18MND5的焊接性能探讨
- 格式:docx
- 大小:41.81 KB
- 文档页数:8
18MND5的焊接性能探讨
朱伟伟
【摘 要】通过碳当量、冷裂纹敏感系数、热裂纹敏感系数和再热裂纹系数对18MND5进行了焊接性分析,采用埋弧焊和焊条电弧焊对18MND5进行焊接后,对焊接接头进行无损检测和力学性能试验,结果均满足标准和项目要求;并分析了焊接接头的显微组织,得到了理想的组织.试验结果表明,选用合理的措施和合适的焊接参数,采用埋弧焊和焊条电弧焊均能获得优异的焊接接头,并成功应用于产品焊接.
【期刊名称】《化工设备与管道》
【年(卷),期】2019(056)003
【总页数】5页(P15-19)
【关键词】18MND5;焊接性;焊接工艺评定;力学性能;金相
【作 者】朱伟伟
【作者单位】中国中原对外工程有限公司,北京100044
【正文语种】中 文
【中图分类】TQ050.4;TH142
巴基斯坦卡拉奇核电K2/K3项目是我国具有自主知识产权的三代核电技术——“华龙一号” 的海外首堆工程。PRS补水箱是PRS系统的关键设备,为PRS系统提供热阱。整个系统在设计基准事故或超设计基准事故甚至严重事故发生时自动投入运行,保障华龙一号机组可以满足事故后72小时不干预原则。 PRS应急补水箱安全等级2级,质保等级QA1级,设计压力8.5 MPa,设计温度316℃,外形尺寸为6 485 mm×2 320 mm×58 mm,主体材料为18MND5,设计标准为RCC-M 2007版[1]。
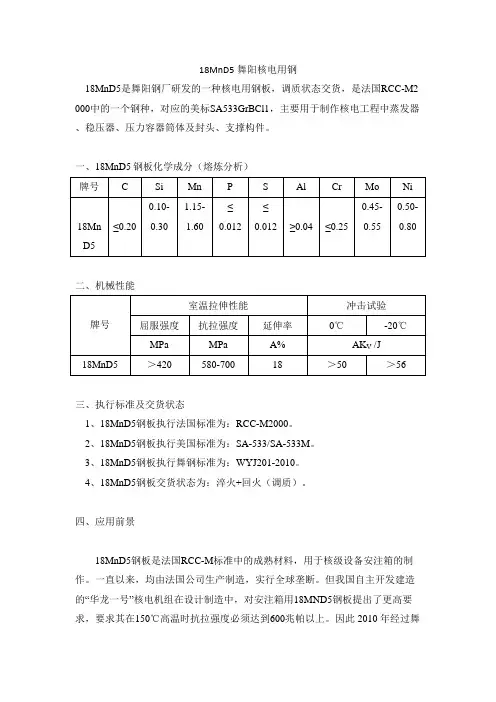
18MND5是压水堆核电厂常用的一种低合金铁素体钢,与SA533 B Cl.2相似,属Mn-Ni-Mo低合金高强度钢。由于Mn、Ni、Mo等元素在钢中的作用,这类钢具有较好的淬透性、高温性能、低温回火脆性、较低的无延性转变温度及中子辐照敏感性低[2-4]。
1 焊接工艺评定试验
1.1 材料的焊接性分析
根据碳当量公式[5]
CE=0.598%。说明18MND5易淬硬,焊接性差,需要进行预热才能防止裂纹。
根据冷裂纹敏感系数公式
Pcm=0.307%。根据经验Pcm>0.25%时,对裂纹敏感性明显,焊接时需要采取预热及后热等措施。冷裂纹的敏感性还与焊件的厚度及焊缝金属中扩散氢含量有关,因此要控制焊缝中的扩散氢含量,并根据厚度增加提高预热温度。
根据热裂纹敏感系数公式
HCS=0.703。当HCS≤4时,一般不会产生热裂纹,说明18MND5热裂纹敏感性较低。根据再热裂纹系数公式
ΔG'=1.53。当1.5≤ΔG' ≤2时,对消除应力裂纹敏感性中等,说明18MND5需要考虑再热裂纹。
1.2 低合金钢焊接工艺特点分析
(1)防止冷裂纹最有效的方法是减少从焊材输入焊缝金属的氢量,因此焊条电弧焊应选用低氢或超低氢焊条,焊前按规定要求进行烘干。自动埋弧焊用焊丝表面要干净、无油锈等污物,焊剂也应按要求烘干。焊材最好选择等强匹配[5-7]。
(2)防止冷裂纹和再热裂纹、防止焊缝中氢含量超过临界水平及受残余应力影响开裂产生,需要采取预热、控制层间温度、后热等措施。
(3)避免热影响区形成粗晶组织及热影响区组织脆化,保证热影响区具有良好的抗裂性和韧性,严格控制热输入;控制焊道厚度,采用多层多道焊。
(4)减少回火脆性和辐照脆性,对S、P杂质及As、Sn、Sb、Cu等微量元素需要严格控制。
(5)改善接头组织和性能,消除残余应力,焊后进行消除应力热处理。
1.3 焊接工艺评定试验方法
评定按RCC-M 2007和设备技术规格书的有关规定进行。焊接方法采用埋弧自动焊和焊条电弧焊,埋弧焊使用林肯DC-1000型埋弧焊机,手工焊使用松下YD-400AT逆变式直流电弧焊机。
根据材料特性和产品制造需要进行焊后消除应力热处理,着重评定了焊接接头的力学性能和金相组织。
1.4 焊接工艺评定试验材料
评定用母材的化学成分和力学性能见表1和表2,试验用焊材的化学成分和力学性能见表3和表4 [1]。
(1)评定用板材18MND5,60 mm,交货状态为淬火[( 900±10)℃×≥2 h ]+回火[( 645±5)℃×≥9 h],模拟热处理(610±5℃×15 h)组织为回火索氏体和贝氏体组织。 (2)根据标准和经验,选用低氢碱性焊材,牌号为 EF2、 E8018。
表1 18MND5评定用板化学成分Table 1 Chemical compositions of 18MND5
for qualification %C Mn P S Si Ni Cr Mo V Cu Al H B Sn As N Pb Sb Hg 0.17
1.46 0.004 8 0.000 5 0.20 0.75 0.15 0.50 0.003 3 0.063 0.018 0.8×10-40.000
1 0.002 7 0.007 6 0.003 0 0.001 0.006 0.000 4
表2 18MND5评定用板力学性能Table 2 Mechanical properties of 18MND5
for qualification试验温度/℃RTNDT≤12℃:-65 RT 600~720 ≥450 ≥20 ≥68
J、侧向膨胀量≥0.9 mm拉伸试验 冲击试验Q+T 冲击试验SPWHT落锤及补充冲击SPWHT Rm /MPa Rp0.2 /试板状态MPa A /%-20℃:横向≥40 J、纵向≥56
J 20℃:横向≥72 J、纵向≥88 J 0℃:≥80 J、单个最小≥60 J 0℃:≥80 J、单个最小≥60 J 350 ≥540 ≥380 / 温度/℃KV2/J KV2/J温度/℃温度/℃KV2/J温度/℃KV2/J温度/℃KV2/J 0侧向膨胀量Q+T RT 698 590 26.0 -20横向256 271
275 20横向281 275 272 0 271 264 277横向横向251 275 252-32横向259
260 261 2.52 2.60 2.58 SPWHT 695 586 26.5 Q+T 350 671 519 /0 0 SPWHT
647 504 /-20纵向261 249 267 20纵向281 271 273纵向286 278 275纵向258 261 265晶粒度:7级锻造比:213.1非金属夹杂ABCD:均为0.5
表3 评定用焊材熔敷金属化学成分Table 3 Deposited chemical compositions
of filler materials for qualification %焊材牌号 C Mn Si S P Cr Ni Mo V Cu B
Sn Sb As Co 扩散氢水银法mL/100 g EF2 0.064 1.80 0.305 0.004 0.006 0.068
0.713 0.53 0.006 0.126 0.000 1 0.003 0.005 0.008 0.007 1.76 E8018φ3.2
0.071 1.75 0.25 0.004 1 0.004 9 0.027 0.67 0.31 0.0082 0.018 0.000 4 0.002
0.007 0.009 0.003 2 2.9 E8018φ4.0 0.078 1.78 0.28 0.005 8 0.005 9 0.028
0.64 0.29 0.0077 0.018 0.000 4 0.003 0.006 0.007 0.002 9 2.7
1.5 试验过程和焊接参数 (1)坡口表面和两侧边缘母材邻近区域应清理干净,无水、氧化物、油污和其他有害杂质。
(2)焊材严格按照厂家推荐的烘焙温度进行烘干,E8018烘干温度为350℃,保温时间1h;埋弧焊剂烘干温度为350℃,保温时间2h。焊条烘干后,放入插电加热的保温筒中随用随取,手中不允许拿焊条;如在室温下存放超过2小时以上,应重新经过完整的烘干处理后才能继续使用,且重复烘干不得超过两次。
表4 评定用焊材力学性能Table 4 Mechanical properties of filler materials for
qualification?
(3)焊前坡口两侧75 mm范围内,预热≥175℃(包括点焊);道间温度控制在250℃以下。
(4)严格控制热输入,焊接时采用短电弧,多层多道焊,焊道厚度≤6 mm,焊条摆动不允许超过12 mm。
(5)每条焊缝及焊道尽可能一次焊完,不间断避免重复加热冷却。
(6)焊后立即进行消氢处理,250℃×2 h,然后用石棉盖好焊缝缓冷。
(7)焊后进行消除应力热处理,610℃×15 h。
(8)焊接工艺参数见表5。
表5 焊接工艺参数Table 5 Welding parametersPC E8018 3.2 90~100 22~23
8~10 ≤250 ≤2.20 E8018 4.0 150~170 25~27 10~12 ≤ 250 PF E8018 3.2
100~120 22~23 9~10 ≤250 ≤2.69 E8018 4.0 160~180 25~28 9~12 ≤
250焊接方法 母材牌号 厚度/热输入/(kJ·mm-1)SAW mm 焊接位置 焊接材料 规格φ/mm焊接电流/A电弧电压/V焊接速度/(cm·min-1)道间温度/℃PA F8P0-EF2-F2 4.0 450~580 28~32 40~45 ≤250 ≤2.78 SMAW 18MND5 60
1.6 评定结果
以上2件评定试板,经VT、MT和RT检查合格后,按照RCC-M 2007及客户技术要求进行力学性能试验。
(1)横向拉伸试验:2个全厚度试样,室温试验,要 求 600 MPa≤ Rm≤ 800
MPa,Rp0.2≥ 450 MPa。熔敷金属纵向拉伸试验:2个室温试样,1个位于上表面,1个位于根部,要求600 MPa≤Rm≤800 MPa,Rp0.2≥ 450 MPa;1个
350℃高温拉伸试样,要求Rm≥540 MPa,Rp0.2≥380 MPa;试验结果合格,见表6。
(2)每个评定取4件侧弯试样进行弯曲试验,弯轴直径D=4 t,弯曲角度180°,要求不应出现任何明显的开裂,单个裂纹、气孔和夹渣的长度不应大于3 mm,试验结果合格。
表6 拉伸试验结果Table 6 Test results of tensile焊接方法取样方向 位置 数量
试验温度/℃Rm/MPa Rp0.2/MPa A /%横向 全厚度2组4件 20 ≥629 NA NA
SAW 纵向 表面 1 20 640 594 24纵向 根部 1 20 631 544 24纵向 表面 1 350
591 467 23横向 全厚度2组4件 20 ≥649 NA NA SMAW 纵向 表面 1 20 604
512 23纵向 根部 1 20 627 557 23纵向 表面 1 350 550 412 23
(3)在0℃和-20℃下,对焊缝中心取2组冲击试样,1组位于表面,1组位于根部;对热影响区取4组冲击试样,2组位于表面,2组位于根部,缺口与熔合线的距离分别为1 mm和4 mm。试样尺寸均为55 mm×10 mm×10 mm,试验温度为0℃时,要求3个均值≥80 J,单个最小值60 J;试验温度为-20℃时,要求3个均值≥40 J,单个最小值28 J,试验结果合格。