规程一、目的车间中控取样是指车间控制质量测试过程中,对原料、半成品和成品进行取样操作的一项重要工作。
通过合理的取样操作,可以确保所得样品具有代表性,从而保证质量测试结果的准确性。
二、适用范围本操作规程适用于车间中控取样工作。
三、操作要求1. 遵循安全操作规程,佩戴好个人防护用品。
2. 取样工具要经过清洗和消毒处理,严禁使用有腐蚀性的化学品进行清洗。
3. 根据产品性质和要求,确定取样时间和取样点位。
4. 取样操作前,需检查取样容器是否洁净无杂质。
5. 取样前,要先对待取样物进行均匀搅拌或搅动,确保样品的均匀性。
6. 取样点位应该尽量避免接触任何与样品相互干扰的物质,避免外界污染样品。
7. 每次取样前或切换取样点位前,应充分清洗取样设备,防止样品之间的交叉污染。
8. 取样操作中,应保持取样容器对于汽车配件尺寸小,容器口径直径应不小于10mm。
较大的样品容器,要根据实际情况确定。
9. 在取样过程中,应尽量避免将取样设备直接接触到手指或其他物体表面。
10. 取样后,应尽快将样品送至实验室,避免样品长时间暴露在空气中。
四、记录要求1. 取样操作人员需记录取样的日期、时间、取样点位、取样设备编号、样品容器编号等信息。
2. 进行取样前,应取出一部分样品作为备样,并标明样品的编号和取样点位等信息。
3. 根据实际情况,还需记录样品的外观、颜色、气味等特征。
五、相关注意事项1. 对于不同的取样物,要根据其特点和要求,确定合适的取样方法。
2. 取样操作过程中,要严格遵守消防安全规定,禁止在取样场所吸烟、明火等。
3. 对于易挥发性的物质,要控制取样过程中的温度和湿度,以免影响样品的质量。
4. 对于特殊物质或可能存在有害物质的样品,应采取相应的防护措施,防止对人员健康造成危害。
5. 若在取样过程中出现异常情况,如发现样品变质、污染等情况,应立即停止操作并及时报告上级主管人员。
六、操作规程的执行与管理1. 定期组织对操作人员进行取样操作规程的培训和考核,确保操作人员掌握正确的操作流程和规范。
资料目录:取样指令取样管理规程原辅料、包装材料、半成品、成品取样方法和操作规程水、沉降菌、浮游菌、悬浮粒子检测法规、指南取样指令:1、当原辅料或包装材料到货时,评价室应收到发自物料部的一份化验申请单、一份厂商的化验证书。
成品生产完成后,评价室应收到生产部的化验申请单。
评价人员检查过这些资料后根据化验申请单在批化验记录相应位置上填写代号、批号、名称,并将化验申请单和批化验记录发至取样员。
对于增补取样,由评价室填写化验申请单,在备注栏内注明“增补取样”。
2、取样员根据化验申请单所记录的来料包装数量准备留检标签、留样标签和清洁干燥的取样容器(对于无菌罐装产品用原辅料,取样用具灭菌后应保存在密闭的无菌容器内,超过两周应重新灭菌)。
粘好留检标签后,即可着手取样。
取样方法:1、对原辅料、半成品(中间产品)、成品、副产品及包装材料、工艺用水都应分别制定取样办法。
2、对取样环境的洁净要求、取样人员、取样容器、取样部位和顺序、取样方法、取样量、样品混合方法、取样容器的清洗、保管、必要的留样时间以及对无菌及麻毒、精神药品在取样时的特殊要求等应又明确的规定。
3、原辅料、内包装材料,可在仓储区原辅料取样间或支架式层流罩内取样。
4、取样环境的空气洁净度级别应与生产要求一致。
5、中间品、成品取样可以在生产结束时进行,也可以在生产过程的前、中、后期取样。
(1)原则:根据取样计划单进行取样,取样时,应注意样品的代表性。
如非均一的物料(如悬浮物)在取样前应使其均一;如不可能这样做或不了解物料是否均一,则应注意从物料不同部位取样;如取样不能达到物料的所有部位时,应随机地在可达到的部位取样;物料表面和物料主题可能会存在差异,抽样时,不应只从表面抽取样品。
对于混合样品,如某批号有2个混合样品,则每一个留样样品应由等量的混合样品混合组成。
(2)取样一般由专职取样员进行。
也可由车间工人或者中控人员根据相应的BPR或SO P取样,然后由取样员进行收集,但抽样人员必须经过适当的培训和考核,以避免差错,保证抽样的代表性。
依据:《GMP》与药品生产质量检验的要求
目的:规范成品、中间产品的取样操作。
范围:成品、中间产品
1.中间产品和成品取样时,应根据生产情况,在生产线上随机抽取。
2.中间产品取样
2.1 各工序按要求完成操作后,操作员填写请验单,交车间化验室。
2.2 车间化验室化验员接请验单后,带所需用具到操作岗位随机抽取所需量的中间产品(取样用具必须洁净、干燥;取样应有代表性)。
2.3 留样样品的抽取:待中间产品检验合格后,需留样的中间产品再由随机抽取3倍检验用量,送留样室。
2.4 取样方法
2.4.1粉状制剂取样:用取样器在容器或包装的上、中、下三层及周围间隔相等部位取样若干,将所得的样品混匀,然后从中取出所需数量的样品。
2.4.2液体制剂取样:首先要混合均匀,如容器底部发现沉淀时应反复搅拌混匀,再用取样器分别从不同部位取出所需数量的样品。
2.5 以上所抽样品均应在生产记录上注明取样量及样品用途。
3.成品取样
3.1其它检验项用样品的抽取:灭菌后,每批随机抽取所需量的样品。
3.2 留样样品的抽取:在贴签后的包装线上随机抽取。
3.3 成品取样后均应在生产记录上注明取样量及样品用途。
3.4 取样人员在取完样品后填写成品取样记录。
原辅料、中间体(半成品)、成品抽取样操作规程1、目的:建立原辅料、中间体(半成品)、成品抽取样操作规程的质量控制文件,为使能更好地管理。
2、范围:各部门。
3、职责:各部门。
4、规程4.1 取样规则4.1.1 药品生产所抽取的样品,即包括进厂原料、中间体(半成品)及成品。
4.1.2 进厂原料包括化工原料、药用原料(包括中药材、饮片、中成药)、辅料、试剂原料、包装材料及工艺用水。
4.1.3 中间体(半成品)即指药品生产过程中,未形成成品前的一切产物。
4.1.4 成品即指原料药品及制剂药品。
4.2 抽样方法4.2.1 取样前应先检查品名、批号、规格、产地(生产厂)、数量及包装情况等无误后方可取样。
4.2.2 对进厂原辅料按批取样。
取样的件数即设进厂总件数为n ,则当n ≤3时,每件取样;当3<n ≤300时,按√——n +1取样量随机抽样;当n >300时,按√——n /2+1取样量随机抽样。
4.2.3 对中间体(半成品)按批(包装单位、桶、锅等)取样,即设总包装单位为n ,则当n ≤3时,按包装单位取样;当3<n ≤300时,按√——n +1取样量随机取样;当n >300时,按√——n /2+1取样量随机抽样。
4.2.4 对成品按批取样。
即设总件数(包装单位:箱、袋、盒桶等)为n ,则当n ≤3时,按包装单位逐件取样;当3<n ≤300时,按√——n +1 取样量随机取样;当n >300时,按 √——n /2+1取样量随机抽样。
4.2.4.1 成品检验取样于包装暂存间,包装好的成品放上合格证,封箱打包,仓库管理员挂待检验牌,等化验室检验结果出来后,根据检验结果单合格方可入库,如果不合格仓库管理员将此批产品退回车间进行返工。
4.2.5 除另有规定外,一般等量混合后检验。
制剂样品和包装材料取样后,可不经混合,再随机取样检验。
4.2.6 中成药按批取样。
即设批总件数(包装单位:箱、袋、盒、桶等)为n ,则当n ≤3时,按包装单位逐件取样;当3<n ≤300时,按√——n +1取样量随机取样;当n >300时,按√——n /2+1取样量随机抽样。
1. 目的:建立来料、半成品、成品抽样检验管理规程。
2. 适用范围:适用于来料、半成品、成品抽样检验。
3. 引用文件:GB2828.1-2003逐批检查计数抽样程序及抽样表。
4. 术语和定义:4.1 批的构成4.1.1采购原材料:每次送货同一规格货物数量为一批/供货方提供货物批次为一批。
4.1.2 工序检验:按工序不同进行定义。
4.1.3 成品检验:每天生产数量或同一张订单为一批。
4.1.4 库存抽样时以现有同一型号产品数量为一批。
4.1.5 出货检验:以一次出货的同一型号的产品为一批。
4.1.6 负责计算机系统之查毒、杀毒及杀毒软件版本之定期更新。
4.2 抽样:从批中以随机方式抽取样本的工作。
4.3 样本:由批中抽取作为检验对象的产品。
4.4 样本数:样本的个数以n表示。
4.5 合格判定个数:判定批为合格时,样本内允许含有的最高不良品个数,以Ac表示。
4.6 不合格判定个数:判定批为不合格时,样本所含有的最少不良品个数,以Re表示。
4.7 可接收品质水平(AQL:Acceptable Quality Level)就抽样检查来说,认为可接收的过程平均不合格率,此水平被作为接收该批产品品质满意的界限。
5.抽样计划5.1 来料检验5.1.1生产辅料、布料、纤维棉、网绵、TPU膜、PPE膜和包装材料等采用GB2828.1-2003《逐批检查计数抽样程序及抽样表》,采用Ⅱ级检验水平,主要缺陷AQL2.5,次要缺陷4.0。
5.1.2化工原料5.1.2.1抽样数量总件数取样数N≦3 每件抽取N﹥3 √n+15.1.2.2如物料是不均一的或非均等的,在取样前应混匀。
如不可能做到,则应注意从物料明显不同部位取样并使样品量和他们物料中占的比例相当。
5.1.2.3固体样品,每件约等量抽取后,应混合均匀,取全检量的3倍。
5.1.2.4抽样前发现物料的外观、形状异常则不必抽取,可直接判不合格。
5.1.2.5有一项与质量标准不符则判不合格。
QMS-QA-01ZZZ03 半成品、待包装品、成品、水质取样管理规
目的:阐明QA检查员与检验员取样工作交接程序
应用范围:半成品、待包装品、成品、饮用水、纯化水取样
责任人:QC检验员、QA检查员
内容:
1由QA检查员负责半成品(颗粒、素片)、待包装品、成品及洁净区纯化水的取样工作,由QC化验员负责一般区饮用水、纯化水的取样工作;
2 按照半成品、待包装品、成品、饮用水、纯化水的取样标准操作程序(QMS-QA-01ZZZ07、QMS-QA-01ZZZ08、QMS-QA-01ZZZ09、QMS-QA-01ZZZ11、QMS-QA-01ZZZ12),根据取样频次,到规定的取样点进行取样,同时在盛装容器外贴上取样证,填写取样记录。
半成品、待包装品,由生产车间填写请验单,纯化水由制剂车间制水工序操作工填写请验单,其他不需填写请验单。
3取样员将样品及请验单交给QC分样员或留样员。
1
2
请 验 单
取 样 证
物料取样记录
3
分样记录
4
5。
水、沉降菌、浮游菌、悬浮粒子检测法规、指南取样指令:1、当原辅料或包装材料到货时,评价室应收到发自物料部的一份化验申请单、一份厂商的化验证书。
成品生产实现后,评价室应收到生产部的化验申请单.评价人员检查过这些资料后根据化验申请单在批化验记录相应地位上填写代号、批号、名称,并将化验申请单和批化验记录发至取样员。
对于增补取样,由评价室填写化验申请单,在备注栏内注明“增补取样"。
2、取样员根据化验申请单所记载的来料包装数目预备留检标签、留样标签和清洁干燥的取样容器(对无菌罐装产品用原辅料,取样器具灭菌后应保留在密闭的无菌容器内,超过两周应从新灭菌)。
粘好留检标签后,即可着手取样。
取样方法:1、对原辅料、半成品(中间产品)、成品、副产品及包装材料、工艺用水都应分辨制定取样办法.2、对取样环境的洁净要求、取样人员、取样容器、取样部位温柔序、取样方法、取样量、样品混合方法、取样容器的清洗、保存、必要的留样时间以及对无菌及麻毒、精力药品在取样时的特别要求等应又明白的规定。
3、原辅料、内包装材料,可在仓储区原辅料取样间或支架式层流罩内取样.4、取样环境的空气洁净度级别应与生产要求一致。
5、中间品、成品取样可以在生产结束时进行,也能够在生产过程的前、中、后期取样.(1)原则:根据取样规划单进行取样,取样时,应留神样品的代表性.如非均一的物料(如悬浮物)在取样前应使其均一;如不可能这样做或不懂得物料是否均一,则应注意从物料不同部位取样;如取样不能达到物料的所有部位时,应随机地在可到达的部位取样;物料表面和物料主题可能会存在差别,抽样时,不应只从表面抽取样品.对于混合样品,如某批号有2个混合样品,则每一个留样样品应由等量的混合样品混合组成。
(2)取样个别由专职取样员进行。
也可由车间工人或者中控人员根据相应的BPR或SOP取样,然后由取样员进行收集,但抽样人员必需经由恰当的培训和考察,以避免差错,保障抽样的代表性.(3)一定要做到某一个时间只取一个样品,样品容器在取样前即应帖上事先准备好的取样标签,免得产生差错.混合样品及分样,应在吻合洁净度要求的取样间进行。
原辅料包装材料半成品成品取样方法和操作规程原辅料、包装材料、半成品和成品的取样方法和操作规程对于产品的质量控制非常重要。
下面是一个包含超过1200字的详细描述。
1.1原辅料取样方法原辅料的取样应遵循以下原则:-从不同批次中随机抽取样品,以确保样品的代表性。
-保持取样工具的清洁,以防止交叉污染。
-取样时应避免物质的损失和变质,以保持样品的完整性。
原辅料的取样方法包括:-投料取样:原辅料供应商送货时,应在货车或货舱中随机抽样。
-取样研磨:对于大块状原料,应使用取样机或研磨机将其研磨成均匀颗粒,然后再进行取样。
1.2原辅料操作规程-标记样品:给每个样品进行标记,包括原辅料名称、批次号、日期和取样地点。
-包装样品:将样品放入干净的密封袋或容器中,确保样品不会受到外界环境的影响。
-保存样品:将包装好的样品放入密封的容器中,并在适当的环境条件下保存,避免潮湿、高温和阳光直射。
-记录样品信息:记录每个样品的详细信息,包括取样日期、取样人员、样品编号等。
2.1包装材料取样方法包装材料的取样应遵循以下原则:-从不同批次中随机抽取样品,以确保样品的代表性。
-取样时应避免对包装材料造成损坏。
包装材料的取样方法包括:-抽样检验:从每个批次中随机抽取样品,检查包装材料的外观和质量。
-重量检验:使用天平测量包装材料的重量。
2.2包装材料操作规程-标记样品:给每个样品进行标记,包括包装材料名称、批次号、日期和取样地点。
-包装样品:将样品放入干净的袋子或容器中,确保样品不会受到外界环境的影响。
-保存样品:将包装好的样品放入密封的容器中,并在适当的环境条件下保存,避免潮湿、高温和阳光直射。
-记录样品信息:记录每个样品的详细信息,包括取样日期、取样人员、样品编号等。
3.1半成品和成品取样方法半成品和成品的取样应遵循以下原则:-从不同批次中随机抽取样品,以确保样品的代表性。
-取样时应避免对产品造成损坏。
半成品和成品的取样方法包括:-抽样检验:从每个批次中随机抽取样品,按照规定的方法进行检验。
原辅料包装材料半成品成品取样方法和操作规程1.原辅料包装:确保原辅料包装完好,避免污染。
2.取样工具准备:使用干净、无油污、无异味的工具,如不锈钢勺、清洁玻璃瓶等。
3.取样点确定:选择代表性的取样点,保证样品的代表性。
4.取样方法:使用一次性手套,将取样工具粘入原辅料中,取样时需尽量避免接触外界空气,避免污染。
5.取样封存:将取样工具密封,并在外部标明产品名称、批号、取样日期等信息,存放于样品室或冰箱中。
1.包装材料选择:选择与产品不发生化学反应、不影响产品质量的包装材料。
2.包装材料检查:检查包装材料是否具备完整性、卫生性、防潮性等标准。
3.取样点确定:确定样品代表性的取样点,避免选择有异常情况的地方。
4.取样工具准备:准备无油污、无异味的工具,如不锈钢剪刀、封口器等。
5.取样方法:将取样工具从包装材料中插入,并迅速取出,避免外界空气接触。
6.取样封存:将取样工具密封,并在外部标明产品名称、批号、取样日期等信息,存放于样品室或冰箱中。
1.半成品状态检查:确保半成品的状态符合产品标准要求。
2.取样点确定:确定样品代表性的取样点,避免选择有异常情况的地方。
3.取样工具准备:准备洁净、无油污的工具,如不锈钢勺、无菌容器等。
4.取样方法:将取样工具插入半成品中,尽量避免接触外界空气。
5.取样封存:将取样工具密封,并在外部标明产品名称、批号、取样日期等信息,存放于样品室或冷藏器中。
1.成品外观检查:确保成品外观是否符合产品标准要求。
2.取样容器准备:准备适合样品保存的容器,如玻璃瓶、塑料瓶、铝箔袋等。
3.取样点确定:选择代表性的取样点,保证样品的代表性。
4.取样工具准备:准备洁净、无油污的工具,如不锈钢勺、无菌容器等。
5.取样方法:将取样工具插入成品中,避免接触外界空气。
6.取样封存:将取样工具密封,并在外部标明产品名称、批号、取样日期等信息,存放于样品室或冷藏器中。
1 目的建立中间产品取样标准操作规程。
2 范围适用于所有生产过程控制的中间产品、原液及半成品的取样。
3 职责质保部QA。
4 内容4.1 质保部接到车间开具的请验单后,迅速作好相应的取样准备工作。
4.1.1 据请验单品名、规格、数量、填写取样标签,并贴在样品容器上。
4.1.2 将经过清洁干燥(必要时经灭菌处理)的盛装样品容器从物流通道进入洁净区。
4.1.3 取样人员按严格洁净区人员进出程序进入洁净区。
4.2 取样方法:4.2.1 培养液、原液取样方法:4.2.1.1 对装培养液或原液的血清瓶用75%酒精进行擦拭后,放入工作台。
4.2.1.2 打开血清瓶塞,瓶口置于酒精灯火焰上方。
4.2.1.3 在净化工作台上点燃酒精灯,从不锈钢筒中抽取移液管,在酒精灯火焰上方灼烧,来回旋转2-3次。
4.2.1.4 打开盐水瓶盖,开盖前后均在火焰上方灼烧,用移液管在每瓶培养液或原液中吸取培养液迅速转移至一盐水瓶中,吸取一定量的样品后立即盖上盖子,在火焰上方旋转灼烧2-3次后塞上塞子并用纱布包扎紧。
4.2.1.4.1抽检量至少为总量的0.1%+10 ml,从各瓶中抽取量至少为15ml。
4.2.1.4.2原液在存放过程中每开瓶一次必须重新取样品检验。
4.2.1.5 用同样方法从其它盛装培养液或原液瓶中取同数量的培养液,确保每瓶均取。
4.2.1.6 取样用具放入0.1%新洁尔灭或其它消毒剂中浸泡,由专人清洁处理。
4.2.1.7 在每瓶样品瓶上贴上取样标签。
4.2.2 半成品取样方法:在配制间过滤滤液的开始、中间和结束段用无菌吸管吸取滤液,并迅速放入样品瓶中盖上盖,有无菌检查项目的塞上塞子后并用纱布包扎,取样量为2倍检验量。
4.3 样品瓶按洁净区物料进出程序退出洁净区,取样人员按洁净区人员进出程序反向离开洁净区。
4.4 认真填写取样记录,如取样过程中有偏差及异常情况,记录在取样记录上。
4.5 在请验单上签名,将所取样品连同请验单转交QC主管。
目的:规范成品、中间产品的取样操作。
范围:成品、中间产品
1.中间产品和成品取样时,应根据生产情况,在生产线上随机抽取。
2.中间产品取样
2.1 各工序按要求完成操作后,操作员填写请验单,交车间化验室。
2.2 车间化验室化验员接请验单后,带所需用具到操作岗位随机抽取所需量的中间产品(取样用具必须洁净、干燥;取样应有代表性)。
2.3 留样样品的抽取:待中间产品检验合格后,需留样的中间产品再由随机抽取3倍检验用量,送留样室。
2.4 取样方法
2.4.1粉状制剂取样:用取样器在容器或包装的上、中、下三层及周围间隔相等部位取样若干,将所得的样品混匀,然后从中取出所需数量的样品。
2.4.2液体制剂取样:首先要混合均匀,如容器底部发现沉淀时应反复搅拌混匀,再用取样器分别从不同部位取出所需数量的样品。
2.5 以上所抽样品均应在生产记录上注明取样量及样品用途。
3.成品取样
3.1其它检验项用样品的抽取:灭菌后,每批随机抽取所需量的样品。
3.2 留样样品的抽取:在贴签后的包装线上随机抽取。
3.3 成品取样后均应在生产记录上注明取样量及样品用途。
3.4 取样人员在取完样品后填写成品取样记录。