隧道炉自适应温度控制系统
- 格式:pdf
- 大小:299.07 KB
- 文档页数:3
隧道窑炉温自动控制隧道窑炉温自动控制A、测温点的选取对炉温控制而言,起关键作用的是烧成带。
为此,目前隧道窑的整个温度制度的控制,通常简化为对烧成带内若干个特定点的温度定值控制,即将烧成带的所有燃烧室分成若干个区,每一区选择一个测温点作为温度控制点。
其温度控制数值由工艺给定的温度控制来决定。
采用热电偶作为检测元件的有两种测温点选择方案;一种是选在侧墙上,将热电偶按垂直方向插入窑内,另一种是选在窑顶上,将热电偶按垂直方向插入窑内。
采用全辐射高温计作为检测元件的一般是在侧墙上留出水平方向的测温孔。
B、对温度测量信号的处理用全辐射高温计测量窑内火焰空间的温度时,很容易受到各种干扰因素的影响。
其中特别是火焰的脉动干扰,常使测量信号也出现严重的脉动情况。
全辐射高温计输出的热电毫伏信号,直接送至电子电位差计记录下来的温度曲线,其脉动辐度可达30~40℃,而把这样的温度测量信号送入炉温控制系统是不适当的。
因为这种脉动信号将使调节器的输出电流也随着发生波动,导致调节阀的频繁动作,显然这种情况对控制系统的工作是十分不利的。
为此,必须设法减少温度测量信号的脉动,经常采用的方法是利用由电容和电阻组成的电子滤波器,对脉动信号进行滤波。
全辐射高温计输出的热电毫伏信号送至DBW型温度变送器,变送器输出的脉动电信号进入RC滤波器,滤除脉动分量后的电流信号经电阻R1进入调节器。
同时从电阻R1上取得电压毫伏信号送至电子电位差计作记录用。
~ 1 ~RC滤波器中的电阻R和电容C的取值,可以通过实验来确定,一般R取1KΩ左右,C取4000uF左右。
C、热电偶的安装为了保证热电偶的测量精度,灵敏度和可检验性,使用寿命,以及安装和维护的方便,必须注意热电偶在窑炉上的安装基本方法和特点。
①窑炉碹顶上安装热电偶测量燃烧式工业窑炉火焰空间温度时,一般采用窑炉碹顶上安装热电偶,在碹顶测量点耐火砖预留孔内,插入WRR型或WRP型热电偶,并用耐火泥填塞孔隙,防止窜火,这是最简单的安装方法。
隧道窑控制系统及操作应用隧道窑控制系统使用与窑炉基本故障排除方法自动焙烧控制系统,实现自动焙烧首先必须要建立一个标准,利马窑炉控制设备提供了三种建立标准的办法,第一个是在机柜内有一个空气开关,这个开关上下扳动一次就可以自动建立这个扳动时刻为参考点的标准,这个扳动时刻一定是窑炉工作状况良好,烧出的砖质量好的情况下完成。
第二个是可以根据所烧出砖的历史数据,选择比较理想的那车转,在顶车前五分钟的数据为参考点设定一个标准。
第三个通过操作面板上界面人工修正的一个标准,通常可以参考设备的人工修正标准来控制焙烧。
正常焙烧温度、产量和质量的控制一、合理配风,控制焙烧窑的温度、产量和质量主要是合理配风。
所谓合理配风,就是窑里面焙烧点的氧气不多也不少,我们是用空气来烧砖,空气中的氧含量是21℅,可以用简单的办法检测窑里面是不是缺氧(风的大小)或不缺氧,在焙烧窑温度顶点(最高温度点)往前(进砖方向)走一个车位,打开火眼管盖子,将一块木柴从火眼管放进去,盖上管盖。
揭开管盖,木柴已经燃烧有明火了,证明窑里面不缺氧;如果当揭开管盖,木柴过一两秒钟突然冒出明火就证明窑里面缺氧。
计算机配风就是根据每次加风或是减风,焙烧段的温度是升高还是减少来决定的。
二、及时顶车,顶车就是烧砖,烧砖就等于往窑里面投煤(砖里面有内燃煤),控制风及顶车实质上就是控制氧气和煤耗,控制这两个就可以把窑烧好,烧出质量好产量高的产品。
风闸的使用风闸的使用正确与否显得十分重要,风闸的使用大致分为三种,一是梯形闸,二是桥型闸,三是倒梯形闸。
梯形闸,就是从进砖的方向的风闸开得最大,从风闸的2号或者3号是最高的一个拉闸,最大的拉闸,就是风管半径的一个拉闸。
例如直径400MM的风闸,最大的拉闸就是200MM,往后走可以拉6对、8、9对闸,并逐步减小。
拉梯形闸,要求砖坯要干,砖坯进窑就加温,出高产量。
桥型闸,2、3车位是最低的,8、9车位也是最低的,中间是最大的,也就是风闸呈中间大两头小分布格局。
烘焙隧道炉的技术指标隧道炉是一种常用于烘焙行业的热处理设备,可以用于烘焙面包、饼干、蛋糕等食品。
隧道炉的技术指标涉及到炉体结构、燃烧系统、温度控制、传热效率等方面。
以下将详细介绍隧道炉的技术指标。
1.炉体结构隧道炉的炉体通常由炉体壳、热风循环系统、进出料系统、温度控制系统等组成。
炉体壳一般采用不锈钢或者碳钢板制成,具有良好的耐腐蚀性和耐高温性。
炉体壳的外壳通常还具有隔热层,可以减少能量的损失。
热风循环系统可以保持炉内温度均匀。
进出料系统可以实现连续烘焙,提高生产效率。
温度控制系统可以精确控制炉内温度,确保烘焙品质。
2.燃烧系统隧道炉的燃烧系统主要由燃料供给系统和燃烧装置组成。
燃料供给系统可以提供足够的燃料供应,保持燃烧的稳定性。
常见的燃料有液化石油气、天然气和柴油等。
燃烧装置通常采用引风机、燃烧器和风炉等组成,可以实现高效的燃烧和热能利用。
燃烧系统还应该具备安全可靠的特性,避免火灾事故的发生。
3.温度控制在烘焙过程中,温度的控制对于产品的质量至关重要。
隧道炉的温度控制系统应该能够实时监测炉内温度,并通过调节燃烧系统的工作状态来控制温度的变化。
温度控制系统通常包括温度传感器、温度调节器和控制器等,可以精确控制炉内温度的稳定性和均匀性。
此外,温度控制系统还应具备报警功能,及时发出警示信息,确保操作人员的安全。
4.传热效率隧道炉的传热效率是评价其性能的重要指标之一。
传热效率高意味着更高的能源利用率和更低的热能损失。
隧道炉的传热效率主要受到炉体结构和热风循环系统的影响。
炉体结构应具有良好的隔热性能,减少热量的散失。
热风循环系统可以保持炉内温度均匀,提高传热效率。
另外,隧道炉还可以通过预热空气等措施来提高传热效率,降低能源消耗。
综上所述,隧道炉的技术指标涉及到炉体结构、燃烧系统、温度控制和传热效率等方面。
这些指标的合理设计和优化可以提高隧道炉的性能和效率,提高产品的质量,并节约能源消耗。
烘焙行业中应该根据产品的特性和生产需求选择适合的隧道炉,以达到理想的烘焙效果。
陶瓷隧道窑微机温度控制系统摘要目前我国陶瓷隧道窑炉大多采用人工或简单仪表控制,要想使窑炉长期达到最佳工作状态是不可能的,造成产品合格率、一级品率一直处于较低的水平。
陶瓷隧道窑炉是由预热带、烧成带和冷却带三个部分组成,瓷件烧成温度在1320℃左右,窑内温度场主要由烧成带12对喷嘴燃冷煤气产生,窑炉系统用8组风机来调节窑内的压力场。
排烟风、助燃风将直接影响烧成带的温度场,急冷风会影响最终产品的质量。
温度控制系统将采集的各点温度值,经A/D转换后与设定值进行比较,控制器输出经由D/A变换,变成 4~20mA形式模拟量输出给电动执行器,驱动蝶形阀调节喷嘴的煤气进给量,从而控制烧成带的温度。
12只温度传感器与12个喷嘴一一对应。
关键词:MSP430F149单片机、热电偶,变送器、大林算法、I2C总线、多路开关.一.总体方案设计 1.对象的工艺过程陶瓷隧道窑炉是由预热带、烧成带和冷却带三个部分组成,瓷件烧成温度在1320℃左右,窑内温度场主要由烧成带12对喷嘴燃冷煤气产生,窑炉系统用8组风机来调节窑内的压力场。
排烟风、助燃风将直接影响烧成带的温度场,急冷风会影响最终产品的质量。
温度控制系统将采集的各点温度值,经A/D转换后与设定值进行比较,控制器输出经由D/A变换,变成 4~20mA 形式模拟量输出给电动执行器,驱动蝶形阀调节喷嘴的煤气进给量,从而控制烧成带的温度。
12只温度传感器与12个喷嘴一一对应。
窑温控制示意图2.对象分析被控过程传递函数se s s G 403o )251(25.2)(-+=是一个大的延迟环节,而且温度的控制对系统的输出超调量有严格的限制,用最少拍无纹波数字控制器的设计,和PID 算法效果欠佳,所以本设计采用大林算法设计数字控制器。
3.控制系统设计要求窑温控制在1320±10℃范围内。
微机自动调节:正常工况下,系统投入自动。
模拟手动操作:当系统发生异常,投入手动控制。
微机监控功能:显示当前被控量的设定值、实际值,控制量的输出值,参数报警时有灯光报警。

隧道炉自整定-回复隧道炉是一种常用于工业生产中的加热设备,它具有自动自整定功能,并能根据需要进行调整。
隧道炉能够有效地提高生产效率,降低能源消耗,并确保产品质量的稳定。
隧道炉的自整定功能是指它能够自动调整炉内温度,以适应不同的工艺需求。
这种功能是通过隧道炉内安装的温度控制系统实现的。
温度控制系统通常由温度传感器、控制器和执行器组成。
首先,温度传感器用于测量隧道炉内的温度。
它通常安装在炉内的适当位置,以确保准确测量。
传感器将所测温度信号发送给控制器,以便后者进行处理。
其次,控制器根据设定的工艺要求和实际测量值来确定需要调整的温度范围。
它能够自动计算并调整燃料和风量,以达到所需的温度。
控制器通常采用先进的处理算法,能够根据实际情况进行精确控制,并能够预测温度的变化趋势。
这使得隧道炉能够快速响应温度变化,并迅速调整炉内的温度。
最后,执行器根据控制器的指令进行动作。
它可以调整燃料供应和风量,以达到所需的温度。
执行器通常由燃料阀门和风门组成。
燃料阀门用于控制燃料的供应量,而风门用于控制燃气和空气的混合比例。
执行器能够根据控制器的指令精确地调整燃料和风量,以达到所需的温度。
隧道炉的自整定功能使其能够适应不同的工艺需求。
它可以在不同的生产过程中自动调整温度,以满足产品生产的要求。
不仅如此,隧道炉还能够根据生产需求进行自动调整。
例如,在产品过热或过冷的情况下,隧道炉能够快速调整温度,以确保产品质量的稳定。
隧道炉的自整定功能还能够提高生产效率。
它能够实时控制温度,避免能源的浪费。
通过自动调整燃料和风量,隧道炉能够保持炉内温度的稳定,提高生产效率,并减少能源消耗。
此外,隧道炉的自整定功能还能够提高产品质量。
通过精确控制温度,隧道炉能够确保产品在加热过程中不发生过热或过冷的情况,从而避免产品的变形或质量问题。
这使得隧道炉能够生产出高质量的产品,提高企业的竞争力。
总之,隧道炉的自整定功能使其能够适应不同的工艺需求,并能够提高生产效率和产品质量。
隔焰隧道窑温度-温度串级控制系统隧道窑是对陶瓷制品进行预热、烧成、冷却的装置。
制品在窑道的烧成带内按工艺规定的温度进行烧结,烧结温度一般为1300°C,偏差不得超过5°C。
本文设计的隔焰式隧道窑烧成带系统是以窑道烧成带的温度作为被控变量,燃料的流量作为操纵变量的温度—温度串级控制系统。
在设计中具体分析了系统各组成部分的选型与正反作用方式的确定及其系统的工作过程。
本系统的硬件设计核心为单片机的和温度的检测变送两部分,同时给出了整体的软件设计流程。
在本文的最后详细的叙述了参数整定的几种方法,各有优点。
关键字:串级控制温度控制单片机参数整定控制器1 隔焰式隧道窑系统的分析及设计要求 (1)1.1 隔焰式隧道窑系统概述 (1)1.2 隔焰式隧道窑系统设计要求 (1)2 隔焰式隧道窑串级控制系统设计 (2)2.1 隔焰式隧道窑控制系统方案设计 (2)2.2 系统控制量和被控量的选择 (4)2.3 系统主副控制器的选择 (4)2.4 系统各部分正反作用方式的确定 (4)2.5 隔焰式隧道窑系统的调节过程 (5)3 系统硬件电路设计 (8)3.1 硬件设计总体思路 (8)3.2 单片机系统的设计 (8)3.3 传感器和变送器的选择 (9)3.4 外围电路结构 (10)4 系统软件设计 (12)4.1软件设计流程图 (12)5 控制器控制规律的实现以及参数整定 (14)5.1控制规律的实现 (14)5.2 控制规律参数的整定 (14)6 心得体会 (16)参考文献 (17)隔焰式隧道窑温度-温度串级控制系统1 隔焰式隧道窑系统的分析及设计要求1.1 隔焰式隧道窑系统概述隧道窑是对陶瓷制品进行预热、烧成、冷却的装置。
制品在窑道的烧成带内按工艺规定的温度进行烧结,烧结温度一般为1300°C,偏差不得超过5°C。
所以烧成带的烧结温度是影响产品质量的重要控制指标之一,因此将窑道烧成带的温度作为被控变量,将燃料的流量作为操纵变量。
烘焙隧道炉的技术指标烘焙隧道炉是一种专业的烘焙设备,用于面包、饼干、蛋糕等食品的烘烤。
它具有高效、节能、自动化、稳定等特点,广泛用于食品加工行业。
以下是关于烘焙隧道炉的技术指标。
一、烘焙隧道炉的基本参数1. 外观尺寸:烘焙隧道炉的外观尺寸应符合设计要求,一般应满足生产厂家提供的标准尺寸范围。
2. 空气温度范围:烘焙隧道炉的温度范围应根据不同烘焙产品的要求进行调整,一般应在100℃-300℃之间。
3. 传送带速度:烘焙隧道炉的传送带速度应可调节,以适应不同烘焙产品的烘焙时间和烘焙温度要求。
二、热源及加热方式1. 热源类型:烘焙隧道炉的热源可以采用电加热、燃气加热、蒸汽加热等方式,应根据工厂实际需求选择。
2. 加热方式:烘焙隧道炉的加热方式应为强制循环加热,以确保烘烤均匀,提高烘焙效率。
三、控制系统1. 温度控制:烘焙隧道炉应配备精准的温度控制系统,能够实现精确控制和稳定的温度调节。
2. 传送带速度控制:烘焙隧道炉应配备可调速的传送带控制系统,以满足不同产品的烘焙要求。
3. 安全保护:烘焙隧道炉应配备安全保护系统,包括过热保护、断电保护、漏电保护等,确保设备运行安全可靠。
四、能耗及环保要求1. 能耗指标:烘焙隧道炉的能耗应符合国家标准及环保要求,达到节能减排的目标。
2. 排放标准:烘焙隧道炉的烟气排放应符合环保要求,达到国家相关标准,确保生产环境清洁。
五、其他性能要求1. 适用范围:烘焙隧道炉应适用于不同类型的烘焙产品,包括面包、饼干、蛋糕等。
2. 自动化程度:烘焙隧道炉应具有一定的自动化程度,能够实现自动生产、自动排放和自动清洁等功能。
3. 耐用性:烘焙隧道炉应具有较长的使用寿命和稳定的性能,减少设备维护和更换成本。
以上是关于烘焙隧道炉的技术指标,生产厂家在选择烘焙隧道炉时可根据以上指标进行参考,以确保选择到符合实际需求的设备。
基于PLC的红外线隧道炉温度控制系统设计摘要传统的隧道炉电气控制系统普遍采用继电器控制技术,由于采用固定接线的硬件实现逻辑控制,使控制系统的体积增大,耗电多,效率不高且易出故障,不能保证正常的工业生产。
随着计算机控制技术的发展,传统继电器控制技术必然被基于计算机技术而产生的PLC控制技术所取代。
而PLC本身优异的性能使基于PLC 控制的温度控制系统变的经济高效稳定且维护方便。
文章首先介绍了PLC控制系统的硬件结构、工作原理以及设计PLC控制系统的基本原则和步骤。
先根据工厂生产要求设计了温度控制系统的硬件设计,主要包括红外线隧道炉的温度超高警报、温度超低警报、炉腔内温度扩散、加热器的选择等。
最后按照工艺要求设计PLC控制系统,包括PLC的选型、扩展模块的选择,PID指令的选用以及按照温度控制工艺编制PLC程序等。
关键词:PLC,温度控制,PID 调节器,S7-200,温度传感器BASED ON PLC INFRARED TUNNEL TYPE FURNACE TEMPERATURE CONTROL SYSTEM DESIGNABSTRACTThe traditional tunnel type furnace electricity control system uses the black-white control technology generally, because uses the link the hardware to realize the logical control, causes the control system the volume to increase, consumes the electricity to be many, efficiency Gao Qieyi does not crash, cannot guarantee the normal industrial production. Along with the computer control technology development, the tradition black-white control technology the PLC control technology which has based on the computer technology is substituted inevitably. But the PLC itself outstanding performance causes the economy which changes based on the PLC control temperature control system highly effective stable also the maintenance is convenient. The article first introduced the PLC control system hardware architecture, the principle of work as well as design the PLC control system the basic principle and the step.Has first designed the temperature control system hardware design according to the plant production request, mainly includes the infrared tunnel type furnace in the temperature superelevation warning, the temperature ultra low warning, the furnace chamber the temperature proliferation, the heater choice and so on.Finally defers to the technological requirement to design the PLC control system, including the PLC shaping, the expansion module choice, PID instruction selection as well as establishes the PLC procedure according to the temperature control craft and so on.KEY WORDS:PLC,temperature control,PID regulator,S7-200,temperature sensor目录前言 (1)第1章设计总体方案及控制算法描述 (2)1.1 系统总体方案 (2)1.1.1硬件方案设计 (2)1.1.2 软件方案设计 (3)1.2 PID控制算法 (3)1.2.1 PID算法的种类 (5)1.2.2 PID在PLC中的回路指令 (6)1.2.3 PID参数整定 (8)第2章系统硬件设计 (9)2.1 系统的硬件组成 (9)2.1.1 系统结构组成 (9)2.1.2 系统各个组成部分完成的任务 (9)2.2 可编程控制器 (9)2.2.1 PLC的特点 (10)2.2.2 PLC的选型 (10)2.2.3西门子S7-200系列PLC系统主要功能模块介绍 (11)2.3 系统其他硬件选型及配置 (14)2.3.1 显示模块 (14)2.3.2 调功器 (14)第3章S7-200PLC控制程序的设计 (19)3.1 控制程序的组成 (19)3.2温度采集程序设计 (19)3.3 数字滤波程序设计 (20)3.4 PID控制程序设计 (23)第4章程序调试 (25)结论 (27)谢辞 (28)参考文献 (29)附录 (30)前言随着现代工业的逐步发展,在工业生产中,温度、压力、流量和液位是四种最常见的过程变量。
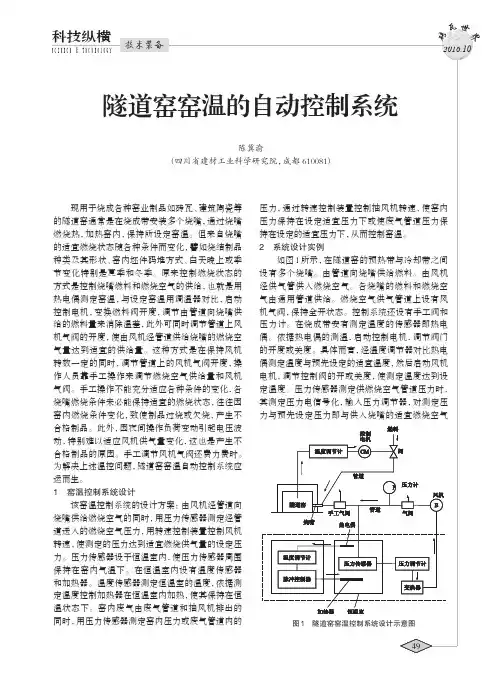
2016.10瓦世界现用于烧成各种窑业制品如砖瓦、建筑陶瓷等的隧道窑通常是在烧成带安装多个烧嘴,通过烧嘴燃烧热,加热窑内,保持所设定窑温。
但来自烧嘴的适宜燃烧状态随各种条件而变化,譬如烧结制品种类及其形状、窑内坯件码堆方式、白天晚上或季节变化特别是夏季和冬季。
原来控制燃烧状态的方式是控制烧嘴燃料和燃烧空气的供给,也就是用热电偶测定窑温,与设定窑温用调温器对比,启动控制电机,变换燃料阀开度,调节由管道向烧嘴供给的燃料量来消除温差,此外可同时调节管道上风机气阀的开度,使由风机经管道供给烧嘴的燃烧空气量达到适宜的供给量。
这种方式是在保持风机转数一定的同时,调节管道上的风机气阀开度,操作人员靠手工操作来调节燃烧空气供给量和风机气阀。
手工操作不能充分适应各种条件的变化,各烧嘴燃烧条件未必能保持适宜的燃烧状态,往往因窑内燃烧条件变化,致使制品过烧或欠烧,产生不合格制品。
此外,因夜间操作负荷变动引起电压波动,特别难以适应风机供气量变化,这也是产生不合格制品的原因。
手工调节风机气阀还费力费时。
为解决上述温控问题,隧道窑窑温自动控制系统应运而生。
1 窑温控制系统设计该窑温控制系统的设计方案:由风机经管道向烧嘴供给燃烧空气的同时,用压力传感器测定经管道送入的燃烧空气压力,用转速控制装置控制风机转速,使测定的压力达到适宜燃烧供气量的设定压力。
压力传感器设于恒温室内,使压力传感器周围保持在窑内气温下。
在恒温室内设有温度传感器和加热器。
温度传感器测定恒温室的温度,依据测定温度控制加热器在恒温室内加热,使其保持在恒温状态下。
窑内废气由废气管道和抽风机排出的同时,用压力传感器测定窑内压力或废气管道内的(砖瓦世2016.10然后依据其差值,通过变换器使测定压力达到适宜的设定压压力调节器为控制转速的装置。
其周围窑内气温保持一恒温室内设置用作传感器的热电偶,然后测定温度转化为电信号,与预先设定的适宜温度对比,依使恒温原供调节开度控制燃烧空气供给量该设计例中,取而代之控制风机±20mmH2O(中心值为采用该设计控制系统,其±1mmH2O范围内。
IR隧道炉规格要求及配置IR隧道炉是一种用于加热和干燥物料的设备,常用于工业生产中的印刷、油墨、电子、化工等行业。
为了照顾不同厂家和用户的需求,IR隧道炉有不同的规格要求和配置选择。
以下是针对IR隧道炉的规格要求和配置的详细说明。
一、IR隧道炉规格要求1.尺寸和容量:IR隧道炉的尺寸和容量应根据用户的生产需求确定。
一般来说,隧道炉的尺寸越大,容量越大,可以容纳的物料数量越多,生产效率越高。
2.加热温度范围:IR隧道炉应具备可调节的加热温度范围。
不同的物料和工艺要求对加热温度有不同的要求,需能够根据用户的需要进行调节。
3.灯管数量和功率:IR隧道炉内部的灯管数量和功率应根据加热物料的特性和规模确定。
灯管数量越多,功率越大,可以提供更高的加热效果。
一般来说,根据物料的吸收特点,IR隧道炉通常采用红外线灯管或者紫外线灯管。
4.运行速度:IR隧道炉的运行速度应能够满足用户的生产要求。
根据不同物料的干燥速度要求,需要调整隧道炉的运行速度。
5.控制系统:IR隧道炉的控制系统应具备可靠的控制功能,包括温度调节、运行速度调节、进料量控制等。
同时,还应具备报警保护功能,及时发现和排除故障,确保设备的安全运行。
二、IR隧道炉配置选择1.进料系统:IR隧道炉的进料系统应根据物料特性和生产要求进行选择。
常见的进料系统包括输送带、辊筒、振动盘等。
需根据物料的形态、尺寸和处理能力进行选择。
2.排放系统:IR隧道炉的排放系统应能够有效的排放产生的废气和废热,保证生产环境的清洁和设备的稳定运行。
常见的排放系统包括烟囱、风机、除尘器等。
3.冷却系统:IR隧道炉的冷却系统用于降低物料的温度,以保证其后续处理的顺利进行。
可选择的冷却系统包括风扇、水冷却器等。
4.温度控制系统:IR隧道炉的温度控制系统应具备高精度、稳定可靠的温度控制功能。
可选配的温度控制系统包括PID调控、红外测温仪等。
5.安全系统:IR隧道炉的安全系统应包括漏电保护、过载保护、过温保护等功能。
隧道窑是对陶瓷制品进行预热、烧成、冷却的装置。
制品在窑道的烧成带内按工艺规定的温度进行烧结,烧结温度一般为1300°C,偏差不得超过5°C。
本文设计的隔焰式隧道窑烧成带系统是以窑道烧成带的温度作为被控变量,燃料的流量作为操纵变量的温度—温度串级控制系统。
在设计中具体分析了系统各组成部分的选型与正反作用方式的确定及其系统的工作过程。
本系统的硬件设计核心为单片机的和温度的检测变送两部分,同时给出了整体的软件设计流程。
在本文的最后详细的叙述了参数整定的几种方法,各有优点。
关键字:串级控制温度控制单片机参数整定控制器1 隔焰式隧道窑系统的分析及设计要求 (1)1.1 隔焰式隧道窑系统概述 (1)1.2 隔焰式隧道窑系统设计要求 (1)2 隔焰式隧道窑串级控制系统设计 (2)2.1 隔焰式隧道窑控制系统方案设计 (2)2.2 系统控制量和被控量的选择 (4)2.3 系统主副控制器的选择 (4)2.4 系统各部分正反作用方式的确定 (4)2.5 隔焰式隧道窑系统的调节过程 (5)3 系统硬件电路设计 (8)3.1 硬件设计总体思路 (8)3.2 单片机系统的设计 (8)3.3 传感器和变送器的选择 (9)3.4 外围电路结构 (10)4 系统软件设计 (11)4.1软件设计流程图 (11)5 控制器控制规律的实现以及参数整定 (12)5.1控制规律的实现 (12)5.2 控制规律参数的整定 (12)6 心得体会 (14)参考文献 (15)隔焰式隧道窑温度-温度串级控制系统1 隔焰式隧道窑系统的分析及设计要求1.1 隔焰式隧道窑系统概述隧道窑是对陶瓷制品进行预热、烧成、冷却的装置。
制品在窑道的烧成带内按工艺规定的温度进行烧结,烧结温度一般为1300°C,偏差不得超过5°C。
所以烧成带的烧结温度是影响产品质量的重要控制指标之一,因此将窑道烧成带的温度作为被控变量,将燃料的流量作为操纵变量。
全自动燃气隧道炉的热风循环系统及其比例
控制方法
燃气隧道炉是一种广泛应用于工业生产中的热风设备,其能够提供高温的热风,满足生产过程中的加热需求。
为了提高燃气隧道炉的效率和控制精度,设计了热风循环系统及其比例控制方法。
热风循环系统是燃气隧道炉的关键部分之一,其主要功能是将炉内产生的热风
循环送回炉腔,提高热交换效率。
该系统由风机、管道和方向调节阀等组成。
风机负责将热风抽回,管道将热风送回炉腔,并通过方向调节阀控制热风的流向。
为了确保燃气隧道炉的热风循环系统能够稳定运行,需要建立比例控制方法。
首先,通过传感器实时监测炉内的温度,并将实时数据传输给控制系统。
控制系统根据监测到的温度数据,计算出炉内所需热风的比例,并发送控制信号给方向调节阀。
方向调节阀根据控制信号控制热风的流向,使得所需热风能够准确地流回炉腔。
比例控制方法根据监测到的温度偏差,自动调节热风的流量,以实现快速响应和稳定的控制。
通过全自动燃气隧道炉的热风循环系统及其比例控制方法,可以有效提高热风
的利用率和炉内温度的稳定性,从而提高炉的效率和生产过程的控制精度。
这将有助于降低生产成本,提高生产效率,满足工业生产中对热风需求的各种要求。