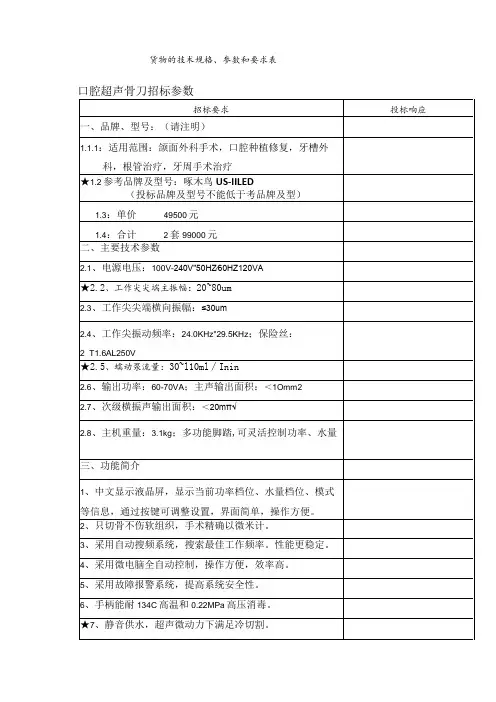
常用技术参数表
- 格式:xls
- 大小:102.00 KB
- 文档页数:3

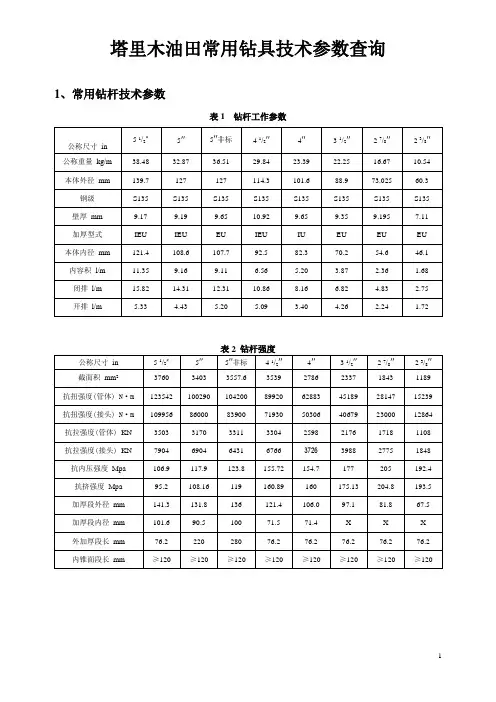
塔里木油田常用钻具技术参数查询
1、常用钻杆技术参数
表1 钻杆工作参数
表3 钻杆接头尺寸和扣型
表4 常用钻杆分级规定
注:1.塔里木油田范围内三级钻杆停用,分级管体壁厚比行标提高3-5个百分点;
2.*表示非标,目前塔里木油田所用的4 "、41/2"、5″、51/2"钻杆均有采用非标制造。
2、方钻杆
表5 方钻杆规范
3、钻铤
表6 钻铤规范
4、加重钻杆
表7 加重钻杆规格尺寸
5、扶正器
表8 稳定器基本尺寸mm
6、紧扣扭矩
表9 推荐的常用钻具紧扣扭矩(ZQ100液压大钳液压与扭矩对应关系)
7、钻杆扭转圈数
表10 常用钻杆扭转圈数。
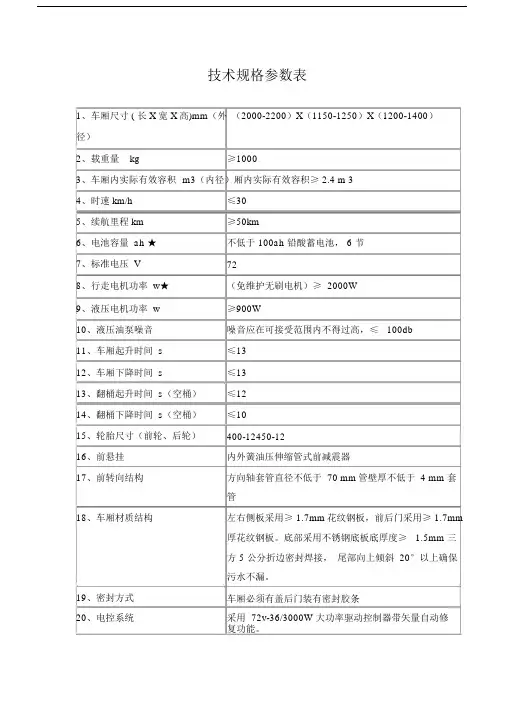
技术规格参数表1、车厢尺寸 ( 长 X 宽 X 高)mm(外(2000-2200)X(1150-1250)X(1200-1400)径)2、载重量 kg≥10003、车厢内实际有效容积m3(内径)厢内实际有效容积≥ 2.4 m 34、时速 km/h≤305、续航里程 km≥50km6、电池容量 ah ★不低于 100ah 铅酸蓄电池, 6 节7、标准电压 V728、行走电机功率 w★(免维护无刷电机)≥ 2000W9、液压电机功率 w≥900W10、液压油泵噪音噪音应在可接受范围内不得过高,≤ 100db11、车厢起升时间 s≤1312、车厢下降时间 s≤1313、翻桶起升时间 s(空桶)≤1214、翻桶下降时间 s(空桶)≤1015、轮胎尺寸(前轮、后轮)400-12450-1216、前悬挂内外簧油压伸缩管式前减震器17、前转向结构方向轴套管直径不低于 70 mm管壁厚不低于 4 mm 套管18、车厢材质结构左右侧板采用≥ 1.7mm花纹钢板,前后门采用≥ 1.7mm厚花纹钢板。
底部采用不锈钢底板底厚度≥ 1.5mm 三方 5 公分折边密封焊接,尾部向上倾斜 20°以上确保污水不漏。
19、密封方式车厢必须有盖后门装有密封胶条20、电控系统采用 72v-36/3000W 大功率驱动控制器带矢量自动修复功能。
21、控制行走方式22、驾驶方式23、刹车系统24、辅助刹车25、制动方式26、驾驶室材质27、前大灯按钮式方向把式车辆采用误操作报警系统采用轿车式钢制金属拉线液压鼓式钢制结构,安全驾驶室采用模具冲压成型冷板材质,双前一体化嵌入式组合大灯,整体式塑料仪表工作台,带雨刮器,警示灯。
一体式组合大灯含LED方向灯、近光灯带透镜。
28、仪表机械式显示仪表。
29、驾驶室结构整体可拆卸式驾驶室后半部带包围, A 柱顶棚均为双层焊制加固结构30、车厢门、厢盖后门往翻桶器对面一侧 270°打开,翻桶器一侧设有侧上门,车厢后半部有箱盖,箱盖采用不低于0.8mm镀锌板。

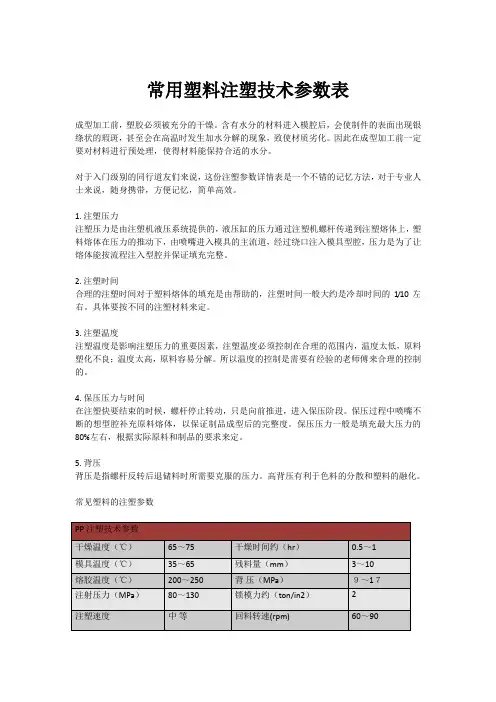
常用塑料注塑技术参数表
成型加工前,塑胶必须被充分的干燥。
含有水分的材料进入模腔后,会使制件的表面出现银绦状的瑕斑,甚至会在高温时发生加水分解的现象,致使材质劣化。
因此在成型加工前一定要对材料进行预处理,使得材料能保持合适的水分。
对于入门级别的同行道友们来说,这份注塑参数详情表是一个不错的记忆方法,对于专业人士来说,随身携带,方便记忆,简单高效。
1. 注塑压力
注塑压力是由注塑机液压系统提供的,液压缸的压力通过注塑机螺杆传递到注塑熔体上,塑料熔体在压力的推动下,由喷嘴进入模具的主流道,经过绕口注入模具型腔,压力是为了让熔体能按流程注入型腔并保证填充完整。
2. 注塑时间
合理的注塑时间对于塑料熔体的填充是由帮助的,注塑时间一般大约是冷却时间的1/10左右。
具体要按不同的注塑材料来定。
3. 注塑温度
注塑温度是影响注塑压力的重要因素,注塑温度必须控制在合理的范围内,温度太低,原料塑化不良;温度太高,原料容易分解。
所以温度的控制是需要有经验的老师傅来合理的控制的。
4. 保压压力与时间
在注塑快要结束的时候,螺杆停止转动,只是向前推进,进入保压阶段。
保压过程中喷嘴不断的想型腔补充原料熔体,以保证制品成型后的完整度。
保压压力一般是填充最大压力的80%左右,根据实际原料和制品的要求来定。
5. 背压
背压是指螺杆反转后退储料时所需要克服的压力。
高背压有利于色料的分散和塑料的融化。
常见塑料的注塑参数。
塔里木油田常用钻具技术参数查询
(钻井队版)2013-717修改
1、钻杆技术参数
表1 钻杆工作参数
表2 钻杆强度
表3 钻杆接头尺寸和扣型
表4 常用钻杆分级规定
注:1.塔里木油田范围内三级钻杆停用,分级管体壁厚比行标提高3-5个百分点;
2.*表示非标,目前塔里木油田所用的4 "、41/2"、5″、51/2"钻杆均有采用非标制造。
2、铝合金钻杆
表5铝合金钻杆技术参数
3、方钻杆
表6 方钻杆规范
4、钻铤
表7 钻铤规范
注:螺旋钻铤开排减少4%,闭排=内体积+开排×96%
5、加重钻杆
表8加重钻杆规格尺寸
6、扶正器
表9 稳定器基本尺寸mm
7、紧扣扭矩
推荐紧扣扭矩
二、其他说明:
1、上表中推荐的钻具螺纹紧扣扭矩单位为KN· m;
2、如液压动力钳配备有KN·m单位的仪表,应该按照KN·m推荐数值紧扣;如液压动力钳未配备有KN·m单位的仪表,可参照Mpa单位紧扣;
3、本体尺寸7"及以下规格钻具严禁使用无任何指示仪表(扭矩、压力)的液压动力钳上卸扣,本体尺寸7"以上钻具应使用带扭矩指示的猫头紧扣;
4、严禁使用未经检验校检的液压动力钳紧扣;
3、液压动力钳扭矩KN.m与压力Mpa单位对照关系:
(1)ZQ100型液压钻杆动力钳KN.m与Mpa对照关系约为6:1;
(2)XQ140 /12YA型油管液压动力钳KN.m与Mpa对照关系为1:1。
8、钻杆扭转圈数
表11 常用钻杆扭转圈数。
合金系類似合金合金的特色使用部品例AAA 413.0AAA 360.0AA518AA515AA B 380.0AAA 380.0AA383AA383AAB390.0ADC 14AI-Si-Cu 系瞬間耐模性好,鑄造佳、耐壓等均優,伸長率差。
汽車用油泵本體、機車用埋入另件、離合器殼組件。
壓鑄用鋁合金的化學成分和第十種幾乎相同,鑄造脆裂和耐蝕性較差。
ADC 12AI-Si-Cu 系機械性質、被切削性及鑄造性皆優。
ADC 12 Z AI-Si-Cu 系和第12種相同支柱造型模裂、耐拾級鑄造佳。
ADC 6AI-Mg 系耐蝕性和第五種都很好,鑄造性比第五種稍好一點。
機車剎車把手、船外機推進器輪葉、軸箱、水泵浦、磁碟裝置。
ADC 10AI-Si-Cu 系機械性質、被切削性及鑄造性皆優。
汽車化油器、汽缸體、汽缸蓋、機車減震器、引擎齒軸箱、側蓋、汽缸體、農機齒輪箱、曲軸箱蓋、錄影機座、攝影機體、電動工具本體、外蓋、馬達轉子、針車機架及頭體、釣具本體、轉軸器、瓦斯調整器上下蓋、分配器零件。
ADC 10 Z AI-Si-Cu 系ADC 3AI-Si-Mg 系衝擊值和耐壓力好,耐蝕性闔第一種幾乎一樣,鑄壓性差。
汽車飛輪蓋、機車曲軸箱、汽車飛輪、船外機推進器輪葉。
ADC 5AI-Mg 系耐蝕性很好,伸長率衝擊值很高,鑄造性不好。
農機機械臂、船外機推進器輪葉、釣具、板手、捲線軸、捲線器。
壓鑄用鋁合金的種類及編號編號參 考ADC 1AI-Si 系耐蝕性、壓鑄性好,耐壓力較低。
汽車車體架、前輪盤、自動麵包機內襯。
Cu Si Mg Zn ADC 11.0以下11.0-13.00.3以下0.5以下ADC 30.6以下9.0-10.00.4-0.80.5以下ADC 50.2以下0.3以下 4.0-8.50.1以下ADC 60.1以下 1.0以下 2.5-4.00.4以下ADC 102.0-4.07.5-9.50.3以下 1.0以下ADC 10 Z2.0-4.07.5-9.50.3以下3.0以下ADC 121.5-3.59.6-12.00.3以下 1.0以下ADC 12 Z1.5-3.59.6-12.00.3以下3.0以下ADC 144.0-5.016.0-18.00.45-0.65 1.5以下凝固溫度範圍( ℃ )耐熱間脆性ADC 1570-58011ADC 10540-59022ADC 12520-58022ADC 3580-60011ADC 5540-62055ADC 14510-65044合金種類編號ADC 1ADC 10比重2.55 2.71融點K858883比熱J/gk0.960.96熱膨脹係數(180-300℃)K21X1022X10LACS%3123合金系對應 JIS HS302AD 1.1AD 1.2AD 3.1AD 3.2壓鑄用鋁合金錠的種類及編號編號參考AI-Si 系ADC 1AI-Si-Mg 系ADC 3特殊用各種壓鑄用鋁合金的物理性質項目一般用合金物理的性質壓鑄用鋁合金的壓鑄品的壓造性氣密性一般用編號參 考AD 5.1AD 5.2AD 6.1AD 6.2AD 10.1AD 10.2AD 10 Z.1AI-Si-Cu 系ADC 10 Z AD 12.1AD 12.2AD 12 Z.1AI-Si-Cu 系ADC 12 Z AD 14.1AD 14.2AI-Si-Cu 系ADC 10ADC 12AI-Mg 系ADC 5AI-Mg 系ADC 6AI-Si-Cu 系ADC 14AI-Si-Cu 系FeMn Ni Sn Al 1.3以下0.3以下0.5以下0.1以下其餘1.3以下0.3以下0.5以下0.1以下其餘1.8以下0.3以下0.1以下0.1以下其餘0.8以下0.4-0.60.1以下0.1以下其餘1.3以下0.5以下0.5以下0.3以下其餘1.3以下0.5以下0.5以下0.3以下其餘1.3以下0.5以下0.5以下0.3以下其餘1.3以下0.5以下0.5以下0.3以下其餘1.3以下0.5以下0.3以下0.3以下其餘模對非耐機研電陽化皮高具模溶具著的性蝕械磨數極學模溫充性加性性處的的強填工理酸強度能性外化度力觀123453533214331352134332442132331331451115114123553553ADC 12ADC 3ADC 5ADC 142.72.63 2.57 2.758358739139230.960.960.9622X1022X1025X1019.2X10232924特殊用合金合金的鑄造性及其他特性其他各種特性。