流水线平衡计算案例
- 格式:doc
- 大小:27.50 KB
- 文档页数:1
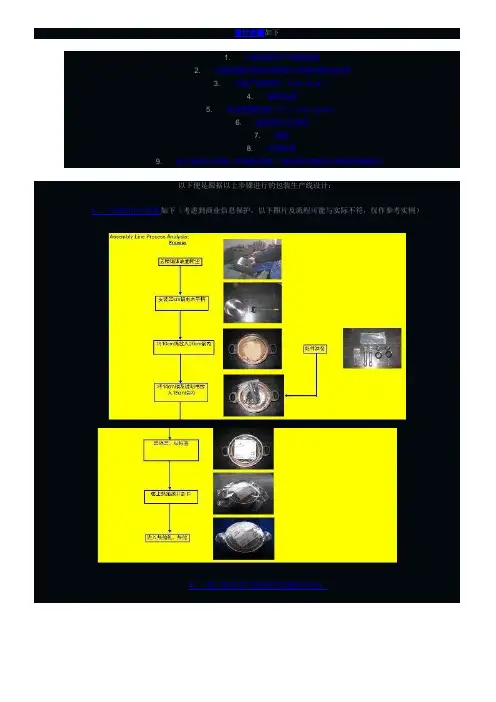
1. 了解当前生产线的流程2. 分解流程并实际测量每个步骤的实际时间3. 计算产距时间(Takt time)4. 画优先图5. 决定周期时间(CT=Takt time)6. 确定理论工位数7. 排程8. 计算效率9. 生产线再次平衡(如果有需要,特别是考虑到订单的持续增加)以下便是跟据以上步骤进行的包装生产线设计:1.当前的生产流程如下(考虑到商业信息保护,以下图片及流程可能与实际不符,仅作参考实例)2.接下来是每个流程的实际操作时间:可以看到,整个流程分为8个步骤,共用时5分45秒。
3.计算产距时间(Takt Time)先简单解释一下什么是Takt Time, Takt Time是德语,也译为节拍时间,就是生产两件产品的间隔时间,好像有节拍的鼓点一样,在每个鼓点落下的时候我们就生产出一件产品。
Takt Time=工作时间/销售量(或订单量),它用来指导生产线的产能设计,以期能按需求生产。
根据目前宜家的订单需求,每个月6300套产品,按每个月工厂的实际上班时间28天计算(这也是要工厂整改的内容,宜家不允许工厂超时加班),则每天需生产225套,按每天7.5小时的净生产时间,那么要求的产距时间为:Takt Time=每日生产时间/ 每日要求产出= 450mins / 225套= 2 mins/套它的意义在于只要我们能2分钟生产一件产品,则可以满足顾客要求。
4.画优先图根据工序间的相互关系,我们做出优先图:5.确定周期时间在这里要求周期时间= 每期的生产时间/ 每期要求的产出,那么实际上它就等于Takt Time6. 确定理论工位数理论上在设计一条线时,最少工位数N=任务时间总和/ 周期时间= 5.45mins / 2mins = 2.725 人= 3人7.排程也就是生产线安排的规则:a. 主规则: 以其后跟随任务数目最多的次序安排工位;b. 附加规则: 最长作业时间的任务先排根据这两个规则,做出如下安排:可以看到,只需用3个工人完全可以满足订单的生产达到准时交货,所需的人员,设备及厂房空间都是最优的。

生产线平衡改善(LOB)及生产线平衡率计算总结生产线平衡常见的五大概念:一,节拍节拍指在规定时间内完成预定产量,各工序完成单位成品所需的作业时间。
其计算公式为:节拍 r = 有效工作时间 T ÷产出数量 Q教科书上的一道习题是这样的:某工厂每小时产出400台机器,计算其节拍(以秒/台为单位)r = 60s × 60 ÷ 400 台 = 9 秒/台而实际情况是这样的:某制品流水线计划年销售量为20000件,另需生产备件2000件,废品率2%,两班制工作,每班8小时,时间有效利用系数95%,求流水线的节拍。
(其年生产天数为254天,节拍时间按分钟计算)【解】T效 = 254 × 8 × 2 × 60 × 95% = 231648 分钟Q = (20000+2000) ÷ (1-2%) = 22449 件r = T效÷ Q = 231648 ÷ 22449 = 11 分/件二,生产线平衡生产线平衡是指工程流动间或工序流动间负荷之差距最小、流动顺畅、减少因时间差所造成的等待或滯留現象。
平衡生产线能发挥的作用有很多:通过平衡生产线可以综合应用到程序分析、动作分析、layout分析、搬动分析、时间分析等全部IE手法,提高全员综合素质;在平衡的生产线基础上实现单元生产,提高生产应变能力;减少单件产品的工时消耗,降低成本(等同于提高人均产量);减少工序的在制品,真正实现“一个流”或“单片流”;提升整体生产线效率和降低生产现场的各种浪费;消除人员等待现象,提升员工士气;减少工序间的在制品,减少现场场地的占用;可以稳定和提升产品品质。
它是生产流程设计与作业标准化中最重要的方法。
通过平衡生产,可以加深理解“一个流”生产模式及熟悉“单元化生产”的编制方法。
那么如何实现生产线平衡呢?保证各工序之间的先后顺序;组合的工序时间不能大于节拍;各工作地的作业时间应尽量接近或等于节拍;使工站数目尽量少。
电脑主机装配流水线节拍的平衡与改善创新实验报告学生姓名:学生学号:指导教师:2013.3.5电脑主机装配流水线节拍的平衡与改善摘要:借助******大学工业工程实验室的装配流水线,进行台式电脑主机装配流水线的设计实验并采集实验中的数据,找出瓶颈工序,并对瓶颈环节进行分析和优化,使整个装配流水线得到初步的改善,达到一定的平衡,最终提高工作效率。
关键字:装配流水线;设计再造;优化装配流水线的基本原理是把一个生产重复的过程分解为若干个子过程,前一个子过程为下一个子过程创造执行条件,每一个过程可以与其它子过程同时进行。
简而言之,就是“功能分解,空间上顺序依次进行,时间上重叠并行” 装配流水线的特点是是每一道工序都有特定的人去完成,一步一步地加工.每个人做一个特定的工作.但是由于装配的工件各个部件不同,每道工序的装备时间不同,而用时最长的工序就是整条流水线的瓶颈工序,瓶颈工序决定着流水线的节拍,而节拍决定着整条流水线的效率。
因此,通过对台式电脑主机装配流水线的实验研究,平衡整条流水线的节拍,意义重大。
1.装配流水线的有关理论1.1 装配流水线的节拍流程的节拍是指流水线上生产两个相同产品的时间间隔。
节拍通常只用于定义流程中某一具体工序或环节单位产出时间。
节拍是组织大量流水生产的依据,是流水生产期量标准中最主要的标准。
其计算公式为:i i t C S式中 i t 为工序单件时间;i S 为该工序的工作地数量。
1.2作业分配法分工进行流水作业时,最重要的一点是,向操作者分配均等时间的工作量。
如果所有工序所需时间相同的话,整个流水线的操作就不会停滞,这样就能流畅的进行下去,确保稳定的生产。
相反,如果途中某道工序出现停滞的话,各个工序的生产就不会平衡,进而严重降低工作效率,影响整个流水线的生产效率。
在进行作业分配时,各个工序所需要的时间是不一样的,而且不同操作员的操作时间也是不一样的。
所以在进行流水作业分析时,把加工时间作为目标对各个工序进行平均分配。
水量平衡原理例题
水量平衡原理例题:
某地区有两个湖泊,湖泊A每天流出的水量为2000立方米,湖泊B每天流入的水量为3000立方米。
同时,该地区每天从水源处获得的水量为5000立方米,但通过输水管道损失了10%的水量。
请计算该地区最终用户处获得的水量,并解释水量平衡原理。
【解答】
根据水量平衡原理,当水从水源流向用户时,水源提供的水量应该等于最终到达用户处的水量加上输水过程中损失的水量。
因此,可以得到以下公式:
水源提供的水量= 最终到达用户处的水量+ 输水过程中损失的水量
将已知数据代入公式中:
5000立方米= 最终到达用户处的水量+ (5000立方米× 10%)
解得最终到达用户处的水量为:
最终到达用户处的水量= 5000立方米- (5000立方米× 10%) = 4500立方米
因此,该地区最终用户处获得的水量为4500立方米。
需要注意的是,水量平衡原理是指在一个封闭的水文系
统中,水量的输入和输出必须保持平衡。
在这个例子中,湖泊A和湖泊B之间可能存在其他交换方式,例如地下水流动等,这些因素可能会对最终到达用户处的水量产生影响。
同时,输水过程中损失的水量也可能因为管道状况、泄漏等原因而发生变化。
因此,实际应用中需要对这些因素进行综合考虑和分析。
这是一套完整的生产线平衡的计算方法,拿着走不谢!很简单!什么是生产线平衡生产线平衡是指构成生产线各道工序所需的时间处于平衡状态,作业人员的作业时间尽可能的保持一致,从而消除各道工序间的时间浪费,进而取得生产线平衡。
对生产的全部工序进行均衡,调整作业负荷和工作方式,消除工序不平衡和工时浪费,实现“一个流”。
为什么要追求平衡生产?通过平衡生产线可以综合应用到程序分析、动作分析、layout分析,搬动分析、时间分析等全部IE手法,提高全员综合素质在平衡的生产线基础上实现单元生产,提高生产应变能力,对应市场变化实现柔性生产系统减少单件产品的工时消耗,降低成本(等同于提高人均产量)减少工序的在制品,真正实现“一个流”提高作业及设备工装的工作效率生产线平衡的计算方式节拍–生产周期:最长工序时间(瓶颈岗位时间)决定了整个生产线的作业时间,即等于节拍;一般要求生产线平衡率达到85%以上产品标准工时= 每个工位所用时间的总和;生产线平衡损失 = 1 - 平衡率;标准工时标准时间是指,“一个熟练工用规定的作业方法以标准速度进行作业时所需的作业时间”。
在熟练度、合理性、工作热情及其他所有方面都相同的“标准作业员”以标准的作业方法及一般的努力程度进行作业,次日不会感到疲劳的“作业时间”。
生产线平衡分析方法第一步:识别瓶颈岗位;木桶理论中的短板第二步:测定作业岗位工时A通过①后B前端到达①所需时间第三步:建立山积图将各分解动作时间,以叠加式直方图表現的一种研究作业时间结果的手法;第四步:工时测定分析(蓝色为作业的时间红色为失去平衡的时间)第五步:生产线平衡的测算第六步:改善瓶颈岗位瓶颈改善的4大原则:1)减少动作次数2)同时使用双手3)缩短移动距离4)使动作变得轻松IE动作改善的4大原则(ECRS原则):1、Eliminate——取消2、Combine——合并3、Rearrange——重排4、Simplify——简化。