气缸磨损度的测量word精品
- 格式:docx
- 大小:52.54 KB
- 文档页数:6
气缸磨损的测量方法1 .把内径百分表装在表杆的上端,并使表盘朝向测量杆的活动点,以便于观察,使表盘的短针有1-2mm 的压缩量。
2 .根据气缸的直径,选择合适的测量接杆,并将其固定在量缸表的下端。
接杆固定好后与活动测杆的总长度应与被测气缸的尺寸相适应。
3 .校正量缸表的尺寸,将千分尺校正到被测气缸的标准尺寸,再将量缸表校准到千分尺的尺寸,并使伸缩杆有2mm 左右的压缩行程,旋转表盘,使表针对正零位。
4 .将量缸表的测量杆伸入到气缸上部测量第一道活塞环在上止点位置时所对应的气缸壁,根据气缸的磨损规律。
分别测量平行、垂直方向二组数值的磨损量。
5 .将量缸表下移,用同样方法测量气缸中部和下部的磨损。
气缸中部为上、下止点间的中间位置;气缸下部为距离气缸下边缘10mm 左右处。
6 .将所测得的各组数据分别填入下表中,并进行计算其圆度,圆柱度及最大磨损量,最后确定该发动机的处理方法。
现我根据丰田5M 发动机气缸的磨损规律,分别测量了第一缸及第六缸的气缸磨损情况,并把一缸的各测量数据及计算结果填入自己所设计的表中。
通过分析比较,我们修理厂的技术员一致同意采用加大二级(即加大0.50mm )的处理方法来修复该发动机,而后根据气缸的修理尺寸,选用同级的活塞及活塞环。
达到了既提高了修理质量,又降低了修理成本的目的。
气缸测量数据表发动机型号原修理尺寸标准92m 第一缸方向部位平行曲轴方向垂直曲轴方向计算圆度及圆柱度上部92.06mm 92.01mm (92.06-92.01)/2=0.25mm中部92.04mm 92.03mm (92.04-92.03)/2=0.005mm下部92.00mm 92.03mm (83.02-83.00)/2=0.015mm最大圆度误差0.025mm最大圆柱度误差(92.06-92.00)/2=0.06mm是否超过使用极限;否最大磨损直径92.06mm处理意见 ; 可以继续使用,圆度误差没有过0.075mm ,圆柱度误差超过0.20mm用量缸表进行测量时,应注意使测量杆与气缸轴线保持垂直位置,以达到测量的准确性。

实验三气缸磨损的检验一、实验目的通过量缸表检验气缸的磨损情况,即气缸磨损的圆度、圆柱度、最大磨损量。
二、实验器材桑塔纳轿车气缸体、量缸表、百分表组、千分尺。
三、实验内容和要求(1)测量气缸磨损的圆度、圆柱度、最大磨损量;(2)桑塔纳轿车气缸磨损圆度和圆柱度误差不大于0.04mm;最大磨损量不大于0.08mm。
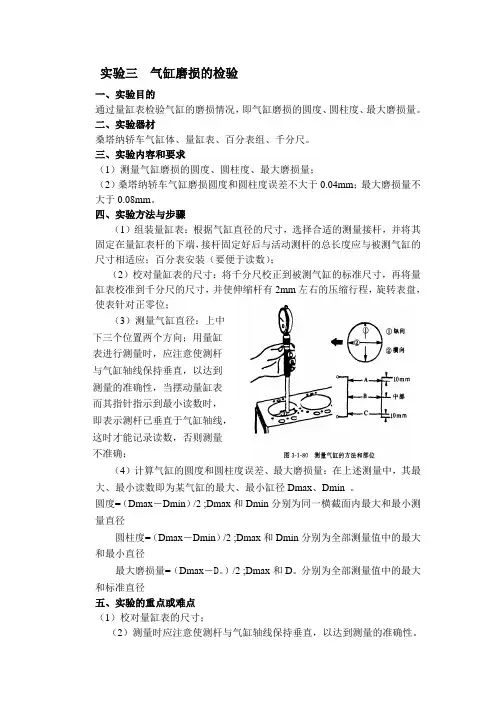
四、实验方法与步骤(1)组装量缸表:根据气缸直径的尺寸,选择合适的测量接杆,并将其固定在量缸表杆的下端,接杆固定好后与活动测杆的总长度应与被测气缸的尺寸相适应;百分表安装(要便于读数);(2)校对量缸表的尺寸:将千分尺校正到被测气缸的标准尺寸,再将量缸表校准到千分尺的尺寸,并使伸缩杆有2mm左右的压缩行程,旋转表盘,使表针对正零位;(3)测量气缸直径:上中下三个位置两个方向;用量缸表进行测量时,应注意使测杆与气缸轴线保持垂直,以达到测量的准确性,当摆动量缸表而其指针指示到最小读数时,即表示测杆已垂直于气缸轴线,这时才能记录读数,否则测量不准确;(4)计算气缸的圆度和圆柱度误差、最大磨损量:在上述测量中,其最大、最小读数即为某气缸的最大、最小缸径Dmax、Dmin 。
圆度=(Dmax-Dmin)/2 ;Dmax和Dmin分别为同一横截面内最大和最小测量直径圆柱度=(Dmax-Dmin)/2 ;Dmax和Dmin分别为全部测量值中的最大和最小直径最大磨损量=(Dmax-D。
)/2 ;Dmax和D。
分别为全部测量值中的最大和标准直径五、实验的重点或难点(1)校对量缸表的尺寸;(2)测量时应注意使测杆与气缸轴线保持垂直,以达到测量的准确性。
六、实验注意事项(1)测量时动作要轻,不得有碰撞;(2)读数要准确。
七、思考题实值计算气缸磨损的圆度、圆柱度、最大磨损量。
实验数据:做的时候自己删掉这一段啊A:60.0 62.5 ,56.0 56.5 ,56.5 62.8;B:59.8 59.0 ,65.0 57.0 ,54.0 62.4;C:58.0 57.0 ,63.0 53.0 ,52.8 56.8;D:66.8 61.2 ,58.8 59.0 ,57.8 58.0;。

实验三气缸磨损检测一、实验目的与要求:1. 掌握气缸的磨损特点及规律,并能分析其原因;2. 熟悉常见测量仪器结构特点,并能正确掌握其使用方法。
二、实验设备及工量具:1. 气缸体2 游标卡尺3 百分表4 磁性表架5 外径千分尺6 其他工件、工具、清洗用料等。
三、实验学时及分组人数:本实验为4学时;每组5—6人。
四、实验内容、步骤及操作方法:1. 气缸磨损的检验1) 测量前的准备工作(1) 将被检验的气缸缸筒及上平面清洗, 擦干。
(2) 根据气缸直径大小选择合适的接杆, 旋入量缸表下端。
(3) 根据被测气缸的标准尺寸,用外径千分尺校对量缸表, 并留出测杆伸长的适当数值( 即预压1m m 左右) 旋转表盘, 使"0"位对正指针, 记住小针指示毫米数, 把接杆螺母固定, 并复校。
(4) 测量时手应握住绝缘套,把量缸表斜向放入气缸被测处,轻微摆动量缸表,使指针左右摆动相等(气缸中心线与测杆垂直)。
如果指针正好对"0" 处, 则与被测缸径相等, 当指针顺时针方向离开"0", 则缸径小于标准尺寸, 如反时针方向离开"0"位, 则缸径大于标准缸径。
2) 测量部位在气缸轴向上选取三个横截面: 即SI-S2(活塞在上止点时, 第一道环所对应的缸壁附近),S2-S2(气缸中部),S3-S3(距气缸下边缘1Om~15m处), 在同一横截面上进行多点测量, 测出其最大和最小直径。
依次测出各缸的三个横截面上的最大和最小直径, 将测量数据填入实验报告。
3) 圆度和圆柱度的计算被测气缸的圆度误差用各个横截面上最大与最小直径差之半的最大值表示, 被测气缸体的圆度误差, 用各缸中的最大圆度表示。
被测气缸的圆柱度误差用三个横截面上的最大和最小的直径差之半表示, 气缸体的圆柱度用最大圆柱度气缸的数值表示。
4) 气缸的检验分类根据交通部13 号令, 发动机送修标志, 若被测量的气缸体有一个气缸的圆柱度超过0.165mm(汽油机)~0.25m(柴油机)或圆柱度未超过上述极限, 而圆度误差超过0.05mm(汽油机)~0.063mm(柴油机) 时, 发动机需要大修。
气缸磨损的测量步骤
1.清洁表面:使用洁净溶剂或清洁剂清洁气缸的内径,以确保没有污垢、油脂或其他物质干扰测量。
2.选择合适的工具:选择合适的气缸量具,包括内径测量仪、深口卡尺等。
3.放置测量工具:将测量工具放置在气缸的某一端,根据需要保证工具垂直。
4.测量内径:在气缸中心线的几个位置测量内径,如底部、中心和顶部。
确保记录所有的测量结果。
5.分析结果:分析测量结果并比较其与制造商建议的规格和极限规范之间的差距。
6.确定是否需要维修:根据分析结果确定是否需要维修气缸,以确保引擎正常工作。
发动机气缸磨损的测量1 内经百分表的使用;内经百分表又称为量缸表,是一种测量孔径的比较性量具在汽车维修工作中,用来测量发动机气缸和轴承座孔的圆度误差,或圆柱度误差,其测量精度为0.01mm,百分表盘刻度为100格,长针转动一格为0.01mm,,转动一圈为1mm。
.长针转动一圈,短针则转一格。
短针读数每格为1mm.2 内径百分表由百分表,标杆,标杆座,活动测杆(量头)支撑架和一套长度不等的接杆组成。
3 内经百分表的准备:(此项作为考核重点)1)装表头,将表头插入表杆上端孔内,使表杆触头与传动杆接触表针有少量顶动。
(2)选择合适测量接杆固定在活动测杆上,使测杆长度与被测缸径相适应。
3)将百分表通过外径千分尺校正到气缸的标准尺寸(使测量杆有2mm 的压缩量),拧紧接杆,在千分尺上转动表盘使表针对准零位。
4 使用方法(1)握法两种:满把握,或三指法,可任选一种但都要握在黑色绝热套上,将百分表倾斜,稍微压缩活动测杆,放入气缸内。
(2)使内径百分表测量杆与气缸轴线垂直,测量气缸上,中,下三个平面的横向和纵向六个位置,测量时应摆动量缸表,表针指示的最小值即为被测值,并将被测值逐一记录下来。
5 表盘读法:表头大指针顺时针方向转离“0”位表示被测工件尺寸小于标准尺寸;反之,逆时针方向偏离“0”位则表示被测工件大于标准尺寸。
气缸磨损只能是越磨缸径越大。
例如:被测缸径上平面逆时针偏离“0”位12个小格那么我们就用12 x 0.01mm加上标准缸径就是实测数值。
在填写汽缸磨损表格时,应填写完整数值,再计算气缸磨损的圆度圆柱度误差。
6 气缸磨损程度的计算1)圆度误差计算:同一截面测得的最大值与最小值差的一半为该面的圆度误差。
三个截面上的最大圆度误差作为本气缸的圆度误差。
(2)圆柱度误差计算:在三个截面内所测得的数据中不同平面的最大与最小直径差值的一半即为该气缸的圆柱度误差。
7 气缸维修的技术标准:(1)汽油机:圆度误差小于等于0.05 圆柱度误差小于等于0.20。
发动机气缸磨损的测量汽车发动机是否需要大修,主要取决于气缸的磨损程度,即圆度误差、圆柱度误差是否超过大修使用极限。
因此必须对气缸磨损程度进行测量和圆度误差、圆柱度误差的计算,以及对气缸磨损程度进行综合分析、判断。
1、气缸磨损分析1.1气缸正常磨损气缸在正常工作下,其工作表面与活塞环相互运动的区域形成不均匀的磨损。
磨损的主要特征及原因有以下几个方面。
1.1.1“锥形”从气缸纵断面看,气缸磨损后形成“上大下小”,失去原来正圆柱的形状,称为“锥形”。
产生“锥形”磨损的原因如下:1)摩擦力不等的磨损发动机工作时,活塞环在自身弹力和传递到背面上气体压力的作用下,紧压在气缸壁上。
活塞在上止点处,作功冲程中活塞环对气缸壁产生的压力,第一道环最大,压力高达2940×103Pa,第二道735×103Pa,第三道环294×103Pa;同时,高压破坏了油膜,造成边界润滑,加剧气缸磨损;而且该压力随着活塞的下行,急剧降低,活塞环对气缸壁的压力存在着上大下小的现象。
气缸上口活塞环不接触的部位几乎没有磨损,形成了一个明显的台阶,俗称“缸肩”。
2)润滑条件变化的磨损气缸壁多靠飞溅润滑,所以易导致气缸上部供油困难,而且上部温度高,润滑油粘度稀释严重,易于流失,不易形成油膜,即使有油膜,也可能被烧掉。
另外,混合气中的细小油滴对气缸上部油膜的冲刷破坏活塞环的刮油等各种因素叠加,造成气缸上部润滑不良,使活塞环与气缸壁易形成干摩擦或边界润滑状态,必然导致气缸上部的磨损加剧。
3)磨料磨损当空气和燃油中的灰尘和杂质燃烧产生的积碳粘附在气缸壁上形成磨料时,使磨损加剧,且往下逐渐被磨碎,其损坏程度便逐渐减轻。
从气缸的纵断面看,磨损的最大部位一般是在活塞到达上止点时,第一道环所对应的气缸壁处,使气缸磨损后形成了上大小下的“锥形”。
1.1.2“失圆”从气缸的横断面看,气缸磨损后失去原来的正圆形状,俗称“失圆”。
产生“失圆”磨损的原因:首先,酸性物质进入气缸和燃烧中产生的水气与废气中的CO2、NOX相遇生成酸性物质,该物质便依附在气缸壁上,对缸体产生腐蚀作用;气缸工作温度越低,酸性物质越易生成,腐蚀作用越大。
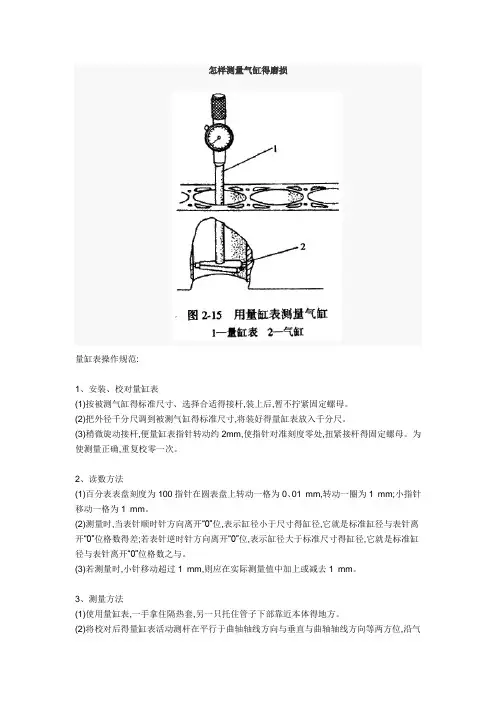
怎样测量气缸得磨损量缸表操作规范:1、安装、校对量缸表(1)按被测气缸得标准尺寸、选择合适得接杆,装上后,暂不拧紧固定螺母。
(2)把外径千分尺调到被测气缸得标准尺寸,将装好得量缸表放入千分尺。
(3)稍微旋动接杆,便量缸表指针转动约2mm,使指针对准刻度零处,扭紧接杆得固定螺母。
为使测量正确,重复校零一次。
2、读数方法(1)百分表表盘刻度为100指针在圆表盘上转动一格为0、01 mm,转动一圈为1 mm;小指针移动一格为1 mm。
(2)测量时,当表针顺时针方向离开“0”位,表示缸径小于尺寸得缸径,它就是标准缸径与表针离开“0”位格数得差;若表针逆时针方向离开“0”位,表示缸径大于标准尺寸得缸径,它就是标准缸径与表针离开“0”位格数之与。
(3)若测量时,小针移动超过1 mm,则应在实际测量值中加上或减去1 mm。
3、测量方法(1)使用量缸表,一手拿住隔热套,另一只托住管子下部靠近本体得地方。
(2)将校对后得量缸表活动测杆在平行于曲轴轴线方向与垂直与曲轴轴线方向等两方位,沿气缸轴线方向上、中、下取三个位置,共测六个数值。
上面一个位置一般定在活塞在上止点时,位于第一道活塞环气缸壁处,约距气缸上端15 mm。
下面一个位置一般取在气缸套下端以上10 mm左右处,该部位磨损最小。
(3)测量时,便量缸表得活动测杆同气缸轴线保持垂直,才能测量准确。
当前后摆动量缸表表针指示到最小数字时,即表示活动测杆已垂直于气缸轴线。
量缸表得使用注意事项测量时,必须使量缸表与气缸得轴线保持垂直,应前后摆动量缸表,指针指示到最小数字时,即表示量杆与气缸轴线垂直,此读数为标准读数,当大指针顺时针方向离开“0”位。
表示气缸直径小于标准尺寸得缸径。
若逆时针方向离开“0”位。
表示气缸直径大于标准尺寸得缸径。
1 量缸表在汽车发动机维修过程中得作用量缸表用于测量汽车发动机气缸磨损程度、气缸就是发动机得重要组成部分、气缸磨损程度就是发动机就是否需要大修得重要技术依据之一、当发动机气缸磨损达到一定程度后,发动机得动力性与燃油经济性明显下降,润滑油消耗也急剧增大,因此,通过测量气缸磨损状况,正确作出发动机就是否应当大修得准确判断,对提高发动机修理质量以及发动机得动力性与经济性都有很大得作用、用量缸表测量发动机气缸得磨损程度一般用圆度与圆柱度两个指标来衡量、在气缸孔径同一平面内测量得最大直径与最小直径差得1 2,叫圆度误差;在气缸轴线方向测量得最大直径与最小直径之差得1 2,叫圆柱度误差、2 量缸表得结构量缸表由百分表与测量附件组成,它就是一种比较性测量仪表,测量精度为0101mm、百分表由表壳,表盘,表面指针,扇形齿与芯轴组成、芯轴准确地装在圆形表壳内,通过上下两孔道可以移动,芯轴得一段有齿条、芯轴得往复运动经过几个扇形齿得传动转变为指针转动,而芯轴与指针又被弹簧拉着,可以自动恢复原位、百分表就是借扇形齿与齿条传动及杠杆原理,把微小得尺寸变化加以扩大,用指针显示出来、表面上有100个小格,每小格为0101mm、表面上小指针偏转一格相当于1mm,表盘可以转动,上面刻有"0"、国产百分表比较测量范围有3种: 0~3mm,0~5mm与0~10mm、百分表得测量附件由测杆,插杆,凸轮及凸轮推杆,表杆与固定螺钉组成、测杆内端顶靠凸轮并可轴向伸缩,插杆得长度规格可根据测量孔径大小选择,插杆内端有螺纹,拧入插杆座孔时可调节伸出长度,调好后用螺母锁紧、百分表与附件装合时,将表得芯轴插入表杆内孔,使芯轴与凸轮推杆接触、芯轴插入深度,一般使表针转动012~015转为好、3 量缸表得常规使用(1)以比较测量范围为0~3mm得百分表为例、根据需要选择适当插杆,旋入插杆孔座,使测杆与插杆总长度稍大于气缸直径,再用千分尺校验、例如,东风EQ6100发动机缸径为100mm,将量缸表测杆与插杆总长度调到102~103mm 某一固定尺寸上,再用千分尺校验,不符合要求时可旋转插杆调整,调整完毕应锁紧插杆,最后将表盘得"0"位对准指针、也可将千分尺调到公称尺寸100mm,将量缸表测杆与插杆卡入千分尺内,表针应转动2~3转、(2)将量缸表测杆伸入气缸内测量,当柄杆偏左或偏右时,表得读数都偏大,那么在表得读数最小时得读数即为准确读数,并记录数据、测量时动作不能太猛,要让测杆慢慢接触缸套、被测表面应擦干净,百分表应避免与水,油污与灰尘接触、对于刚拆卸得发动机,应使其冷却到常温后再进行测量、(3)发动机得每一个缸应测量,即在平行于曲轴方向与垂直于曲轴方向得两个方向,沿气缸轴线方向上,中,下三个位置测量、上面一个位置一般就是在活塞上止点时,相应于第一道活塞环所在气缸壁处,按气缸正常磨损就是最大磨损处;中间位置定在中部,这对于磨料磨损较突出得气缸就是最大磨损处;下部位置一般就是定在气缸筒最下端以上10mm左右,这里磨损一般较小、测量后,取最大磨损处横截面上两个直径得最大值与最小值差得一半定为气缸圆客车技术与研究度误差、在纵截面中,最大值与最小值之差得1 2为圆柱度误差、对于多缸发动机,应分别取圆度误差与圆柱度误差得最大值数据、4 发动机气缸简易测量方法按前面所讲量缸表常规使用方法测量气缸磨损程度,测量前要用千分尺校验,而且既要测量气缸得圆度误差,又要测量气缸得圆柱度误差,每缸测量6个数据,如果就是六缸发动机,一共要测36个数据,显得较为繁锁、下面介绍一种通过实践经验总结出得一种相对简易得测量方法、该方法就是根据发动机气缸得磨损规律,侧重测量气缸得圆柱度误差、(1)根据气缸直径选择适当插杆,旋入插杆孔座,经适当调整使测杆与插杆总长度稍大于气缸直径,并锁紧插杆、(2)选择垂直于曲轴方向下部位置,即气缸筒最下端以上5~10mm左右为第一测量点,测后将表壳得"0"位对准指针,因为气缸在这个位置磨损最小,几乎为0,将它作为基准尺寸、(3)测量垂直于曲轴方向中部与上部(活塞在上止点时,相应于第一道活塞环所在气缸壁处)位置数据,并取其中较大数值得1 2为圆柱度误差,这样计算也相对简单、根据发动机各缸中圆柱度误差得最大值确定发动机就是否应当大修、实践表明,发动机20得圆度误差一般大大小于圆柱度误差、。
实训三、气缸磨损的检测一、实训目的及要求1、学会气缸磨损检测的步骤和方法。
2、掌握内径百分表的使用方法。
3、掌握外径千分尺的使用方法。
4、掌握气缸圆度、圆柱度的检测随和缸维修尺寸确实定。
二、实训仪器设施1、丰田 5AFE发动机气缸体 5 个。
2、内径百分表与量程为75-100mm的外径千分尺各五套。
三、实训内容与操作步骤1、实训内容准备工作:完全消除缸体的油污、积碳、水垢等。
气缸磨损的检测(1)丈量部位:采纳适合量程的内径百分表按图 1 所示的部位和要求进行丈量。
即:在气缸体上部距汽缸上平面l0mm 处,气缸中部随和缸下部距缸套下部l0mm 处等三点,按①、②两个方向分别丈量气缸的直径。
(2)磨损程度权衡指标:一般车型的磨损程度用圆度、图 1 气缸内径丈量部位圆柱度偏差两个指标权衡。
轿车采纳标准尺寸与汽缸最大尺寸的差值来权衡。
(3)丈量气缸的方法:①气缸圆度的丈量:选择适合的测杆,并使其压缩 1— 2mm 以留出丈量余量。
将测杆伸入气缸中,轻轻摇动表杆,使测杆与气缸中心线垂直,量缸表指示最小读数,即为正确的气缸直径。
用量缸表在部位①向 ( 垂直于曲轴方向 )丈量,旋转表盘,使“ 0”刻度瞄准大表针,而后,将测杆在此横截面上旋转 90°,此时表针所指刻度与“ 0”位刻度之差的 1/ 2 即为该缸的圆度偏差;②气缸圆柱度的丈量:用量缸表在 A 部位①向丈量并找出正确直径地点。
旋转表盘,使“ 0”刻度瞄准大指针。
而后,挨次测出其余五个数值,取六个数值中最大差值之半做为该气缸的圆柱度偏差;③气缸磨损尺寸的丈量:一般发动机最大磨损尺寸在前后两缸的上部,应要点丈量这两缸。
丈量时,用量缸表在 A 部位①向丈量并找出正确气缸直径的地点。
旋转表盘,使“ 0”刻度瞄准大指针,并注意察看小指针所处地点。
拿出量缸表,将测杆搁置于外径千分尽的两测头之间,旋转外径千分尺的活动测头,使量缸表的大指针指向“ 0”,且小指针处于本来的地点 (在气缸中所指示的地点 )。
位,表示缸径大于标准尺寸的缸径,它是标准缸径与表针离开“0”位格数
之和。
(3)若测量时,小针移动超过1 mm,则应在实际测量值中加上或减去 1 mm。
4.测量方法
1)使用量缸表,一手拿住隔热套,另一只托住管子下部靠近本体的地方。
2)将校对后的量缸表活动测杆在平行于曲轴轴线方向和垂直与曲轴轴线方向等两方位,沿气
缸轴线方向上、中、下取三个位置,共测六个数值。
上面
一个位置一般定在活塞在上止点时,位于第一道活塞环气缸壁处,约距气缸上端10 mm。
下面
一个位置一般取在气缸套下端以上10 mm左右处如图3,该部位磨损最小。
如图3
3)测量时,使量缸表的活动测杆同气缸轴线保持垂直,才能测量准确。
当前后摆动量缸表表针指
示到最小数字时,即表示活动测杆已垂直于气缸轴线。
5.记录与计算圆度和圆柱度误差
1)圆度误差:同一截面上磨损的不均匀性。
用同一横截面上不同方向测得的最大与最小值
差值之半作为圆度误差。
2)圆柱度误差:沿气缸轴线截面上磨损的不均匀性。
其数值时被测气缸表面任意方向所测得
的最大与最小直径值之半。
记录表
考核工单
20:55 令.nil (M)
1发动机总成价3发动机价格5发动机部件
2发动机零部件4长安汽车6柴油发动机报
< CD O 2 三。