线材控温轧制
- 格式:doc
- 大小:4.08 MB
- 文档页数:3
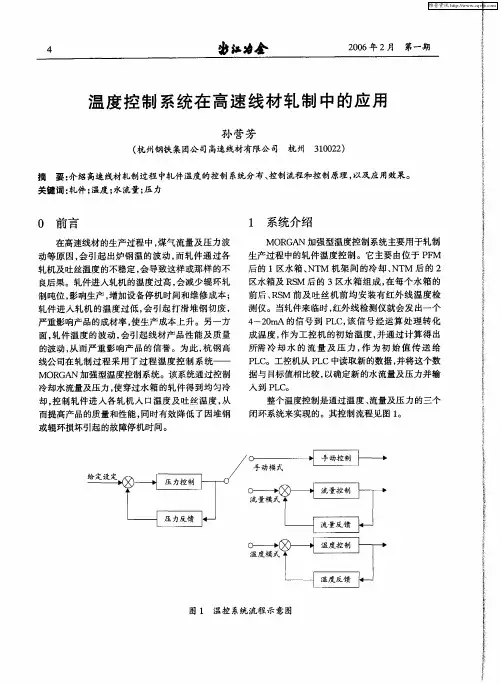
控制轧制的应用分析摘要:控制轧制是目前世界上轧制中经常使用的技术。
一般认为控制轧制技术是在20世纪60—70年代确立的,但实际上早在1920年,这一技术就初见端倪了,以后经过无数技术人员长期不断的努力才发展至今天的成就。
这项工艺,节约合金,简化工序,节约能源消耗的先进轧钢技术,大幅度提高钢材的综合性能。
本书的目的在于通过整理控制轧制技术进步的历程,向读者揭示控制轧制技术的重要性。
主要介绍控制轧制的定义、种类、机理、优缺点、控制轧制与传统轧制的比较以及控制轧制技术在线棒材﹑型钢﹑双相钢生产中的应用。
关键词:控制轧制控制轧制机理控制轧制应用前言:随着科学技术的迅速发展,近几年来中国钢铁工业得到了高速发展,在钢铁工业的各项产品中,控制轧制是近十多年来国内外新发展起来的轧钢生产新技术,受到国际冶金界的重视。
各国先后开展了多方面的理论研究和应用技术研究,并在轧钢生产中加以应用,明显地改善和提高了钢材的强韧性和使用性能,为节约能耗,简化生产工艺,开发钢材新品种创造了有利条件。
1 控制轧制的概述1.1控制轧制的定义在调整钢的化学成分的基础上,通过控制加热温度﹑轧制温度﹑变形制度等工艺参数,控制奥氏体状态和相变产物的组织状态,从而达到控制钢材组织性能的目的。
1.2控制轧制与普通轧制的比较与普通生产工艺相比,通过控制轧制生产技术可以使钢板的抗拉强度和屈服强度平均提高约40―60MPa,在低温韧性﹑焊接性能﹑节能﹑降低碳含量﹑节省合金元素以及保持良好板形方面都有无可比拟的优越性。
1.3 控制轧制的种类(1)完全再结晶型控制轧制。
全部变形在奥氏体再结晶区进行,终轧温度不低于奥氏体再结晶温度上限,道次变形量不低于奥氏体再结晶的临界变形量(2)再结晶型控制轧制与未再结晶配合的控制轧制。
这一工艺特点是,在完全再结晶区进行一定道次的变形,在部分再结晶区进行待温,而在奥氏体的未再结晶区继续轧制一定道次,并在未再结晶区结束轧制(3) 完全再结晶型、未再结晶和(γ+α) 两厢区控制轧制。
综合信息区域治理随着技术的不断进步,高速线材的生产速度越来越快,要想保证轧件的温度,那么控轧控冷就尤为重要,所以合适的控轧控冷参数的确定是评判生产线水平的重要标准。
一、控轧控冷参数的确定控轧分为加热温度控制,加热温度控制,精轧前水冷控制,精轧后水冷控制,精轧机组间水冷控制,吐丝温度控制,风冷线的温度控制。
1.1加热温度控制目前,高层设备的高层设备制造商普遍采用控制轧制技术。
为了实现控制轧制的目的,温度从钢坯脱模时开始进行控制,要求钢坯的加热温度低于常温轧制时的温度。
它可以保证最终产品的质量,同时可以减少钢坯表面的脱碳,节约燃料,降低钢材的生产成本。
现有的线材生产线中,合金钢比例较高,加热炉采用步进式加热炉,其加热功能完全可以满足各种钢种的温度要求。
经过比较分析后,典型的钢种轧制温度是:碳素结构钢980±20℃、合金结构钢960±20℃、弹簧、轴承钢950±20℃。
同时要求钢坯出炉温度均匀,断面温差小于30℃。
1.2轧前水冷为了控制进入精轧机的轧机温度,在轧机前加入水冷罐,降低轧件温度,达到控制轧制的目的。
通过控制水箱内水冷喷嘴的开启度和开启数量,可以使水冷箱温度下降后,降温100-150℃,然后经过一个温度恢复段,使轧件的芯、表温度均匀,温差控制在±30℃左右,不影响下一道次的轧制。
在该机组上理论上计算和设计了高线设备实际检测的水冷参数如下:精加工前的槽长(1套)6.11m,回收段的长度37m,正向水冷喷嘴出水压力300kPa,反向水冷喷嘴出口压力700kPa。
1.3精整线中的水冷为了防止由精轧机的高轧制速度引起的轧制件的温度上升,在精轧机的机架之间增加了水冷装置;为了保证轧件的均匀冷却,将水冷装置安装在滚圆与椭圆框架之间,高速轧机制造商增加了单位间距(900-1200mm),其目的是控制水冷后轧件的温升,以消除轧制由于过高的轧制温度而形成粗糙的晶粒导致线材的缺陷减少。
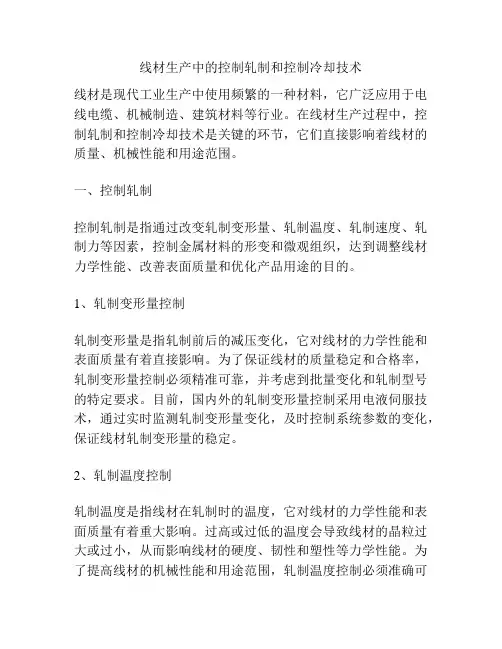
线材生产中的控制轧制和控制冷却技术线材是现代工业生产中使用频繁的一种材料,它广泛应用于电线电缆、机械制造、建筑材料等行业。
在线材生产过程中,控制轧制和控制冷却技术是关键的环节,它们直接影响着线材的质量、机械性能和用途范围。
一、控制轧制控制轧制是指通过改变轧制变形量、轧制温度、轧制速度、轧制力等因素,控制金属材料的形变和微观组织,达到调整线材力学性能、改善表面质量和优化产品用途的目的。
1、轧制变形量控制轧制变形量是指轧制前后的减压变化,它对线材的力学性能和表面质量有着直接影响。
为了保证线材的质量稳定和合格率,轧制变形量控制必须精准可靠,并考虑到批量变化和轧制型号的特定要求。
目前,国内外的轧制变形量控制采用电液伺服技术,通过实时监测轧制变形量变化,及时控制系统参数的变化,保证线材轧制变形量的稳定。
2、轧制温度控制轧制温度是指线材在轧制时的温度,它对线材的力学性能和表面质量有着重大影响。
过高或过低的温度会导致线材的晶粒过大或过小,从而影响线材的硬度、韧性和塑性等力学性能。
为了提高线材的机械性能和用途范围,轧制温度控制必须准确可靠,并考虑到金属材料的温度敏感性和轧制工艺的特定要求。
目前,国内外的轧制温度控制采用激光测温技术或红外线测温技术,通过实时监测线材温度变化,及时调整轧制温度,保证线材轧制温度的稳定。
3、轧制速度控制轧制速度是指线材在轧制过程中的速度,它对线材的表面质量和机械性能有着直接影响。
过高或过低的轧制速度会导致线材表面的纹路不均匀和线材的硬度、韧性等力学性能下降。
为了提高线材的表面质量和机械性能,轧制速度控制必须准确可靠,并考虑到轧制型号的特定要求。
目前,国内外的轧制速度控制采用伺服电机技术或电磁流体技术,通过实时监测线材的速度变化,及时调整轧制速度,保证线材轧制速度的稳定。
二、控制冷却控制冷却是指针对金属材料在热加工过程中产生的内应力、变形、晶粒长大等现象,通过采用不同的冷却方式和工艺参数,调整金属材料的组织和性能。
棒线材控制轧制和控制冷却技术棒线材控制轧制和控制冷却技术樗里子(1.材料成型及控制工程 27)【摘要】控制轧制是在热轧过程中通过对金属加热制度、变形制度和温度制度的合理控制,使热塑性变形与固态相变结合,以获得细小晶粒组织,使钢材具有优异的综合力学性能的轧制新工艺。
控制冷却技术是轧钢生产的关键技术,受到冶金界的高度重视。
本文对控制轧制和控制冷却的概念、基础理论、分类及其在线材生产中的应用等情况进行了介绍。
控轧控冷目前已经广泛应用于热轧带钢、中厚板、型钢、棒线材和钢管等钢材生产的各个领域。
【关键词】控制轧制控制冷却广泛应用领域Abstract:Controlled rolling is a new technology for rolling process of hot rolling process, which can combine the thermal plastic deformation and solid phase transformation with the reasonable control of metal heating system, deformation and temperature. Control cooling technology is the key technology of steel rolling production, and it is highly valued by the metallurgical industry. In this paper, the concept, basic theory, classification and application of control cooling of rolling and controlled cooling are introduced in this paper. Controlled rolling and controlled cooling has been widely used in hot strip, medium and heavy plate, steel, rod and wire and steel pipe and other fields.Key Word:Controlled rolling Control cooling Wide application Field1.引言近代工业发展对热轧非调质钢板的性能要求越来越高,除了具有高强度外,还要有良好的韧性、焊接性能及低的冷脆性。
高速线材的控轧控冷技术分析系别:专业:学号:姓名:论文题目:高速线材的控轧控冷技术分析校内指导教师:完成日期:年月日目录摘要 (I)引言 (1)一控制轧制和控制冷却的特点及其工艺 (2)1.控制轧制的特点 (3)(1)再结晶区变形 (4)(2)未再结晶区变形 (5)(3)(γ+α)两相区变形 (5)2.控制冷却的特点 (6)(1)节约能源、降低生产成本: (6)(2)可以降低奥氏体相变温度,细化室温组织 (6)(3)可以降低钢的碳当量 (7)(4)道次间控制冷却 (7)3.线材轧后控制冷却过程分为3个阶段 (8)(1)一次冷却 (8)(2)二次冷却 (8)(3)三次冷却 (8)4.控制轧制、控制冷却的工艺 (10)(1)控制钢坯加热温度 (10)(2)控制最后几个轧制道次的轧制温度 (11)(3)在奥氏体未再结晶区内给予的变形量 (11)(4)控制轧后的钢材冷却速度 (11)二控制冷却工艺参数 (13)1.工艺参数的设定 (13)(1)终轧温度的设定 (13)(2)吐丝温度的设定 (14)(3)相变区冷却速度的设定 (18)(4)集卷温度 (19)2.控制轧制和控制冷却的工艺参数控制 (19)(1)控制钢坯加热温度 (19)(2)控制最后几个轧制道次的轧制温度 (19)(3)在奥氏体末再结晶区域内给予足够的变形 (20)(4)对轧制后的钢材的要求 (20)三控制冷却工艺应用 (20)1.低碳钢 (20)2.高碳钢 (21)3.冷镦钢 (22)四控制轧制、控制冷却在线材生产中的应用 (23)1.线材控温轧制和控制冷却的目的 (23)2.控温轧制有如下几种变形制度 (23)(1)二阶段变形制度 (23)(2)三阶段变形制度 (24)3.现代高速线材轧机控温轧制及控制冷却的特点 (25)(1)实现了全轧制过程的控制轧制 (25)(2)精度较高的水冷闭环控制系统 (26)(3)多种用途的控冷运输机系统 (27)结论 (29)参考文献 (30)摘要介绍了控轧控冷的机理,控制轧制的优缺点。
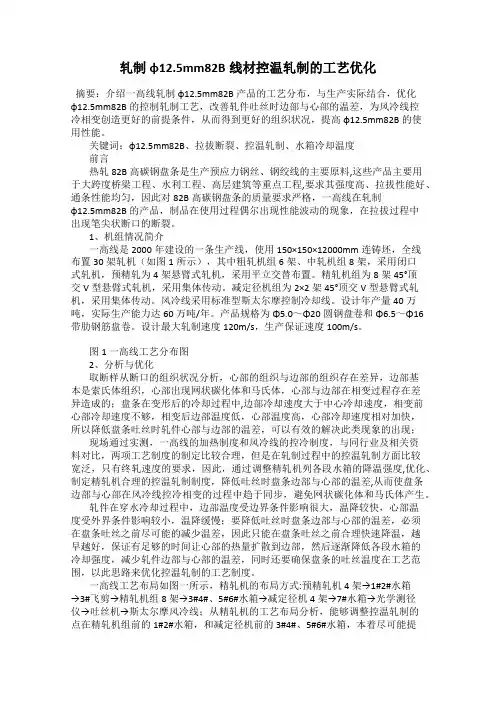
轧制φ12.5mm82B线材控温轧制的工艺优化摘要:介绍一高线轧制φ12.5mm82B产品的工艺分布,与生产实际结合,优化φ12.5mm82B的控制轧制工艺,改善轧件吐丝时边部与心部的温差,为风冷线控冷相变创造更好的前提条件,从而得到更好的组织状况,提高φ12.5mm82B的使用性能。
关键词:φ12.5mm82B、拉拔断裂、控温轧制、水箱冷却温度前言热轧82B高碳钢盘条是生产预应力钢丝、钢绞线的主要原料,这些产品主要用于大跨度桥梁工程、水利工程、高层建筑等重点工程,要求其强度高、拉拔性能好、通条性能均匀,因此对82B高碳钢盘条的质量要求严格,一高线在轧制φ12.5mm82B的产品,制品在使用过程偶尔出现性能波动的现象,在拉拔过程中出现笔尖状断口的断裂。
1、机组情况简介一高线是2000年建设的一条生产线,使用150×150×12000mm连铸坯,全线布置30架轧机(如图1所示),其中粗轧机组6架、中轧机组8架,采用闭口式轧机,预精轧为4架悬臂式轧机,采用平立交替布置。
精轧机组为8架45°顶交V型悬臂式轧机,采用集体传动。
减定径机组为2×2架45°顶交V型悬臂式轧机,采用集体传动。
风冷线采用标准型斯太尔摩控制冷却线。
设计年产量40万吨,实际生产能力达60万吨/年。
产品规格为Φ5.0~Φ20圆钢盘卷和Φ6.5~Φ16带肋钢筋盘卷。
设计最大轧制速度120m/s,生产保证速度100m/s。
图1 一高线工艺分布图2、分析与优化取断样从断口的组织状况分析,心部的组织与边部的组织存在差异,边部基本是索氏体组织,心部出现网状碳化体和马氏体,心部与边部在相变过程存在差异造成的;盘条在变形后的冷却过程中,边部冷却速度大于中心冷却速度,相变前心部冷却速度不够,相变后边部温度低,心部温度高,心部冷却速度相对加快,所以降低盘条吐丝时轧件心部与边部的温差,可以有效的解决此类现象的出现;现场通过实测,一高线的加热制度和风冷线的控冷制度,与同行业及相关资料对比,两项工艺制度的制定比较合理,但是在轧制过程中的控温轧制方面比较宽泛,只有终轧速度的要求,因此,通过调整精轧机列各段水箱的降温强度,优化、制定精轧机合理的控温轧制制度,降低吐丝时盘条边部与心部的温差,从而使盘条边部与心部在风冷线控冷相变的过程中趋于同步,避免网状碳化体和马氏体产生。
控制轧制和控制冷却技术在高速线材生产中的应用摘要:介绍了线材控制轧制和控制冷却工艺的理论基础及其目的,控制轧制和控制冷却在高速线材生产过程中各个环节的应用特点及发展趋势,控制扎制和控制冷却技术是直接关系到产品力学性能及其均匀性的关键工艺。
采用控制轧制和控制冷却技术增加了产品的附加值,同时实现了生产节能。
在我国新建的高速线材车间得到了广泛的采用。
关键词:高速线材;控制轧制控制冷却;理论基础;特点一、前言20世纪60年代以来,国外出现无扭轧制新技术使得线材轧机终轧速度大大提高,单盘卷重也随之增加,导致了卷线机与高速度轧制和大卷重无法相适应的矛盾。
另外,由于轧制速度的提高,终轧温度高于1000℃,若仍在精轧后直接卷取,则出现氧化铁皮增多,晶粒粗大,机械性能不均匀等问题。
为此开发出了控制轧制和控制冷却技术,可使线材轧后的冷却速度和进程因钢种、规格及最终产品性能不同而不同,减少氧化铁皮的生成,改善线材的机械性能和拉拔性能。
高速线材控制轧制和控制冷却技术,也被称为在线热处理,是直接关系到最终产品力学性能及其均匀性的关键工艺。
对提高线材的社会经济效益和促进金属制品生产发展,开拓线材使用的新领域起到良好的作用。
二、线材控制轧制和控制冷却的目的线材热轧有两个目的:首先是热轧成形,满足尺寸、规格要求,达到轧机的生产能力;其次是控制钢材的组织和性能。
前者是由轧机特点、产品的孔型系统、轧制工艺而决定的。
而钢材的组织性能是通过钢的成分调整、控制轧制和控制冷却来达到的。
线材控制轧制的工艺是选择合适的化学成分,控制加热温度、各阶段的轧制温度及变形量,以获得所要求的组织和性能。
线材的控制冷却是控制轧后各段的冷却温度及冷却速度,及不同的冷却方法,以得到所要求的组织和性能。
三、线材控制轧制和控制冷却的理论基础(一)钢材的强化机理控制轧制的目的主要是提高钢材的强韧性。
钢材的强化机理主要有:固溶强化、析出强化、位错强化及晶粒细化强化等。
线材的温度控制轧制和轧后的控制冷却技术
滕涛;彭兆锋
【期刊名称】《冶金信息导刊》
【年(卷),期】2013(050)004
【摘要】对线材控制轧制和轧后冷却技术的原理进行了阐述,明确了控轧控冷参数确定的理论基础,并对控制轧制的加热温度控制、精轧前水冷控制、精轧机组内水冷、精轧后水冷控制、吐丝温度控制、风冷线的温度控制等阶段的参数确定进行了详尽分析.
【总页数】3页(P19-21)
【作者】滕涛;彭兆锋
【作者单位】中冶京诚工程技术有限公司北京 100176;北京京诚瑞信长材工程技术有限公司北京 100176
【正文语种】中文
【相关文献】
1.控制轧制和控制冷却技术在高速线材轧制中的应用 [J], 李翠英
2.线材生产中的控制轧制和控制冷却技术 [J], 陈瑞飞;徐本军
3.线材高速轧后的控制冷却技术 [J], 李泽武;成计民
4.棒线材控制轧制和控制冷却技术的研究与应用 [J], 冯建国
5.棒线材控制轧制和控制冷却技术的研究与应用 [J], 冯建国
因版权原因,仅展示原文概要,查看原文内容请购买。
线材控温轧制在车间长度受限条件下的解决方案
摘要:根据线材轧制特点,结合实现控温轧制所需的条件,详细介绍了几个现场在车间长度受限的条件下利用环形导槽解决控温轧制中水冷后轧件均温的方案。
关键词:线材轧制;控冷;均温;长度受限
1、线材控温轧制概述
线材是热轧工艺中断面最小的产品,为了提高产量,线材生产线在最初的技术发展中以提高速度为第一要素,随着线材轧机设备和自动化控制技术的提高,线材的生产速度不断提升,最小规格线材的稳定轧制速度早已超过每秒百米。
线材的产量可以满足生产者的要求,市场对于产品质量的改善要求日益迫切,因为高速轧制的变形热使得线材在生产过程中升温,线材显微组织得不到控制,性能不尽如人意,因此出现的控温轧制技术使线材产品的性能也可以按照生产者的意愿进行控制。
控温轧制有以下优点:减少脱碳、控制氧化铁皮、细化晶粒组织、改善钢的冷变形性能、控制抗拉强度及显微组织、免除或简化后续热处理工序。
控温轧制有如下两种变形制度[1]:1)奥氏体再结晶型和未再结晶型两阶段的控温轧制工艺。
2)奥氏体再结晶型、未再结晶型和奥氏体与铁素体双相区轧制的三阶段控温轧制工艺。
2、线材控温轧制工艺对车间长度的要求
若采用二段变形制度,在生产中可在粗、中、预精轧阶段采用再结晶型轧制,在精轧机前设置控冷段,控制精轧入口温度使精轧在950℃~Ar3温度区间轧制。
如采用三段变形制度,在生产中可在粗、中、预精轧阶段采用再结晶型轧制,在精轧机组前设置控冷段,保证精轧温度控制在未再结晶区轧制,在减定径机组前设置控冷段,使最终轧制温度控制在奥氏体与铁素体双相区,施以足够的压下量,可实现三阶段轧制。
为实现控温轧制,必须在轧制线上相应位置设置水冷箱,以保证进入各段机组轧制的温度要求,如某厂单线水冷箱数量多达九个,同时为保证进入后续轧制的轧件表面和芯部温差不大于50℃[2],还需要在冷却段留出足够的距离使轧件均温,这就要求车间相当长才能实现上述工艺,使得总图条件受限的新建生产线或某些老生产线改造的高线车间实现控温轧制相当困难。
3、三条生产线设计实践
以下三条生产线中的二条为老生产线改造,一条为新建,规模不尽相同,但都具有一个共同的特点:在长度受限的车间内布置生产线达到了控温轧制的目的。
3.1南钢高线改造
南钢高线初建时设计年产量20万吨,后进行多次较大规模技术改造。
改造后的高线厂年产量已达60万吨,钢坯断面由130方加大到150方,精轧速度由75m/s提高到100m/s,轧制速度的提升加大了产量,但也带来了轧制温升加剧的问题,仅设水箱冷却轧件而均温不足会造成轧件表面和芯部温差过大,影响成品质量,我们的解决方案是在预精轧机组和精轧机组之间增加了一组水箱和环形的均温段,环形的均温度段工作过程如下:经过预精轧机组后轧件如不需水冷时,轧件通过转辙器的直线段直接进入精轧机组轧制,如需水冷则通过转辙器导向环形导槽,中间的夹送辊保证轧件稳定的输送。
水冷及环形导槽布置图见图1。
图1 水冷及环形导槽系统
1-预精轧机组2-水箱3-转辙器4-环形导槽5-夹送辊6-飞剪7-精轧机组该工艺布置预精轧机组到精轧机组间均温段长度为40多米,达到与新建的高线此区域相当的长度,其中约25m的均温长度是由环形导槽提供的,这使得水冷后的轧件能充分均温,保证轧件内外温度达到要求,有效地保证了产品质量,使全线实现了在奥氏体再结晶型和未再结晶型两阶段的控温轧制工艺。
3.2潍坊高线
潍坊高线为两线对称布置,工艺两线相同,采用6架+4架精轧机分开布置,在进入6机架高速线材精轧机组前,有一个活套、二台夹送辊、三组水冷箱和环形的导槽,目的是对离开预精轧轧机组后的轧件进行控制冷却和充分的均温,精轧前水冷系统布置见图2。
图2 精轧前水冷系统
1-预精轧机组2-水箱3-转辙器4-活套5-导槽6-夹送辊7-精轧机组由于水冷及恢复段最长路径达120m以上,轧件进入精轧机组前能够进行完美的温度均热,加上高速线材精轧机后的水冷线设备,各个钢种和规格的线材在吐丝的时候都能够达到较为合适的吐丝温度,通过控温轧制获得较为理想的组织结构和产品性能。
该生产线最后的终轧虽不是采用减定径机组,不能进行单一孔型轧制,但将精轧机组分为6架机组和4架机组分别控制,中间布置有控冷段和均温段,全线工艺可以实现在奥氏体再结晶型、未再结晶型和奥氏体与铁素体双相区轧制的三阶段控温轧制。
3.3马钢高线改造
马钢高线是我国引进的第一条现代化的高速线材生产线,为更有效地满足线制品行业的需求,对高线轧机进行全面改造,将双线改为单线,终轧速度提高至120m/s,配备减径定径机组,采用热机轧制工艺,多通道柔性生产,是线材控温轧制的典型代表。
控温轧制区域图见图3。
根据不同的产品规格和产品质量要求,生产线的精轧区可分为四条线路进行生产,通过水冷控温,精轧机组和减定径机组的最低轧制温度可达750℃以下,改造后的生产线以冷镦钢为主,其产品在后续加工过程中达到了免除或简化球化退火工序目的,节约了能源、降低了成本,充分体现了控温轧制的优势,实现了社会可持续发展、高线厂和标准件厂增效的双赢局面。
图3 控温轧制区域图
1-预精轧机组2-转辙器3-水箱4-导槽5-夹送辊6-活套7-精轧机组8-减定径机组
4、结语
为了获得更好的产品微观组织结构和特定的机械性能,在线材生产中控温轧制工艺是必要的,控温轧制中的控制水冷工艺包括了冷却段和轧件的芯部与表面温度均衡化的均热段。
通过上述三例表明,通过环形导槽的工艺布置可以解决在车间长度受限条件下轧件水冷,特别是轧件表面与芯部均温的问题,将原来较难实现的控温轧制工艺成为可能,希望以上三厂的实践为在受限的车间长度条件下实现控温轧制的工艺的开发和新的生产线建设提供参考,使更多的老厂迸发出新的活力。
参考文献:
[1]乔德庸李曼云主编. 高速轧机线材生产-北京:冶金工业出版社,1995.11:320.
[2]孙建国. 控轧控冷技术在小型材生产中的应用[J]. 轧钢,2004.4, 21(2):36-38.
作者简介:
卢勇(1972-),男(汉族),安徽萧县人,高级工程师。