线材轧制中的活套控制
- 格式:pdf
- 大小:104.38 KB
- 文档页数:3
活套在棒线材轧制过程中的作用及维护作者:孙杰仁来源:《科学与财富》2018年第27期摘要:活套是轧线的重要设备,活套控制系统的稳定性决定热连轧生产过程的连续性,决定了工厂产品产量;其控制精度很大程度上影响了产品厚度和宽度精度,是企业提高产量及产品品质的核心竞争力。
本论文从活套器工作原理入手,主要论述说明活套器的作用及其优点。
分别论述了活套各个系统的特点及维护。
由于活套正常与否直接影响轧钢的生产和产品的质量,所以作为轧钢部门的工作人员,有必要对其进行掌握和详细的研究。
关键字:活套;轧制;活套系统活套是轧线的重要设备,随着用户对高线和棒材产品质量指标的日益重视,活套自动控制系统的响应速度和稳态精度也面临更高的要求。
活套控制系统是热连轧生产线上基础自动化中非常重要的自动控制系统。
活套高度闭环控制系统以及活套张力闭环控制系统是活套控制系统两项关键功能,用以实现轧制过程中,精轧任意机架间产品秒流量的动态平衡,以及维持产品在恒定张力下完成轧制。
根据传动装置的不同,活套分为液压活套及电动活套。
液压活套依靠液压站高压油驱动液压缸带动活套机械动作;气动活套则依靠电磁阀驱动气缸进行机械动作。
轧机对机架间的张力控制精度要求很高。
基本特征是用活套来控制张力进行连续轧制。
活套是一种带有自由辊的机构,这个自由辊在轧制产品穿带后就会上升并高于轧制线。
活套撑器连续地监视并控制活套的高度和产品的张力。
活套撑器的自动控制任务是保证在机架咬钢时,延时准确迅速起套,甩钢时及时落套,并保证活套支撑器准确停在电气零位角,准备下次进钢。
1活套在轧制过程中的作用为了有效控制相邻机架间形成适合的套量,以保持恒定微张力轧制,活套形成和调节采用监控系统和速度级联系统来完成。
当轧件头部进入下一机架时,轧机电流增大,活套起套参与调节,若有拉钢现象,则活套角度降低,减小套量,若有堆钢现象,则活套的角度增大,增大套量。
1.1检测、存储扰动热连轧控制系统中,中精轧机组各个机架之间形成连轧关系,必须保证机架间产品的秒流量相等。
活套在轧机系统中的应用(上海宝冶建设检修分公司沈林波)摘要:活套是连轧设备中一个较为重要的单元,本文结合武钢csp 厂热轧设备讲叙了活套的基本原理以及常见的一些电气故障和分析处理方法。
关键词:活套控制原理故障、尸■、亠一前言活套是安装在精轧机架之间,用于控制两个机架之间的微张力,防止带钢之间有过多的张力,太多的张力将导致钢被拉断。
当通过下个机架的秒流量比较高的时候,这个现象会发生。
当下个机架的秒流量比较小的时候,套量将建立起来。
一个稳定的增长套量将导致叠轧的形成。
如果叠钢形成,带钢将以几倍的厚度进入下个机架,这将导致辊子的损坏或者轴的损坏。
这样活套控制必须有。
活套控制给了所有前主传动控制的速度修正量。
当秒流量不同的时候,两个机架间的带钢长度将改变,这样将导致活套高度和活套实际角度的改变。
通过活套控制角度总保持在预先设定的范围内。
活套高度的任何改变都将立刻导致所有主传动速度的改变。
每个活套高度的控制是通过影响前一个机架的旋转速度。
一个机架的速度的改变被复制并且作为一个偏差量给定到前一个机架。
这样所有相近的主传动速度的修正量在这些机架里适当减少。
同时在这些机架间的带钢张力是保持不变的。
当机架里没有钢的时候,活套也能移动。
此外当带钢在运行并且活套辊被带钢压下的时候,一个特殊的张力必须产生。
这个压力的发生在轧制力控制与张力控制是相同意义的。
为了实现活套控制的目的,必须设计成位置控制和轧制力控制是串接二活套的工作原理1、结构示意图及设备组成(图一)活套基本结构示意图机械设备和液压设备:活套辊是通过液压缸来移动的。
液压缸的下部分在机架的传动侧。
活套臂的旋转点同杆端相连。
活套围绕在前一个机架的出口侧的轧制线下面的轴旋转。
绕轴旋转的运动被机械运行位置限制。
首先停止(尾端位置)是将活套辊设计在最小的轧制线的下面。
当换辊的时候活套辊要跑到最上的位置,因为空间必须用于入口和导板的运动。
这两个位置都有个一个机械辅助销。
高速线材活套控制系统的应用介绍高速线材活套控制系统的控制原理与控制过程,并对活套系统常见故障进行介绍分析。
标签:高速线材;活套;故障;控制过程前言现代高速线材生产的主要特点是高速、无扭、无张力、连续。
而保证高速、无扭、无张力连续轧制正常进行的条件是各机架的“金属秒流量”相等。
而在实际轧制过程中,由于物料温度、轧辊磨损以及冲击载荷引起的速度波动等因素的存在,从理论上确定的轧辊转速往往不能实现各机架的“金属秒流量”相等,所以在高速线材轧制线中引用微张力控制和活套控制对轧机进行调节。
一般来说微张力控制用于低速轧制区域,活套控制则用于高速轧制区域。
在实际生产中活套直接影响线材的成品质量、产量及成材率等。
因此,活套控制在整个高速线材生产线中地位十分重要,必须合理、有效地控制。
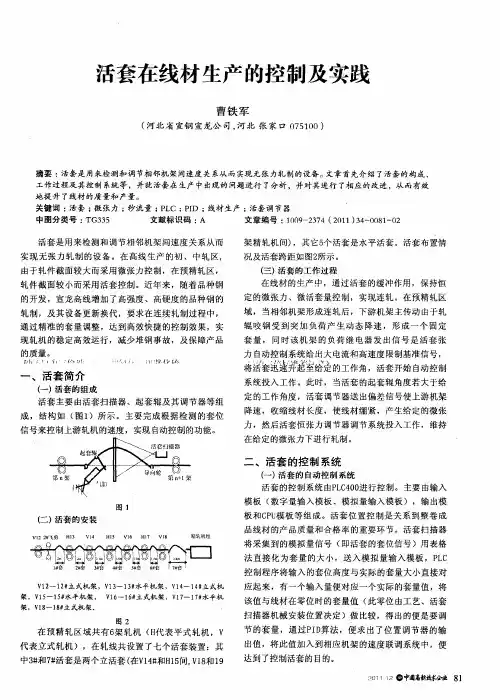
1 活套的定义、组成及作用1.1 活套的定义通过自动控制系统调节相邻机架速度,使机架间产生“多余”物料,物料在起套装置辅助下形成且能动态保持的弧状物,这个弧状物就称为活套。
1.2 活套的组成活套主要有五个部分:分别为活套台、支撑辊、起套辊、气动系统以及活套扫描器,其中支撑辊、起套辊起物料的导向和支撑作用。
气动系统控制起套辊起落,活套扫描器负责测量活套高度。
具体结构如图1所示。
图1 活套结构简图1.3 活套的作用活套是实现高速线材无张力轧制的重要组成部分。
即在轧制过程中,物料不存在堆拉关系。
这是活套通过调节套高实现的,当相邻机架间物料的量减少时,套高会随之减小,活套起缓冲作用,防止物料拉伸,影响物料尺寸;同理,活套还可以吸收机架间过量的物料,防止堆钢。
由此可见活套控制系统的主要作用是吸收因各种原因产生的速度波动,实现无张力轧制,从而提高成品质量。
2 活套的控制基本原理与控制过程2.1 活套的控制原理活套套高控制是通过调节与活套相邻机架速度来实现的。
活套套量等于活套上游机架出口速度V1与下游机架入口速度V2之差的积分,当V1>V2时,套量增加,套高增加,反之套量减少,套高降低,当V1=V2时,套量、套高均不变。
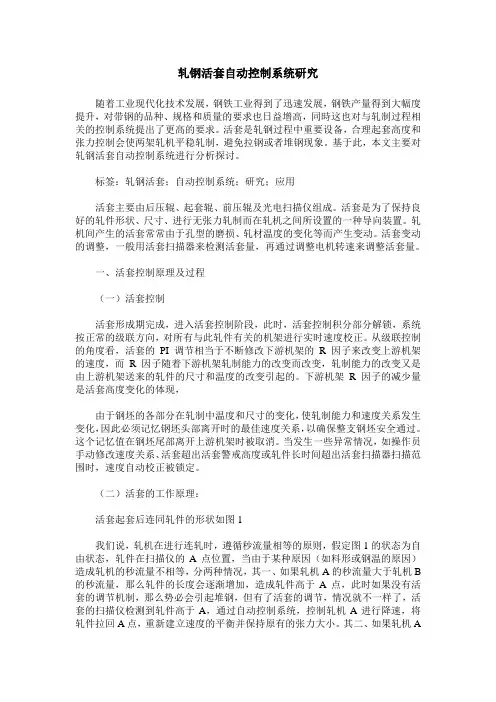
轧钢活套自动控制系统研究随着工业现代化技术发展,钢铁工业得到了迅速发展,钢铁产量得到大幅度提升,对带钢的品种、规格和质量的要求也日益增高,同時这也对与轧制过程相关的控制系统提出了更高的要求。
活套是轧钢过程中重要设备,合理起套高度和张力控制会使两架轧机平稳轧制,避免拉钢或者堆钢现象。
基于此,本文主要对轧钢活套自动控制系统进行分析探讨。
标签:轧钢活套;自动控制系统;研究;应用活套主要由后压辊、起套辊、前压辊及光电扫描仪组成。
活套是为了保持良好的轧件形状、尺寸、进行无张力轧制而在轧机之间所设置的一种导向装置。
轧机间产生的活套常常由于孔型的磨损、轧材温度的变化等而产生变动。
活套变动的调整,一般用活套扫描器来检测活套量,再通过调整电机转速来调整活套量。
一、活套控制原理及过程(一)活套控制活套形成期完成,进入活套控制阶段,此时,活套控制积分部分解锁,系统按正常的级联方向,对所有与此轧件有关的机架进行实时速度校正。
从级联控制的角度看,活套的PI 调节相当于不断修改下游机架的R 因子来改变上游机架的速度,而R 因子随着下游机架轧制能力的改变而改变,轧制能力的改变又是由上游机架送来的轧件的尺寸和温度的改变引起的。
下游机架R 因子的减少量是活套高度变化的体现,由于钢坯的各部分在轧制中温度和尺寸的变化,使轧制能力和速度关系发生变化,因此必须记忆钢坯头部离开时的最佳速度关系,以确保整支钢坯安全通过。
这个记忆值在钢坯尾部离开上游机架时被取消。
当发生一些异常情况,如操作员手动修改速度关系、活套超出活套警戒高度或轧件长时间超出活套扫描器扫描范围时,速度自动校正被锁定。
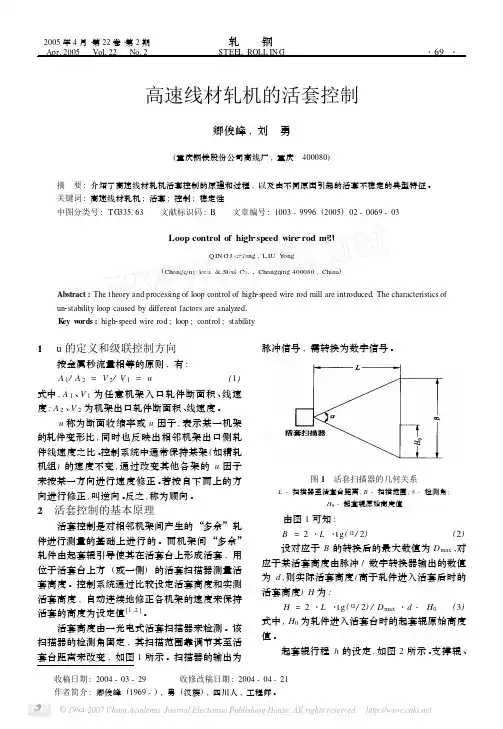
(二)活套的工作原理:活套起套后连同轧件的形状如图1我们说,轧机在进行连轧时,遵循秒流量相等的原则,假定图1的状态为自由状态,轧件在扫描仪的A点位置,当由于某种原因(如料形或钢温的原因)造成轧机的秒流量不相等,分两种情况,其一、如果轧机A的秒流量大于轧机B 的秒流量,那么轧件的长度会逐渐增加,造成轧件高于A点,此时如果没有活套的调节机制,那么势必会引起堆钢,但有了活套的调节,情况就不一样了,活套的扫描仪检测到轧件高于A,通过自动控制系统,控制轧机A进行降速,将轧件拉回A点,重新建立速度的平衡并保持原有的张力大小。
高速线材轧机活套闭环控制系统的研究与应用摘要:高速线材预精轧机和精轧机轧制速度较高,仅靠轧机传动装置内置的双闭环调速系统无法保证无张力轧制和不产生堆钢、拉钢的效率,为提升线材产品的金属性能和质量,有效减小现场操作人员的劳动强度,需要做好控制系统的研究,把离散化的思想引入到活套控制环节,实现架轧机间实施无张力轧制。
下面将对高速线材轧机活套闭环控制系统进行研究,从活套闭环控制环节入手进行优化和调整,减少操作人员工作强度,有效避免运行中事故问题的发生。
关键词:高速线材;轧机活套;闭环控制系统前言:活套闭环控制系统是整个轧机控制系统中相当重要的组成部分,控制分为活套形成、活套控制、收尾几部分,执行与工作效率有着直接关系,对活套闭环控制系统进行研究能够有效提高工作开展的效果,减少各类问题的发生。
在实际工作开展中,活套位置通过光电扫描器来测量,轧制过程中轧件头部被活套扫描器检测,活套控制部分开始工作,随后以数字值向控制系统指示出活套位置。
活套闭环控制系统是高速线材轧机控制系统非常重要的组成部分,活套闭环控制系统能够保证预精轧机的之间完成无张力轧制的重要控制,保证产品的性能及质量。
1 高速线材轧机活套闭环控制系统概述现代高速线材轧机,为了保证轧件尺寸精度,除必须设置高精度的主传动自动控制系统来实现轧辊转速的动态调节外,还需在轧线上设置若干活套,以实现无张力轧制。
要形成活套,对轧件截面积有一定的要求,粗轧机组轧件截面积太大,不便于活套的形成;精轧机组系集体传动,不能设置活套。
活套系统中设置有起套辊袭置,其结构为机械曲轴式,由电磁阀控制气缸动作,驱动起套辊升起和落下运动,虽然能够起到支承线材的作用,但不能作上下调节动作[1]。
起套辊升起高度一般设定在距轧制线150~250mm为宜,落套位置应低于轧制线水平位置,扫描器的输出信号反映了线材在轧线上与扫描器的夹角,有效夹角范围最大为±30°,相应的输出电压值为土10V,且所测夹角和电压值成线性关系。
冷轧中活套的控制方案作者:王晓霞来源:《硅谷》2014年第22期摘要活套在热轧机组中是为了调整张力,在冷轧及精整机组中主要是为了储存带钢满足后续轧机用料,当冷轧机组在头尾段进行带钢上卷、剪切、焊接及卸卷等工序时,能保证整个机组的工序能正常连续的运行。
活套的有效容量就是带钢的存储能力,带钢的存贮能力决定了机组生产节奏的稳定性,同时也直接影响机组的长度。
关键词水平活套;活套量;传动控制;位置控制;张力控制;速度控制中图分类号:TG333 文献标识码:A 文章编号:1671-7597(2014)22-0124-01目前,活套的型式有四种:①带钢堆成多层的活套坑;②带钢自由悬垂的活套坑;③垂直活套塔;④水平活套车。
本文以酸轧联机机组采用的水平活套车为例,说明项目中具体采用的活套控制方案。
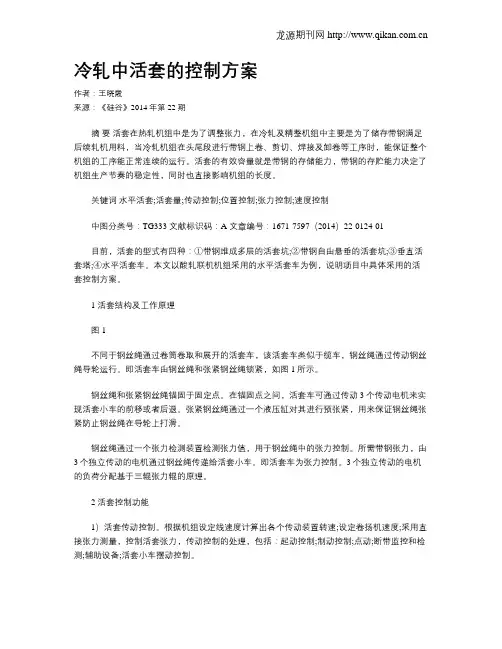
1 活套结构及工作原理图1不同于钢丝绳通过卷筒卷取和展开的活套车,该活套车类似于缆车,钢丝绳通过传动钢丝绳导轮运行。
即活套车由钢丝绳和张紧钢丝绳锁紧,如图1所示。
钢丝绳和张紧钢丝绳锚固于固定点。
在锚固点之间,活套车可通过传动3个传动电机来实现活套小车的前移或者后退。
张紧钢丝绳通过一个液压缸对其进行预张紧,用来保证钢丝绳张紧防止钢丝绳在导轮上打滑。
钢丝绳通过一个张力检测装置检测张力值,用于钢丝绳中的张力控制。
所需带钢张力,由3个独立传动的电机通过钢丝绳传递给活套小车。
即活套车为张力控制。
3个独立传动的电机的负荷分配基于三辊张力辊的原理。
2 活套控制功能1)活套传动控制。
根据机组设定线速度计算出各个传动装置转速;设定卷扬机速度;采用直接张力测量,控制活套张力,传动控制的处理,包括:起动控制;制动控制;点动;断带监控和检测;辅助设备;活套小车摆动控制。
2)活套位置及张力控制。
活套控制其实是以活套小车位置控制来实现张力控制。
整个活套分为二层,每一层都装有一台活套小车,用以带动带钢,活套小车本身不能驱动,为此在活套底部装置了由变频器控制的钢丝绳卷筒(即卷扬机),由钢丝绳牵引活套小车向前移动。
高速线材轧机的活套控制卿俊峰,刘 勇(重庆钢铁股份公司高线厂,重庆 400080)摘 要:介绍了高速线材轧机活套控制的原理和过程,以及由不同原因引起的活套不稳定的典型特征。
关键词:高速线材轧机;活套;控制;稳定性中图分类号:TG 335163 文献标识码:B 文章编号:1003-9996(2005)02-0069-03Loop control of high 2speed wire 2rod millQIN G J un 2feng ,L IU Y ong(Chongqing Iron &Steel Co 1,Chongqing 400080,China )Abstract :The theory and processing of loop control of high 2speed wire rod mill are introduced 1The characteristics of un 2stability loop caused by different factors are analyzed 1K ey w ords :high 2speed wire rod ;loop ;control ;stability收稿日期:2004-03-29 收修改稿日期:2004-04-21作者简介:卿俊峰(1969-),男(汉族),四川人,工程师。
1 u 的定义和级联控制方向按金属秒流量相等的原则,有:A 1/A 2=V 2/V 1=u(1)式中,A 1、V 1为任意机架入口轧件断面积、线速度;A 2、V 2为机架出口轧件断面积、线速度。
u 称为断面收缩率或u 因子,表示某一机架的轧件变形比,同时也反映出相邻机架出口侧轧件线速度之比。
控制系统中通常保持某架(如精轧机组)的速度不变,通过改变其他各架的u 因子来按某一方向进行速度修正。
若按自下而上的方向进行修正,叫逆向。
反之,称为顺向。
高线厂的活套控制系统夏玉喜李慧宋秀月摘要:介绍通过活套控制系统来控制连续轧制过程中机架间的速度级联关系,使机架速度秒流量平衡,减少堆、拉钢现象,最终实现无张力控制,提高产品质量。
关键词:活套控制活套扫描器套量1 概述高线厂采用连轧工艺,生产Ф5.5—Ф16的光面、螺纹盘条。
由于连续轧制过程中,要求两机架间必须遵循秒流量相等原则,即V1A1=V2A2=……V n A n=C(常数)其中V为轧机的速度,A为轧件截面积。
但在实际轧制过程中,由于温度、料型以及储存在轧制程序表中的初始设定参数等各种条件的变化,在机架之间不可避免地发生秒流量不等的现象,具体有两种情况:当C1>C2时,为机架间堆钢;当C1<C2时,为机架间拉钢。
严重的堆拉钢会造成生产事故,使轧件的断面发生改变,影响产品质量。
这样就不能完全适应各轧机之间的速度级联关系,因此在轧制过程中,须通过微张力控制、活套控制以速度修正信号的形式作用于相应的机架上来形成真实的速度配合关系,从而减少误差。
在初、中轧区,由于轧件截面较大而采用微张力控制,在预精轧区,由于轧件截面较小而采用活套控制。
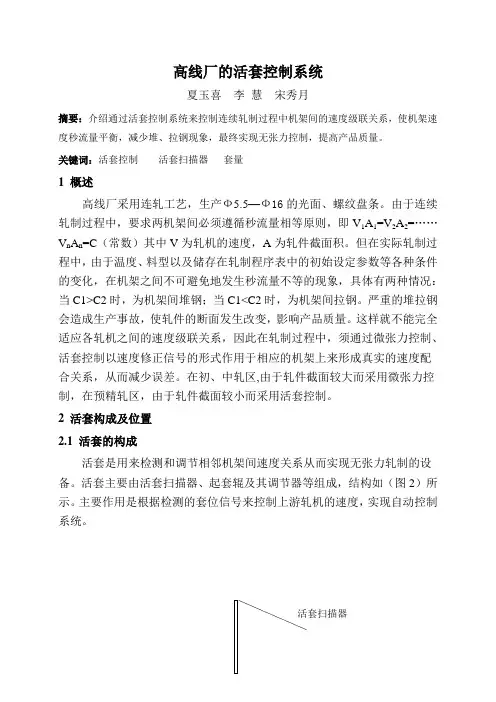
2 活套构成及位置2.1 活套的构成活套是用来检测和调节相邻机架间速度关系从而实现无张力轧制的设备。
活套主要由活套扫描器、起套辊及其调节器等组成,结构如(图2)所示。
主要作用是根据检测的套位信号来控制上游轧机的速度,实现自动控制系统。
活套扫描器是活套装置中的仪表部分,负责提供跟踪轧件的信号(0,24V)和轧件在该活套装置内的高度信号(0-10V)。
前者属于开关量信号,后者为模拟量信号,当活套装置前后相邻机架的运行灯点亮后,活套扫描器启动运行,仪表进入准备工作状态。
当有轧件通过时,仪表便给出有钢信号和套位的高度信号。
起套辊是控制活套的起落高度,它的执行元件是一个双向作用的气缸(160/40× 320 压力0.6Mpa),汽缸由一个二位五通电磁阀(K25D2-20,DC24V)来控制。
总第177期2019年第1期山西冶金SHANXI METALLURGYTotal1力No.l,2019试(实)验研究D01:10.16525/l4-1167/tf.2019.01.06冷轧立式活套控制原理金琳(首钢京唐钢铁联合有限责任公司冷轧作业部.河北唐山063210)摘要:止式活套在连续带材生产线上具有广阔的应用,活套的张力通过卷扬电机进行调节,卷扬电机釆用速度控制,卷扬电机的线速度设定值由活■套入口和出口的线速度决定。
活套采用直接张力控制,张力附加速度由张力控制器产生。
张力前馈控制可降低活套在升降套时产生的张力波动"带钢惯量补偿可消除活套升降套过程引起的张力升高。
通过上述研究,为活套动态过程产生的张力波动问题提供了解决思路。
关键词:殳式活套张力控制张力前馈带钢惯量补偿中图分类号:TG335.12文献标识码:A文章编号:1672-1152(2019)01-0020-031概述随着冶金自动化技术的不断发展,冷轧带钢生产多采用连续运行的机组系统。
为了实现工艺段带钢的连续运行,需在机组的入口段和出口段分别设置立式活套(7。
入口活套的功能为当入口段停车时通过抽套保证工艺段的带钢供应,出口活套的功能为当出口段停车时通过填充活套来存储工艺段送出的带钢45)。
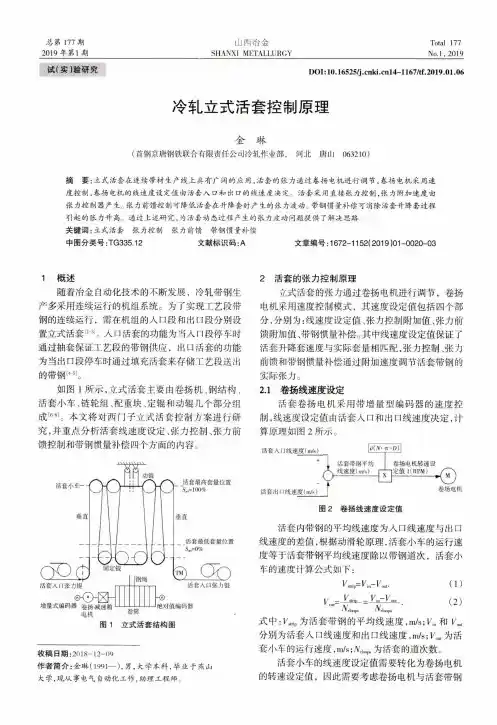
如图1所示,立式活套主要由卷扬机、钢结构、活套小车、链轮组、配重块、定辗和动银几个部分组成&创。
本文将对西门子立式活套控制方案进行研究,并重点分析活套线速度设定、张力控制、张力前馈控制和带钢惯量补偿四个方面的内容。
图1立式活套结构图收稿日期:2018-12-09作者简介:金琳(1991—),男,大学本科,毕业于燕山大学,现从事电气自动化工作,助理工程师。
2活套的张力控制原理立式活套的张力通过卷扬电机进行调节,卷扬电机采用速度控制模式,其速度设定值包括四个部分,分别为:线速度设定值、张力控制附加值、张力前馈附加值、带钢惯量补偿。
其中线速度设定值保证了活套升降套速度与实际套量相匹配,张力控制、张力前馈和带钢惯量补偿通过附加速度调节活套带钢的实际张力。
活套在高速线材生产中的应用摘要本文主要介绍了高速线材生产过程中活套的工作原理,控制思想以及活套的调试和故障处理。
1前言保证连轧制过程正常进行的条件是各机架在单位时间内的“秒流量”完全相等。
但在轧制过程中,由于坯料尺寸的波动,轧件温度的波动,轧辊孔型的磨损因素存在,以及计算和调整的误差等,从理论上确定的轧辊转速往往不能实现各架轧机金属秒流量相等,而会出现堆钢或拉钢现象。
为避免轧制过程中的堆、拉钢,就必须对各机架的轧辊转速进行动态调节,使轧制过程尽可能良好地实现金属秒流量相等。
轧辊转速的动态调节方式有微张力控制和活套控制2种。
高速线材厂1~11#机架采用微张力轧制,11#~精轧机采用活套控制,其中11#与12#、12#与13#、14#与15#、15#与16#/16#与17#之间采用立活套,13#与14#、17#与精轧机之间采用水平活套。
2活套的作用于组成通过自动控制系统调节相邻机架的速度,使机架之间产生“多余”轧件,这些“多余”轧件在起套装置辅助支撑下形成并动态保持弧形的套装物,这个套状物就称为活套。
活套可以实现无张力轧制。
所谓无张力轧制,即是在轧制过程中,机架间轧件不存在堆拉关系。
这是通过改变活套存储量来实现的,当相邻两机架间轧件受拉时,套量减小,可起缓冲作用,防止机架间产生张力,免使轧件断面拉缩,影像轧件尺寸的精度,另一方面可以吸收过量的轧件,防止堆钢事故发生。
但活套的套量调节范围是有限的,当相邻机架速度匹配过分不合理或其他原因而引起套量偏差太大。
自动控制系统将来不及或无法调节。
活套按形状可分为水平活套和立活套,水平活套主要用于机架间跨度较大的场合。
活套包括活套台、导槽、四个支撑辊、起套辊及活套扫描仪几部分。
其中支撑辊、起套辊起着轧件的导向和支撑作用。
结构简图1所示3活套控制原理活套控制是通过改变与活套有关的机架速度来实现的。
活套等于活套入口处轧件速度与出口轧件速度之差的积分,当入口速度大于出口速度时,套量就增加,反映在套高逐渐升高,反之套量就逐渐减少,套高降低,相等时套量、套高不变。
高速线材生产中的活套控制系统摘要:本文介绍了高速线材生产中活套控制系统的组成、活套量的计算模型、活套的控制运算和实际数字PID控制参数的配置方法;同时也介绍了活套扫描器的工作原理、安装要求、以及活套扫描器对活套调节精度和稳定性的影响;阐述了活套控制系统在高速线材生产中的重要性。
关键词:活套;套量计算;活套控制;数字PID引言在高速线材生产中为保证轧出优质线材,其主要因素之一就是要保证预精轧各机架之间、预精轧和中轧机间以及预精轧和精轧机间实现无张力轧制。
由于轧制速度快以及其它方面原因的影响,要完全靠两机架本身的调速控制系统来保证无张力轧制而又不堆钢是难以实现的。
因此,在这些机架之间各设一活套控制环节,各活套控制环节通过级联关系构成一活套控制系统,保证轧件在这些机架间在有一定的套量下进行轧制,以实现无张力轧制的要求。
活套的型式根据工艺布置有二种。
一种是水平活套,即活套构成的平面与水平面平行,它的套的形成是靠调节相应机架的速度自由形成或靠推套辊帮助起套,它对套量的存贮相对要大些,另一种是立活套,即活套构成的平面与水平面垂直,立活套由推套辊帮助起套并靠推套辊支撑。
一般预精轧机和中轧机之间以及预精轧机和精轧机之间采用水平活套,预精轧各机架之间采用立活套。
本文是以某高速线材厂为例对活套控制系统加以阐述,整个活套控制系统由五个活套组成,三个立活套和两个水平活套,采用逆调的方式。
1.3.实际套量检测部分即活套扫描器。
活套调节部分主要是由PID调节器构成,其作用是对实际套量进行调节。
活套的逻辑控制部分是用于处理活套调节的逻辑联锁关系和顺序控制。
活套扫描器是套量的检测元件,它的灵敏度和精度直接影响着活套控制能否正常工作。
活套控制系统是由全线中各活套控制环节所组成,它们之间的顺序控制关系由逻辑控制部分来完成。
2.活套量的计算模型活套量一般定义为物料活套的弧长减去此弧对应的弦长。
虽然人机接口设定的活套控制参数为活套的高度,但在活套控制系统中常把它转换成套量来进行控制。
摘要:棒材生产线的自动化控制主要包括轧机的级联调速、活套高度的PID 动态调节、飞剪的定长剪切以及冷床的自动旋转控制。
其中轧机级联调速和飞剪的剪切程序相对比较固定,而活套和冷床的控制需要根据现场具体的情况,来确定具体的控制参数。
本文简要分析了活套和冷床的控制要求和程序的实现方法,并在实践中获得了比较理想的结果。
关键词:棒线材活套和冷床PLC 控制系统1轧区活套的自动化调试棒线材轧线中活套的主要作用是实现无张力或微张力轧制,其工作原理为活套起套(一般为气动),轧制中的棒线材会在活套的支撑下产生一个有一定高度的弧形,弧形的高度即为被控量-活套高度,活套闭环控制的过程为:当被控量“活套高度”进入套高闭环调节区后(比如套高设定的80%或者在活套起套一定时间内,比如2S ),活套闭环控制PID 程序块投入,当活套高度实际值小于活套高度设定值时,活套闭环程序块输出为正值,此数值在与16384或者此活套前一机架的瞬时速度给定相除加1后,便得到此活套的调节量,活套调节量用于计算前一机架的速度给定,这里活套调节量>1会使前一机架的转速上升,从而使活套的高度上升,反之当活套高度实际值大于活套高度设定值后,活套闭环程序块输出为负值,这样计算出的活套调节量<1会使前一机架的转速下降,从而使活套的高度下降,经过活套闭环控制程序块的调节后,无论活套实际值是大于还是小于设定值,最终的趋势是使活套实际值等于设定值,产生稳定的闭环负反馈。
活套的控制方式有三种:手动控制、半自动控制和全自动控制,在手动控制模式下,活套的起落需要人工操作,而且活套调节不会投入;在半自动控制模式下,活套的起落和调节需要人工选择,被选择的活套会自动投入起落和调节;在全自动模式下,活套的起落和调节会自动投入。
活套起落控制:活套起套的规则为活套后一机架咬钢或者活套扫描仪检测到有钢信号一段时间(比如2S )后,活套起套。
活套落套的规则为活套前机架无钢后,有时会设定一定时间的活套落套延时,活套落套。