120万吨尼龙66生产工艺流程
- 格式:ppt
- 大小:880.50 KB
- 文档页数:14
尼龙面料生产流程全文共四篇示例,供读者参考第一篇示例:尼龙面料是一种常见的合成纤维面料,具有很好的弹性和耐磨性,被广泛用于服装、鞋类、行李箱等领域。
尼龙面料的生产过程经历了纺丝、织造、印花、染色等多个环节。
下面将详细介绍尼龙面料的生产流程。
一、纺丝阶段1. 原料准备尼龙面料的主要原料是聚酰胺树脂,通过将聚酰胺树脂和其他辅料进行混合、溶解,形成液态纺丝料。
2. 熔融纺丝将液态纺丝料加热至一定温度,使其融化成为熔体,然后通过纺丝机器的喷丝孔,将熔体喷射出来,形成纤维。
3. 拉伸和冷却新形成的纤维会在拉伸机上被拉伸,增强其拉伸性能和强度,然后通过冷却装置固化成型。
4. 切断经过冷却后的尼龙丝条,再进行切断,获得一定长度的纤维。
二、织造阶段1. 织布筛选经过纺丝后的尼龙纤维通过筛选,选取合适的纤维进行织造。
2. 织造将尼龙纤维经过织布机,交织成面料,并根据需要选择不同的编织方式,如平纹、斜纹等。
3. 成品检验织造完成后,需要对成品进行检验,检查表面平整度、密度、缺陷等情况,并不合格品进行处理。
三、染色阶段1. 预处理将尼龙面料进行预处理,去除掉表面的污物、油污等,以便后续的染色工艺。
2. 染色经过预处理后的尼龙面料放入染缸中,加入染料,进行染色处理。
通过调整温度、时间、染料的配比等参数,实现尼龙面料的染色。
3. 定色染色完成后,需要将染色剂与纤维分子间的结合牢固,使染料不易脱落。
这个过程就是定色。
四、印花阶段1. 设计根据客户的需求和市场趋势,设计出不同的图案。
2. 印花将设计好的图案通过印花机,印在尼龙面料上。
3. 烘干印花完成后,需要通过烘干处理,使印花图案更牢固。
五、后整理阶段1. 整理将经过染色、印花等处理的尼龙面料送到整理车间,进行整理工序,包括烫平、修边、剪毛、洗涤等。
2. 包装经过整理后的尼龙面料,进行最后的包装,便于运输、销售。
总结:尼龙面料的生产流程经过多个环节,包括纺丝、织造、染色、印花和后整理。
一步法熔体直纺高强度尼龙66工业丝工艺研究一、背景高强度尼龙66工业丝常用于制造汽车零部件、轮胎线及尼龙丝袜等产品。
传统尼龙66工业丝制造工艺为溶液纺丝法,但存在成本高、能耗大、环保问题等问题。
因此,研究开发一种高效、环保、低成本的尼龙66工业丝制造工艺势在必行。
二、一步法熔体直纺高强度尼龙66工业丝工艺1.原材料准备将尼龙66颗粒经过雕刻粒子分离器筛选分离,获得均匀的颗粒尺寸。
2.熔体制备将颗粒尺寸均匀的尼龙66颗粒放入熔体制备系统(包括预熔柜和单螺杆挤出机),在一定的温度下预熔,保证颗粒之间充分融合。
3.纺丝加工将预熔的熔体经过单螺杆挤出机挤出成温度、速度、拉伸等参数控制合适的丝线。
4.淬丝将挤出的尼龙66熔体通过淬丝器冷却并拉伸,使熔体分子链更加有序、排列更加紧密,提高丝线强度。
5.卷丝将淬制后的尼龙66丝线通过卷接机制成工业丝产品。
6.产品性能测试对一步法熔体直纺高强度尼龙66工业丝进行各项性能测试,如强度、韧性、热稳定性、耐磨损性等。
三、优劣比较一步法熔体直纺高强度尼龙66工业丝相比传统溶液纺丝工艺,具有以下优势:1. 成本低:采用颗粒尺寸均一的原材料,减少了粒子分散不均、拉丝断裂等问题,降低了产品成本。
2. 环保节能:该工艺中生产过程中不需要使用溶剂,与传统溶液纺丝工艺相比,具有更好的环保性。
3. 高效率:该工艺中不仅生产效率高,产品质量也更加稳定,且能够生产出颗粒尺寸更加均一的工业丝。
4. 产品品质好:该工艺生产出的尼龙66工业丝,强度、韧性、热稳定性、耐磨损性等方面的性能比溶液纺丝工艺更佳。
四、总结一步法熔体直纺高强度尼龙66工业丝工艺是一种高效、低成本、环保的新型制造工艺。
它采用高品质的尼龙66颗粒原材料,通过熔体制备、纺丝加工、淬丝和卷丝等环节制成高品质丝线。
该工艺不仅提高了工业丝的性能,而且降低了生产成本,广泛应用于汽车、轮胎、纺织等领域。
尼龙66工业丝生产工艺技术及温度的影响尼龙6和尼龙66,但由于分子立体结构不同,分子问形成氢键和取得高结晶度的能力不同,从而使两者在物理性能上呈现一定的差异,尼龙66的某些性能优于尼龙6。
本文前半部分概述了国内尼龙66工业丝的不同生产工艺技术,后半部分叙述了温度对尼龙66工艺的影响。
国内生产尼龙66工业丝有两种不同的工艺技术:连续缩聚直接纺丝拉伸卷绕联合生产技术;问歇缩聚、固相缩聚纺丝拉伸卷绕生产技术。
l 连续缩聚生产技术1,1 缩聚工艺a,反应温度:尼龙66盐的缩聚反应实际是在熔融状态下进行,因此反应的初始温度至少比尼龙66盐的熔点高10C,宜控制在214|C左右,反应过程中为了提高分子活化能,加快反应速度,温度逐渐升高到后期的280℃左右,即高于聚合物熔点15 C左右。
b.反应压力:单体己二胺的沸点较低(196℃),为防止己二胺的挥发,反应初期压力选择1.76 MPa 左右。
随着反应的进行,单体初步缩聚成预聚体后,除去反应体系中的水,进一步提高聚合物的相对分子质量。
所以反应中后期降至常压乃至负压进行缩聚。
1.2 盐处理在盐溶解槽内把固体尼龙66盐溶解于55℃的高纯水中制成5O 的溶液,送往活性炭处理槽,吸附溶液中可溶性杂质,然后经活性炭过滤器循环过滤除去活性炭,制得的精尼龙66盐溶液送往第一中间槽,进一步对盐液质量确认后送往精制盐槽内向聚合工序供料。
有关工艺质量标准如下:高纯水电导率小于0.5 s,SiO2含量小于0,02ug/g,Fe含量小于0.O1ug/g;精制盐溶液浓度50 ±0,2 、UV 值≤0.1×10 ,pH 值7.5~8,温度50℃。
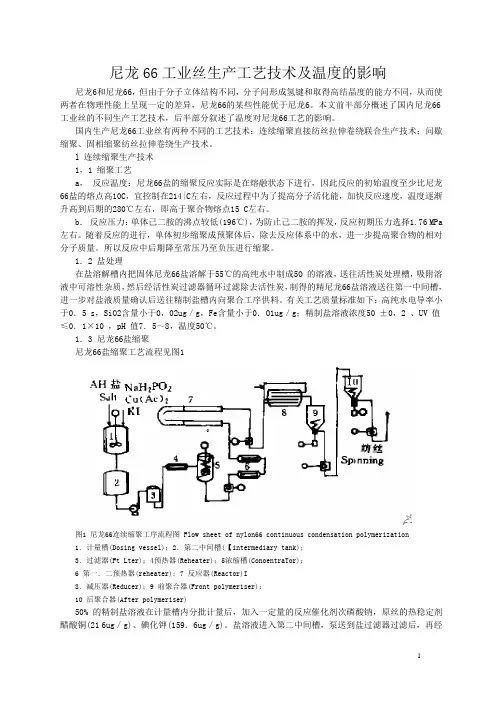
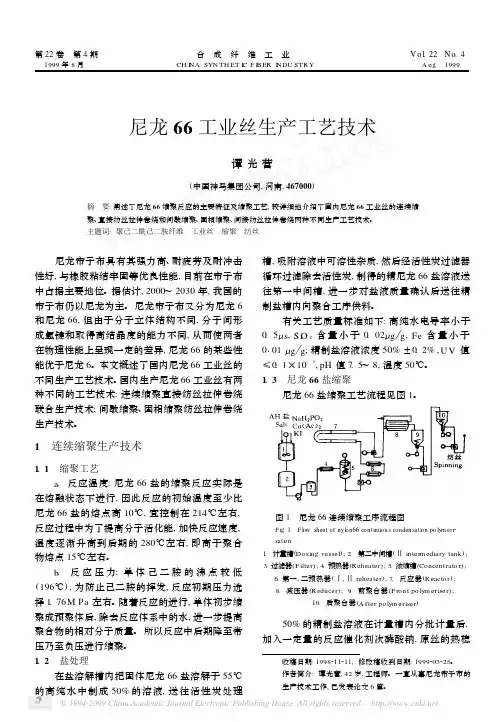
1.3 尼龙66盐缩聚尼龙66盐缩聚工艺流程见图1图1 尼龙66连续缩聚工序流程图 Flow sheet of nylon66 continuous condensation polymerization1.计量槽(Dosing vessel);2.第二中间槽(【intermediary tank);3.过滤器(Ft Lter);4预热器(Reheater);5浓缩槽(ConoentraTor);6 第一.二预热器(reheater);7 反应器(Reactor)I8.减压器(Reducer);9 前聚合器(Front polymeriser):10 后聚合器(After polymeriser)50% 的精制盐溶液在计量槽内分批计量后,加入一定量的反应催化剂次磷酸钠,原丝的热稳定剂醋酸铜(21 6ug/g)、碘化钾(159.6ug/g)。
第22卷 第4期合 成 纤 维 工 业 V o l.22 N o .4 1999年8月 CH I NA SYN TH ET I C F I BER I NDU STR Y A ug . 1999 收稿日期:1998211211;修改稿收到日期:1999203225。
作者简介:谭光营,42岁,工程师。
一直从事尼龙帘子布的生产技术工作,已发表论文6篇。
尼龙66工业丝生产工艺技术谭光营(中国神马集团公司,河南,467000)摘 要:阐述了尼龙66缩聚反应的主要特征及缩聚工艺;较详细地介绍了国内尼龙66工业丝的连续缩聚、直接纺丝拉伸卷绕和间歇缩聚、固相缩聚、间接纺丝拉伸卷绕两种不同生产工艺技术。
主题词:聚己二酰己二胺纤维 工业丝 缩聚 纺丝 尼龙帘子布具有其强力高、耐疲劳及耐冲击性好,与橡胶粘结牢固等优良性能,目前在帘子布中占据主要地位。
据估计,2000~2030年,我国的帘子布仍以尼龙为主。
尼龙帘子布又分为尼龙6和尼龙66,但由于分子立体结构不同,分子间形成氢键和取得高结晶度的能力不同,从而使两者在物理性能上呈现一定的差异,尼龙66的某些性能优于尼龙6。
本文概述了国内尼龙66工业丝的不同生产工艺技术。
国内生产尼龙66工业丝有两种不同的工艺技术:连续缩聚直接纺丝拉伸卷绕联合生产技术;间歇缩聚、固相缩聚纺丝拉伸卷绕生产技术。
1 连续缩聚生产技术1.1 缩聚工艺a .反应温度:尼龙66盐的缩聚反应实际是在熔融状态下进行,因此反应的初始温度至少比尼龙66盐的熔点高10℃,宜控制在214℃左右,反应过程中为了提高分子活化能,加快反应速度,温度逐渐升高到后期的280℃左右,即高于聚合物熔点15℃左右。
b .反应压力:单体己二胺的沸点较低(196℃),为防止己二胺的挥发,反应初期压力选择1.76M Pa 左右。
随着反应的进行,单体初步缩聚成预聚体后,除去反应体系中的水,进一步提高聚合物的相对分子质量。
所以反应中后期降至常压乃至负压进行缩聚。
尼龙66工艺流程讲解英文回答:Nylon 66 Manufacturing Process.Polymerization.Nylon 66 is produced through the condensation polymerization of hexamethylene diamine (HMD) and adipic acid (AA). The reaction takes place in two stages:Amidation: HMD and AA are heated in the presence of water to form nylon salt, which is a high-viscosity liquid.Polymerization: The nylon salt is further heated to remove water and form the nylon 66 polymer. This process is typically carried out in a continuous reactor under high pressure and temperature.Spinning.The molten nylon 66 polymer is extruded through spinnerets into a fiber form. The fibers are cooled and solidified in a spinning bath. The spinning process can be classified into two main methods:Melt spinning: The molten polymer is extruded through a spinneret with small holes to form fine fibers.Solution spinning: The polymer is dissolved in a solvent and extruded through a spinneret to form fibers. The solvent is then removed through evaporation.Drawing.The spun fibers are subsequently drawn to align the molecules and improve their strength and toughness. Drawing involves stretching the fibers under controlled conditions of temperature and tension.Heat Treatment.Drawn fibers are heat treated to further enhance their properties. Heat treatment can be carried out in different ways, including:Annealing: Heating the fibers above their glass transition temperature and then cooling them slowly.Quenching: Rapidly cooling the fibers from an elevated temperature.Extrusion.Heat-treated fibers are extruded into various shapes and sizes, such as yarns, filaments, and film. Extrusion involves melting the polymer and forcing it through a die.Properties of Nylon 66。

煤炭合成尼龙66工艺流程英文回答:Coal is a widely used energy source in many countries, and it can also be used as a raw material in various industries. One such industry is the production of nylon 66, a type of synthetic polymer that has numerous applications. The process of synthesizing nylon 66 from coal involves several steps.Firstly, coal is subjected to a process called coal gasification. In this process, coal is heated in the absence of air to produce a mixture of gases, primarily carbon monoxide and hydrogen. This gas mixture, known as synthesis gas or syngas, is an important intermediate inthe production of various chemicals, including nylon 66.Next, the syngas is converted into adipic acid, whichis a key component in the production of nylon 66. Adipicacid can be synthesized through several different methods,but one common approach is the oxidation of cyclohexane. Cyclohexane can be obtained by hydrogenation of benzene, which in turn is derived from the syngas produced during coal gasification. The oxidation of cyclohexane involves the use of nitric acid, which reacts with the cyclohexane to form adipic acid.After the adipic acid is obtained, it is combined with hexamethylenediamine, another key component in nylon 66 production. Hexamethylenediamine is a diamine compound that is commonly derived from adiponitrile, which is obtained from butadiene. Butadiene, in turn, can be produced from the syngas obtained during coal gasification. The combination of adipic acid and hexamethylenediamine forms a polyamide, which is then polymerized to produce nylon 66.Once the nylon 66 is formed, it can be processed into various products, such as fibers, films, and plastics. These products have a wide range of applications, including in the textile, automotive, and electrical industries.中文回答:煤炭是许多国家广泛使用的能源来源,也可以作为各种行业的原材料之一。
中文名称聚己二酰己二胺俗名尼龙66英文名称Nylon 66结构式 [-NH (CH2)6NHCO(CH2)4CO-]n(一)发展简史尼龙66足最早开发成功的尼龙品种。
1935年美目Du Pont公司采用己二胺和己二酸缩聚制得,并于1939年实现工业化生产。
此后,德国BASF公司,日本东丽公司也先后实现了工业化生产。
尼龙66是目前聚酰胺系列产品中产量最大的品种。
1997年美国聚酰胺消费量为575kt,其中尼龙66的消费量占50%以上。
国内黑龙汀省尼龙厂、上海塑料制品十八厂用作塑料,上海天原化工厂、山西太原合成纤维厂用作纤维。
(二)生产方法尼龙66由己二酸和己二胺缩聚而成。
它的生产工艺主要有单体合成、尼龙66盐的制备和缩聚三个工序。
1.单体合成1)己二酸的制备主要有苯酚法、环己烷法和丙烯腈二聚法。
苯酚法是以苯酚为原料,用雷尼镍作催化剂,在140~l50℃和2~3MPa压力下,加氢生成环己醇,然后用60%~65%浓度的硝酸,在铜或钒催化剂存在下,在55~60℃氧化成己二酸。
反应式如下:环己烷法是以环己烷为原料,在环烷酸钴或硼酸催化剂存在下,通入空气加压液相氧化,生成环己酮和环己醇的混合物,再用60%浓度的硝酸在45~60℃氧化成己二酸。
反应式如下:丙烯腈二聚法是以丙烯腈为原料,用电解还原法二聚生成己二腈,然后在稀硫酸水溶液中加热水解得到己二酸。
反应式如下:2)己二胺的制备主要有己二酸法和丁二烯法。
己二酸法是以己二酸为原料,在磷酸二丁酯等脱水催化剂存在下,于280~300℃温度下氨化脱水,得到己二腈,再在雷尼镍催化剂存住下,在90℃和2.8MPa压力下,于乙酸中加氢得到己二胺。
反应式如下:丁二烯法是先使丁二烯氯化生成二氯丁烯异构体混合物,再与氢氰酸或氰化钠在酸性水溶液中氰化成丁烯二氰异构体,然后用氧氧化钠处理,使异构体全部转化成l,4-二氰基丁烯-2,精制后用钯炭作催化剂,在300℃下氢化成己二胺。
反应式如下:2.尼龙66盐的制备由二元酸和二元胺制取尼龙时,需要严格控制原料配比为等摩尔比,才能得到分子量较高的聚合物,因此,住生产中必须先把己二酸和己二胺混合制成尼龙66盐。
尼龙-66的连续聚合生产工艺流程课程设计高分子合成工艺设计说明书年产60万吨尼龙66连续聚合生产工艺设计院、部:材料与化学工程学院学生姓名:指导教师:职称专业:高分子材料与工程班级:1001班完成时间:2013年06月03日摘要本文主要阐述了尼龙-66的国内外发展现状以及研究其连续聚合生产工艺流程设计过程。
设计尼龙-66连续聚合的工艺流程,选择正确的工艺条件和设备,并进行合理的设备配置,以便按我们的要求进行生产。
关键词:尼龙-66;连续聚合ABSTRACTThi sarticle expounded the development situation from domestic and overseas of nylon-66 and also studied it’s process of continuous polymerization. In order to meet our request, we designed process of continuous polymerization of nylon-66, chose suitable processing condition and device arrange the devices appropriately.Key words: nylon-66;continuous polymerization目录1 绪论 (1)1.2 国外生产现状 (1)1.3 国内生产现状 (2)1.3 进出口情况 (3)2 工艺流程和方案的说明及论证 (5)2.1 工艺路线的选择 (5)2.2 工艺流程设计 (5)2.2.1尼龙66的生产原料及原料制备 (5)2.2.2尼龙66的生产工艺 (9)2.3 工艺参数的选择 (10)2.3.1 工艺关键点控制 (10)2.3.2工艺说明 (12)3 物料衡算 (13)3.1 年产量60万吨尼龙-66的物料衡算过程 (13)4 热量衡算 (18)4.1 尼龙66生产中的能耗分析 (18)4.2 尼龙66生产设备的能量衡算 (18)4.2.1 蒸发器 (18)4.2.2 反应器 (20)4.2.3 闪蒸器 (21)4.2.4 聚合器 (23)5 聚合釜及各设备选型 (25)5.1对设备的要求 (25)5.2溶解过程 (25)5.3预缩聚过程 (25)5.4闪蒸过程 (25)5.5后缩聚过程 (26)参考文献 (27)致谢 (29)附录 (30)1 绪论引言+生产能力数据+聚合方法(连续缩聚+间歇缩聚)+主要(连续聚合)尼龙66是最早研制成功的尼龙品种,于1939年由美国杜邦公司实现工业化生产,是目前最主要的尼龙品种之一。
华侨大学课程名称:增强增韧尼龙66汽车专用料*****学号:9专业:08高分子二班任课教师:***前言:尼龙是结晶型塑料,品种颇多,已达到130多种,应用于注塑加工的有尼龙6、尼龙66、尼龙610、尼龙1010以及共聚性尼龙、超韧性尼龙、玻璃纤维增强尼龙、矿物增强尼龙等等。
世界市场中,应用量最大的是尼龙66。
尼龙最早在1889年首先由Gabriel和Maass 两人合成制得,但系统的研究并最终实现工业化实在1929年,由美国杜邦公司的Carothers着手进行的。
1931年Carothers申请了第一篇尼龙专利,1935年首先制得尼龙66,1939年实现工业化。
尼龙66的应用领域一般在汽车、电子电器、化工设备、机械设备等方面。
从最终用途看,汽车行业消耗的尼龙66占第一位,电子电器占第二位。
大约有88%的尼龙66通过注射成型加工成各种制件,约12%的尼龙66则通过挤出、吹塑等成型加工成相应的制品。
由于尼龙66优良的耐热性、耐化学药品性、强度和加工方便等,因而在汽车工业得到了大量应用,目前几乎已能用于汽车的所有部位,如发动机部位,电器部位和车体部位。
发动机部位包括进气系统和燃油系统,如发动机气缸盖罩、节气门、空气滤清器机器外壳,车用空气喇叭、车用空调软管、冷却风扇及其外壳、进水管、刹车油罐及灌盖,等等。
车体部位零部件有:汽车挡泥板、后视镜架、保险杠、仪表盘、行李架、车门手柄、雨刷支架、安全带扣搭、车内各种装饰件等等。
车内电器方面如电控门窗、连接器、保鲜盒、电缆扎线等。
工艺特点:⑴吸水性尼龙66较易吸湿,如果长时间暴露在空气下,会吸收大气中的水分。
吸水后会发生体积膨胀,影响制品的尺寸精度,如在注塑前吸收过量的水分时,其制作的外国外观和力学性质都会受损。
⑵结晶性尼龙66为结晶性高聚物,一般在20%~30%之间。
结晶度的高低与性能有关,结晶度高,拉伸强度、耐磨性、硬度、润滑性等性能有所提高,热膨胀系数和吸水性趋于下降。
尼龙件生产工艺尼龙件生产工艺尼龙件是一种广泛应用于工业制造领域的零件,具有优良的耐磨性、耐高温性、强度高等特点,因此在汽车、航空航天、电子、电气等行业有着广泛的应用。
下面将介绍一种常见的尼龙件生产工艺。
首先,需要准备原材料。
尼龙件生产常用的原材料是尼龙66树脂。
树脂需要经过干燥处理,去除其中的水分。
干燥后的树脂被送入注塑机的料斗中。
接下来是注射成型。
首先,需要将注塑机预热至适宜的温度。
根据尼龙66树脂的熔点,一般将注塑机的温度设定在240-280摄氏度之间。
当注塑机达到设定温度后,将预热好的树脂加入注塑机的螺旋式喂料装置中。
螺旋式喂料装置将树脂推进到注射筒中,并在受力的作用下使树脂熔化。
树脂熔化后,注射部位的压力开始上升。
注射部位会有一个注塑模具。
树脂熔化后,通过缸筒系统的推动,将树脂注入模具腔体中,形成尼龙件的雏形。
在注射过程中,通过调节注射速度和注射压力,控制树脂的流动性和充塑性,确保尼龙件的质量。
注射完成后,需要等待尼龙件冷却固化。
这一步一般需要几秒钟到几分钟的时间。
注塑模具通常配备了冷却系统,可以加速尼龙件的冷却速度。
冷却完成后,打开模具,取出尼龙件。
尼龙件取出后需要进行后处理。
首先,进行脱模。
使用专用的工具将尼龙件从模具中取出,并清理模具,以便下一批尼龙件的注射成型。
然后进行修整和修边。
尼龙件表面可能会有一些过剩的材料,需要将其修剪掉。
修整完成后,可以进行尺寸检测和外观检查。
尺寸检测用来检查尼龙件的几何尺寸是否符合要求,外观检查用来检查尼龙件表面是否有缺陷。
最后,尼龙件需要进行包装和存储。
一般情况下,尼龙件会被装入适当的包装盒中,防止尼龙件在运输过程中受到损坏。
同时,尼龙件需要储存在干燥和通风的仓库中,以防止湿气和灰尘对尼龙件的影响。
以上是一种常见的尼龙件生产工艺,该工艺通过注塑成型的方式制造尼龙件,具有成本低、效率高、质量稳定等特点,适用于大批量生产。
尼龙件的广泛应用,为各个领域的发展提供了重要的支持和保障。
中文名称聚己二酰己二胺俗名尼龙66英文名称Nylon 66结构式 [-NH (CH2)6NHCO(CH2)4CO-]n(一)发展简史尼龙66足最早开发成功的尼龙品种。
1935年美目Du Pont公司采用己二胺和己二酸缩聚制得,并于1939年实现工业化生产。
此后,德国BASF公司,日本东丽公司也先后实现了工业化生产。
尼龙66是目前聚酰胺系列产品中产量最大的品种。
1997年美国聚酰胺消费量为575kt,其中尼龙66的消费量占50%以上。
国内黑龙汀省尼龙厂、上海塑料制品十八厂用作塑料,上海天原化工厂、山西太原合成纤维厂用作纤维。
(二)生产方法尼龙66由己二酸和己二胺缩聚而成。
它的生产工艺主要有单体合成、尼龙66盐的制备和缩聚三个工序。
1.单体合成1)己二酸的制备主要有苯酚法、环己烷法和丙烯腈二聚法。
苯酚法是以苯酚为原料,用雷尼镍作催化剂,在140~l50℃和2~3MPa压力下,加氢生成环己醇,然后用60%~65%浓度的硝酸,在铜或钒催化剂存在下,在55~60℃氧化成己二酸。
反应式如下:环己烷法是以环己烷为原料,在环烷酸钴或硼酸催化剂存在下,通入空气加压液相氧化,生成环己酮和环己醇的混合物,再用60%浓度的硝酸在45~60℃氧化成己二酸。
反应式如下:丙烯腈二聚法是以丙烯腈为原料,用电解还原法二聚生成己二腈,然后在稀硫酸水溶液中加热水解得到己二酸。
反应式如下:2)己二胺的制备主要有己二酸法和丁二烯法。
己二酸法是以己二酸为原料,在磷酸二丁酯等脱水催化剂存在下,于280~300℃温度下氨化脱水,得到己二腈,再在雷尼镍催化剂存住下,在90℃和2.8MPa压力下,于乙酸中加氢得到己二胺。
反应式如下:丁二烯法是先使丁二烯氯化生成二氯丁烯异构体混合物,再与氢氰酸或氰化钠在酸性水溶液中氰化成丁烯二氰异构体,然后用氧氧化钠处理,使异构体全部转化成l,4-二氰基丁烯-2,精制后用钯炭作催化剂,在300℃下氢化成己二胺。
反应式如下:2.尼龙66盐的制备由二元酸和二元胺制取尼龙时,需要严格控制原料配比为等摩尔比,才能得到分子量较高的聚合物,因此,住生产中必须先把己二酸和己二胺混合制成尼龙66盐。