PLC梯形图语句指令表.ppt
- 格式:ppt
- 大小:312.50 KB
- 文档页数:21
快速学看PLC梯形图和语句表第一章认识PLC1.1 PLC的基本组成1.1.1 PLC的面板介绍1.1.2 PLC的基本结构与组成1.2 PLC的工作原理1.3 PLC的编程语言1.3.1 梯形图(LD)1.3.2 指令语句表 (IL)1.3.3 顺序功能图(SFC)1.3.4 功能模块图语言(FBD)1.3.5 结构化文本语言(ST)1.4编程软件安装与使用1.4.1 STEP7-Micro/WIN V4.0 SP3编程软件的基本功能1.4.2 STEP7-Micro/WIN V4.0编程软件的安装1.4.3 STEP7-Micro/WIN V4.0编程软件的主界面1.4.4 计算机与PLC通信连接1.4.5 程序编辑与调试运行第二章识读西门子S7-200系列PLC 编程元件及寻址方式2.1 识读西门子S7-200系列PLC的编程元件2.1.1 输入继电器(I)2.1.2 输出继电器(Q)2.1.3 辅助继电器(M)2.1.4 特殊继电器(SM)2.1.5 顺序控制继电器(S)2.1.6 变量存储器(V)2.1.7 局部变量存储器(L)2.1.8 定时器(T)2.1.9 计数器(C)2.1.10 模拟量输入映像寄存器(AI)与模拟量输出映像寄存器(AQ)2.1.11 高速计数器(HC)2.1.12 累加器(AC)2.2 识读S7-200PLC存储器的数据类型与寻址方式2.2.1 基本数据类型2.2.2 寻址方式第三章识读西门子S7-200系列PLC基本指令3.1 识读基本逻辑指令3.1.1 位触点及线圈指令3.1.2 置位与复位指令3.1.3 立即I/O指令3.1.4 边沿脉沖指令3.2 识读定时器与计数器3.2.1 定时器3.2.2 计数器第四章识读PLC常用基本控制程序4.1 识读梯形图4.1.1 如何识读梯形图4.1.2 识读梯形图的具体方法4.2 识读指令语句表4.2.1 如何识读指令语句表4.2.2 识读指令语句表的具体方法4.3 识读PLC常用基本控制程序4.3.1 启保停控制程序4.3.2 联锁控制程序4.3.3 延时通断控制程序4.3.4 顺序延时接通控制程序4.3.5 顺序循环接通控制程序4.3.6 长时间延时控制程序4.4.7 脉冲发生器控制程序4.4.8 多地控制程序第五章识读步进顺序控制与编程5.1识读顺序功能图5.1.1 顺序功能图的组成要素5.1.2 顺序功能图的基本结构5.1.3 绘制顺序功能图的注意事项5.2 识读步进顺控指令的编程5.2.1 步进顺控指令5.2.2 单序列结构的编程方法5.2.3 选择序列的编程方法5.2.4 并行序列的编程方法5.3 识读3台电动机的PLC步进控制程序第六章识读西门子S7-200系列PLC的功能指令6.1 识读传送指令6.1.1字节传送指令6.1.2 字传送指令6.1.3 双字传送指令6.1.4 实数传送指令6.2 识读比较指令6.2.1字节比较指令6.2.2整数比较指令6.2.3 双字整数比较指令6.2.4 实数比较6.3 识读运算指令6.3.1 加、减、乘、除指令6.3.2 加1、减1指令6.4 识读数据转换指令6.4.1 字节与整数转换指令6.4.2 整数与双整数转换指令6.4.3 双整数与实数的转换指令6.4.5 整数与BCD码转换指令6.5 识读跳转指令6.6 识读子程序指令6.7 识读中断指令第七章识读电动机的PLC控制7.1 识读三相异步电动机的自动正反转控制电路7.2 识读单按钮控制电动机的启动与停止电路7.3 识读三相异步电动机的星三角降压启动控制电路7.4 识读3台电动机的星三角降压顺序启动控制电路7.5 识读单管能耗制动控制电路第八章识读机械设备的PLC控制8.1 识读CA6140普通车床的PLC控制8.1.1 识读控制要求8.1.2 主电路、PLC的I/0接线8.1.3 梯形图和指令语句表8.1.4 电路工作过程8.2 识读X62W万能铣床的PLC控制8.2.1 识读控制要求8.2.2 主电路;PLC的I/0接线8.2.3 梯形图和指令语句表8.2.4 电路工作过程8.3 识读多种液体混合装置8.3.1 识读控制要求8.3.2 PLC的I/0接线及I/0地址分配8.3.3 顺序功能图、梯形图,指令语句表8.3.4 电路工作过程友情提示:本资料代表个人观点,如有帮助请下载,谢谢您的浏览!。
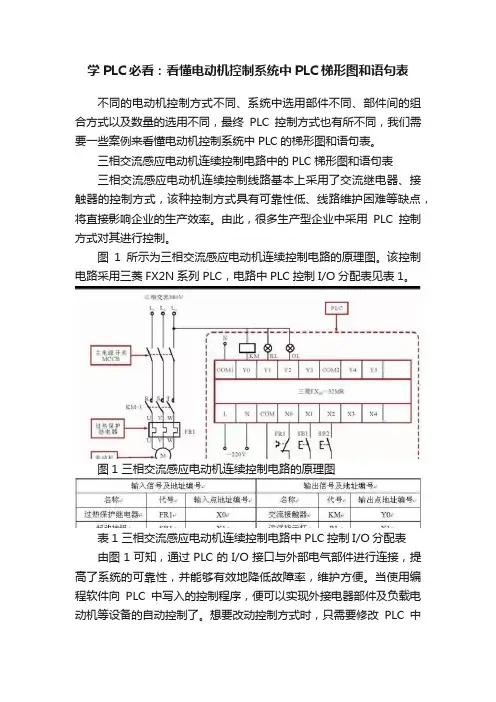
学PLC必看:看懂电动机控制系统中PLC梯形图和语句表不同的电动机控制方式不同、系统中选用部件不同、部件间的组合方式以及数量的选用不同,最终PLC控制方式也有所不同,我们需要一些案例来看懂电动机控制系统中PLC的梯形图和语句表。
三相交流感应电动机连续控制电路中的PLC梯形图和语句表三相交流感应电动机连续控制线路基本上采用了交流继电器、接触器的控制方式,该种控制方式具有可靠性低、线路维护困难等缺点,将直接影响企业的生产效率。
由此,很多生产型企业中采用PLC控制方式对其进行控制。
图1所示为三相交流感应电动机连续控制电路的原理图。
该控制电路采用三菱FX2N系列PLC,电路中PLC控制I/O分配表见表1。
图1 三相交流感应电动机连续控制电路的原理图表1 三相交流感应电动机连续控制电路中PLC控制I/O分配表由图1可知,通过PLC的I/O接口与外部电气部件进行连接,提高了系统的可靠性,并能够有效地降低故障率,维护方便。
当使用编程软件向PLC中写入的控制程序,便可以实现外接电器部件及负载电动机等设备的自动控制了。
想要改动控制方式时,只需要修改PLC中的控制程序即可,大大提高调试和改装效率。
图2所示为三相交流感应电动机三菱FX2N系列PLC连续控制梯形图及语句表。
图2 三相交流感应电动机三菱FX2N系列PLC连续控制梯形图及语句表根据梯形图识读该PLC的控制过程,首先可对照PLC控制电路和I/O分配表,在梯形图中进行适当文字注解,然后再根据操作动作具体分析起动和停止的控制原理。
1.三相交流感应电动机连续控制线路的起动过程图3所示为PLC连续控制下三相交流感应电动机的起动过程。
图3 PLC连续控制下三相交流感应电动机的起动过程1 当按下起动按钮SB1时,其将PLC内的X1置“1”,即常开触点X1闭合。
1→2 输出继电器Y0线圈得电,控制PLC外接交流接触器KM线圈得电。
→2-1 自锁常开触点Y0闭合,实现自锁功能;→2-2 控制运行指示灯Y1的常开触点Y0闭合,Y1得电,运行指示灯RL点亮。
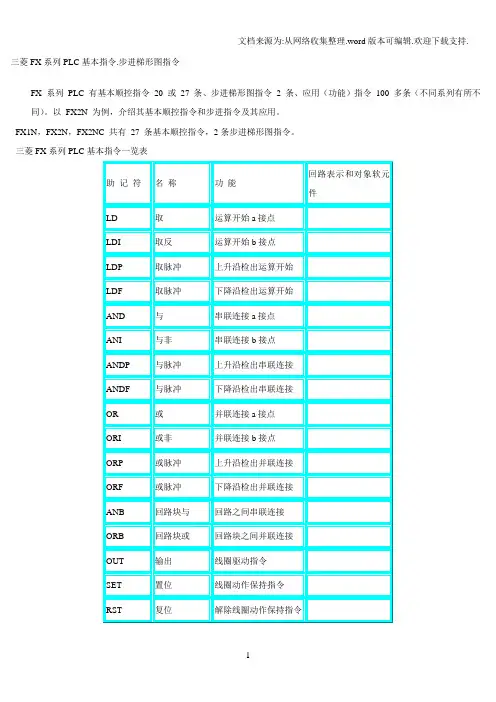
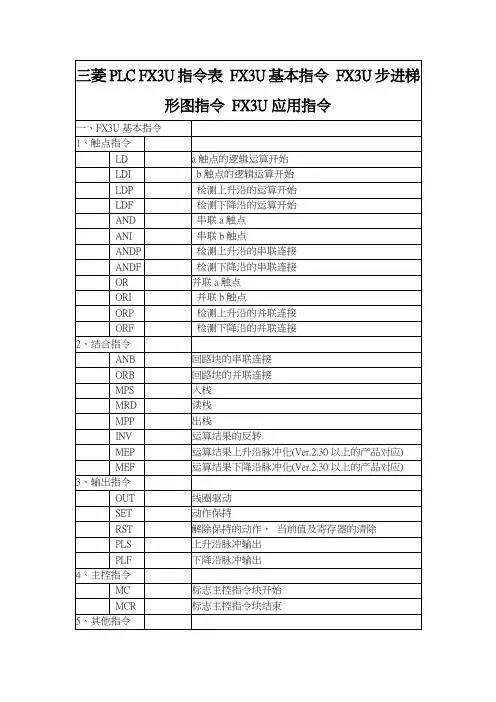
三菱FX系列PLC基本指令.步进梯形图指令FX 系列PLC 有基本顺控指令20 或27 条、步进梯形图指令2 条、应用(功能)指令100 多条(不同系列有所不同)。
以FX2N 为例,介绍其基本顺控指令和步进指令及其应用。
FX1N,FX2N,FX2NC 共有27 条基本顺控指令,2条步进梯形图指令。
三菱FX系列PLC基本指令一览表FX系列PLC —取指令与输出指令(LD/LDI/LDP/LDF/OUT)( 1 )LD (取指令)一个常开触点与左母线连接的指令,每一个以常开触点开始的逻辑行都用此指令。
( 2 )LDI (取反指令)一个常闭触点与左母线连接指令,每一个以常闭触点开始的逻辑行都用此指令。
( 3 )LDP (取上升沿指令)与左母线连接的常开触点的上升沿检测指令,仅在指定位元件的上升沿(由OFF → ON )时接通一个扫描周期。
( 4 )LDF (取下降沿指令)与左母线连接的常闭触点的下降沿检测指令。
( 5 )OUT (输出指令)对线圈进行驱动的指令,也称为输出指令。
取指令与输出指令的使用如图 1 所示。
图 1 取指令与输出指令的使用取指令与输出指令的使用说明:1 )LD 、LDI 指令既可用于输入左母线相连的触点,也可与ANB 、ORB 指令配合实现块逻辑运算;2 )LDP 、LDF 指令仅在对应元件有效时维持一个扫描周期的接通。
图3-15 中,当M1 有一个下降沿时,则Y3 只有一个扫描周期为ON 。
3 )LD 、LDI 、LDP 、LDF 指令的目标元件为X 、Y 、M 、T 、C 、S ;4 )OUT 指令可以连续使用若干次(相当于线圈并联),对于定时器和计数器,在OUT 指令之后应设置常数K 或数据寄存器。
5 )OUT 指令目标元件为Y 、M 、T 、C 和S ,但不能用于X 。
FX系列PLC —触点串联指令(AND/ANI/ANDP/ANDF)( 1 )AND (与指令)一个常开触点串联连接指令,完成逻辑“与”运算。