汽车钣金手工制作工艺
- 格式:ppt
- 大小:3.06 MB
- 文档页数:9

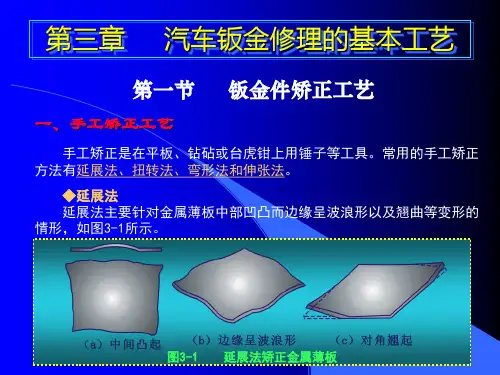
钣金工艺流程汽车车身表面操作的钣金修复一般要经过几个过程。
首先,对送修车辆进行检查,确定其车身结构类型,然后根据受损部位的情况确定修复方式,最后,按要求对不同的部位安排合理的修理工艺。
一、根据车身结构确定修理工艺1、车身校正固定,对于车身的拔拉索引校正,必须保证车身固定,否则,在拉力作用下会产生整体位移,达不到索引校正的目的。
2、车身校正程序●了解设备的性能及安全使用措施●对车身损伤作出分析判断,确定牵拉方案●初步校正基础的固定点●修正定位点,检查校正效果,按计划牵拉校正3、在进行牵拉校正之前,应对车身内部和外部进行如下保护●尽量取出内部部件,如座位,仪表台,车垫等●焊接时用隔热材料盖住玻璃,座位,仪表台等部件,以防烧伤●拆除车身外面部件,并用棉布或保护带保护好车身,防止擦伤●如果油漆表面擦破,必须修好,防止锈蚀4、车身前端损坏的修复●车身前端损坏主要是前端受碰撞(如追尾事故)形成的。
损坏的部位包括前部的横梁一侧的挡泥板,侧梁以及另侧的前翼板等相关区域●整修前端要从前挡泥板一侧梁开始,首先,需要修复支撑结构件,选择需要更换部件的一侧先进行侧梁的牵拉5、车身后部损坏的修复●校正时,将夹钳或钩子接到后侧梁的后部,后地板或后顶盖,侧板后端部,一边牵拉,一边测量车身下面每一部份的尺寸,观察车身板的配合间隙来确定必要的修理程度●当后侧梁被严重碰撞,影响到后门框变形开关不畅时,但能靠牵拉侧梁来消除后顶盖侧板的应力二、根据车身表面损伤程度确定修理工艺1、凹凸表面的整修●小范围局部凸起的整形:用垫铁贴紧凸起的反面,手锤敲击凸起部位,使凸起部份被压缩到原来形状。
操作时,要求捶击力量要轻巧,以每秒2次的频率连续冲击,并做到捶击点均匀分布●局部凹陷的整形:与凸起的修整不同的是,捶击点不在垫铁顶面上方,而是在铁皮的凸起部位。
将垫铁贴紧最低处,用铁锤敲击附近凸起处即可●撬起凹陷,利用修平刀修整凹陷,车门表面某处有凹陷,将修平刀作垫铁用,采用捶击表面凸起部位的办法,可将凹陷修复2、表面收缩整形●金属板上变形部位的收缩用焊炬火焰将最凸或最凹点(伸张中心)加热无樱红色。
钣金件工艺流程
《钣金件工艺流程》
钣金件是一种常见的汽车零部件和工业设备零部件,其制作工艺流程十分重要。
下面是钣金件的制作工艺流程:
1. 设计:首先,需要进行钣金件的设计。
设计师需要根据客户的要求和产品的功能需求,设计出符合要求的钣金件零部件。
2. 材料准备:在设计完成后,需要准备所需的钣金材料。
通常使用的材料有钢板、铝板等。
材料的选择需要根据产品的使用环境和要求来确定。
3. 切割:将准备好的钣金材料按照设计要求进行切割。
通常采用激光切割、数控切割等方式进行切割,以确保尺寸的精确度。
4. 折弯:经过切割后的钣金件需要进行折弯加工,使其成型。
通常采用数控折弯机进行折弯加工,以确保加工精度和成型质量。
5. 焊接:部分零部件可能需要进行焊接加工,以将不同部件进行连接。
通常采用氩弧焊、激光焊等方式进行焊接,以确保焊接质量和牢固度。
6. 表面处理:制作完成后的钣金件可能需要进行表面处理,如喷漆、电泳等,以增加表面的美观性和耐腐蚀性。
7. 质检:最后,需要进行质量检测,确保制作的钣金件符合设计要求和客户的要求。
通过以上的制作工艺流程,可以生产出精密、质量可靠的钣金件,满足不同客户的需求。
钣金制造工艺流程第一:数下料图纸到手后,钣金的下料方式主要有数冲、激光切割、剪板机、模具下料等,数控为目前常用方式,激光切割多用于打样阶段(也可加工不锈钢钣金件),加工费用高,模具下料多用于大批量加工。
第二:钣金工艺流程去毛刺在工件落料后,边角,毛刺,粘点,连皮要进行必要的修整,在刀具接点处,用平锉刀进行修整,对于毛刺较大的工件用角磨机进行修整。
第三:钣金工艺流程,压铆、攻丝、点焊在落料完成后,进入下道工序,不同的工件根据加工的要求进入相应的工序。
有折弯,压铆,翻边攻丝,点焊,段差,有时在折弯一两道后要将螺母或螺柱压好,其中有模具打凸包和段差的地方要考虑先加工,以免其它工序先加工后会发生干涉,不能完成需要的加工。
在上盖或下壳上有卡勾时,如折弯后不能碰焊要在折弯之前加工好。
第四:钣金工艺流程,钣金折弯折弯时要首先要根据图纸上的尺寸,材料厚度确定折弯时用的刀具和刀槽,避免产品与刀具相碰撞引起变形是上模选用的关键,下模的选用根据板材的厚度来确定。
其次是确定折弯的先后顺序,折弯一般规律是先内后外,先小后大,先特殊后普通。
有要压死边的工件首先将工件折弯到30°—40°,然后用整平模将工件压死。
压铆时,要考虑螺柱的高度选择相同不同的模具,然后对压力机的压力进行调整,以保证螺柱和工件表面平齐,避免螺柱没压牢或压出超过工件面,造成工件报废。
第五:钣金工艺流程,钣金焊接焊接有氩弧焊,点焊,二氧化碳保护焊,手工电弧焊等,点焊首先要考虑工件焊接的位置,在批量生产时考虑做定位工装保证点焊位置准确。
为了焊接牢固,在要焊接的工件上打凸点,可以使凸点在通电焊接前与平板均匀接触,以保证各点加热的一致,同时也可以确定焊接位置同样的,要进行焊接,要调好预压时间,保压时间,维持时间,休止时间,保证工件可以点焊牢固。
点焊后在工件表面会出现焊疤,要用平磨机进行处理,亚弧焊主要用于两工件较大,又要连接在一起时,或者一个工件的边角处理,达到工件表面的平整,光滑。

汽车钣金修理的基本工艺学习钣金下料工艺1)掌握钣金基本线行的划法和合理的配裁工艺2)掌握钣金的下料方法3)学会基本的手工裁切工艺一、概述在实际的钣金操作中,有时对于车身的损坏部位需要进行切割更换,这就是需要操作人员掌握基本的划线和裁切工艺。
如果手头没有成形的零件更换,就需要利用钢板进行手工加工,这是也要用到下料工艺。
二、学习任务(1)划线划线是指根据图样或实物的尺寸,准确地在工件表面上划出加工界线的操作。
划线可以分为平面划线和立体划线。
只需在一个平面上划线就能明确表示出工件的加工界线,成为平面划线,要同时在工件上几个不同方向的表面上划线,才能明确表示出工件加工界线,成为立体划线,。
划线起到的作用基本可以归结为以下几点:①确定工件上各加工面的加工位置和加工余量。
②可全面检查毛坯的形状和尺寸是否符合图样,能否满足加工要求。
③当在毛坯上出现某些缺陷的情况下,旺旺可通过划线时所谓的借料方法来补救。
④在板料上按划线下料,可做到正确排料,合理使用材料。
(2)划针、钢板尺和直角尺的使用1)划针的使用。
划针用来在工件上划线条,用弹簧钢丝或高速钢制成,直径一般为3~5mm,尖端磨成15°~20°的尖角,并用淬火使之硬化或在尖端焊上硬质合金,使用划针时,应使针尖与直尺或样板底边解除并向外倾斜15°~20°,向划线方向倾斜30°~60°。
用均匀的压力使针尖沿直尺或样板移动,划出线来,划线粗细不得超过0.5mm。
针尖要保持尖锐,划线时要尽量做到一次划成,使划出的线条既清晰又准确。
划线时若针尖没有紧靠支持或样板的底边,容易造成划线误差。
2)钢板尺的使用。
钢板尺主要用来量取尺寸和测量工作,也可以为划直线时的导向工具,量取尺寸读数时应使视线垂直于测量处,否则会产生读数误差。
3)直角尺的使用。
直角尺常用作划平行线或垂直线的导向工具,也可用来找出工件平面在划线平台上的垂直位置。
钣金件的定义钣金件就是钣金工艺加工出来的产品,我们生活到处都离不开钣金件。
钣金件是通过灯丝电源绕组、激光切割、重型加工、金属粘结、金属拉拔、等离子切割、精密焊接、辊轧成型、金属板材弯曲成型、模锻、水喷射切割、精密焊接来制作的。
国外某专业期刊上的一则定义可以将钣金定义为:钣金是针对金属薄板(通常在6mm以下)一种综合冷加工工艺,包括剪、冲/切/复合、折、焊接、铆接、拼接、成型(如汽车车身)等。
其显著的特征就是同一零件厚度一致。
钣金件的工厂设备钣金件工厂一般来说基本设备包括剪板机(Shear Machine)、数控冲床(CNC Punching Mac hine)/激光、等离子、水射流切割机(Laser, Plasma, Waterjet Cutting Mac hine)/复合机(Combination Machine)、折弯机(Bending Machine)以及各种辅助设备如:开卷机、校平机、去毛刺机、点焊机等。
钣金件加工骤通常,钣金件工厂最重要的三个步骤是剪、冲/切、折。
钣金有时也作扳金,这个词来源于英文platemetal,一般是将一些金属薄板通过手工或模具冲压使其产生塑性变形,形成所希望的形状和尺寸,并可进一步通过焊接或少量的机械加工形成更复杂的零件,比如家庭中常用的烟囱,铁皮炉,还有汽车外壳都是钣金件。
金属板材加工就叫钣金加工。
具体譬如利用板材制作烟囱、铁桶、油箱油壶、通风管道、弯头大小头、天园地方、漏斗形等,主要工序是剪切、折弯扣边、弯曲成型、焊接、铆接等,需要一定几何知识。
钣金件就是薄板五金件,也就是可以通过冲压,弯曲,拉伸等手段来加工的零件,一个大体的定义就是在加工过程中厚度不变的零件。
相对应的是铸造件,锻压件,机械加工零件等,比如说汽车的外面的铁壳就是钣金件,不锈钢做的一些橱具也是钣金件现代钣金工艺现代钣金工艺包括:是灯丝电源绕组、激光切割、重型加工、金属粘结、金属拉拔、等离子切割、精密焊接、辊轧成型、金属板材弯曲成型、模锻、水喷射切割、精密焊接等。
汽车钣金工艺流程汽车钣金工艺是汽车制造中非常重要的一个环节,它直接关系到汽车的外观质量和安全性。
汽车钣金工艺流程主要包括车身修复、车身翻新、车身喷漆等多个环节,下面我们就来详细介绍一下汽车钣金工艺的具体流程。
首先,汽车钣金工艺流程的第一步是车身检查和评估。
在这一步,钣金工匠会对车辆进行全面的检查,包括车身表面的凹凸状况、是否有生锈或者腐蚀等情况进行评估。
通过评估,钣金工匠可以了解车辆的具体情况,为后续的修复工作做好准备。
接下来是车身修复的环节。
在这一步,钣金工匠会利用专业的工具和设备对车身进行修复,包括修复凹陷和损坏的部位,使车身恢复原有的外观。
这一步需要工匠具备丰富的经验和精湛的技术,以确保修复后的车身质量达到标准。
车身翻新是汽车钣金工艺流程中的关键环节。
在这一步,钣金工匠会对车身进行打磨和翻新处理,以确保车身表面平整光滑。
同时,还会对车身进行防腐处理,以延长车身的使用寿命。
这一步需要工匠有耐心和细致的工作态度,以保证翻新后的车身质量达标。
最后,是车身喷漆的环节。
在这一步,钣金工匠会根据客户的要求和车辆的实际情况,选择合适的颜色和喷漆工艺,对车身进行喷漆处理。
喷漆工艺需要工匠有良好的色彩感和喷漆技术,以确保喷漆后的车身色泽均匀、光滑,达到客户的要求。
总的来说,汽车钣金工艺流程是一个综合性很强的工艺流程,需要工匠具备丰富的经验和精湛的技术,以确保车身修复、翻新和喷漆的质量达标。
只有在每一个环节都严格把关,才能保证汽车钣金工艺的质量和可靠性。
希望本文所介绍的汽车钣金工艺流程能够对相关人士有所帮助,谢谢阅读!。
常见钣金件加工的工艺流程钣金件加工是以金属板材为原材料,通过切割、折弯、冲孔、焊接等工艺,将金属板材加工成所需形状的零件或构件的工艺过程。
下面是常见钣金件加工的工艺流程:1.设计图纸:根据产品的需求和要求,绘制钣金件的设计图纸。
图纸需要包括零件的形状、尺寸、位置和加工要求等信息。
2.材料准备:选取合适的金属板材作为原材料,根据设计图纸的尺寸要求切割成所需大小的材料块。
3.切割:根据设计图纸的要求,将金属板材进行切割。
常见的切割方法有剪切、火焰切割、等离子切割、激光切割等。
4.折弯:将切割好的金属板材通过折弯工艺,使其得到所需的形状。
折弯可以使用手工折弯、机械折弯、液压折弯等方式进行。
5.冲孔:根据设计图纸的要求,在金属板材上进行冲孔操作。
冲孔可以使用机械冲床、数控冲床等设备进行。
6.拼接:将多个冲孔和折弯好的零件进行拼接,使用焊接、螺钉拧紧、铆接等方式固定零件的位置。
7.表面处理:通过打磨、抛光、喷漆等方式对钣金件的表面进行处理,提高其外观和功能性能。
8.装配:将加工好的钣金件与其他零件进行组装,形成最终产品,完成钣金件加工。
9.检查:对加工好的钣金件进行检查,确保其尺寸、形状、表面质量和功能等符合要求。
10.包装和发货:对合格的钣金件进行包装,以保护其在运输过程中不受损坏,然后按照客户要求进行发货。
总之,钣金件加工是一个涉及多种工艺的复杂过程,需要依靠先进的设备和熟练的技术工人来完成。
在这一过程中,每个环节的操作都需要严格按照设计图纸的要求进行,确保加工出来的钣金件满足客户的要求和使用需求。
汽车钣金加工工艺流程
汽车钣金加工是将3000系列的钢板、铝板、合金板利用冲压、弯折、拉伸、锻成一定形状的工艺。
它所用的材料多为各种钢材、铝材、塑料和不锈钢,是生产车身件的关键步骤之一。
汽车钣金加工流程一般包括以下步骤:
1、设计图纸:先根据零件的外形、尺寸及其他要求,设计工艺图纸,并把各个工步的加工参数及技术要求列入图纸中,以备加工时使用。
2、厚度测量:首先要测量每个金属板的厚度,确认符合要求的板是否满足加工要求。
尤其是制作各种大型汽车外观件时,要特别注意每块板的厚度是否一致,否则容易造成装配和调整时无法满足加工要求。
3、冲压:将钢板、铝板等金属板放入冲床中,按照图纸要求进行冲压加工组装,以达到设计要求的零件形状。
4、焊接:将钣金零件组装在一起,再用电焊机或氩弧焊等焊接方式把所有零件连接起来,以形成一个完整的零件。
5、喷涂:完成所有的焊接步骤后,把零件放置在特殊的气密罩内,进行喷涂烤漆,以增强零件外观及耐腐蚀性能。
6、装配:在加工完成后,将每个零件按图纸规定将之装配在一起,以组装成一个完整的部件。
汽车钣金加工要求加工工艺完善、工艺流程严谨以及各个细节的把握,而这些都要求技术加工熟练的技工来完成,以使汽车钣金更美观、更具艺术性。