冲压手册
- 格式:pdf
- 大小:610.30 KB
- 文档页数:33
目 录录序号序号 内容内容页次页次 1 冲压力的计算冲压力的计算 2 2 工作行程工作行程4 3 凸模托料面的设计凸模托料面的设计 9 4 压件器的强度设计压件器的强度设计 11115 压件器与凹模分界的设定压件器与凹模分界的设定 13136 翻边模刃口的种类及使用翻边模刃口的种类及使用 15157 翻边顶出器的安装标准翻边顶出器的安装标准 25258 退料块及定位块的形状退料块及定位块的形状 28289 翻边变形对策翻边变形对策 3030 1010 铸件壁厚设计铸件壁厚设计 3232 1111 铸造铸造减轻孔设计减轻孔设计减轻孔设计33331.冲压力的计算冲压力的计算1.1.弯曲成形力的计算PB=1/2*σb*L*t P B=σB*L*t P B=3/2*σB*L*tPB=2*σB*L*t P B=2/3*σB*L*t P B=5/6*σB*L*t=0.8*L*t2*σB/(R+t) P B=7/6*σB*L*t P B=3/2*σB*L*t注:⑤、⑥、⑦、⑧其底面如需墩死成,弯曲成形力取计算值的1.5-2倍。
压料力压料力一般为压弯力的15%-30%。
为冲压开始点的压料力外板P=0.3 P B (N)内板P=(0.15-0.2)PB(N)内板件在成形时,如有向外拉料的可能时(如下图示),应加大压料力,计算方法与外板相同。
1.3.弯曲整形力的计算 弯曲整形力P=F*qF:为整形部分的投影面积(mm 2)q:为整形所需的单位压力(MPa),见数据下表: 材料厚度 材料厚度 材料 <3 3~10 材料 <3 3~10 08~20号钢 80~100 100~120 8TiL 120~150 150~180 20~35号钢 100~120120~15010TiL150~180180~210工作行程2.工作行程2.1.翻边行程2.1.1.平面及断面形状为直线时,制件末端距凹模圆角R切点3mm,如下图2.1.2.翻边线为折曲线时,在冲压方向上保证翻边行程L不变。
材料成型工艺MaterialFormingTechnology课程编号:07310060学分:6学时:90(其中:讲课学时:78实验学时:12上机学时:0)先修课程:材料成型原理、金属学及热处理、机械设计基础适用专业:材料成型及控制工程教材:《金属材料液态成型工艺》贾志宏编化学工业出版社2008年2月第1版《金属材料焊接工艺》雷玉成主编化学工业出版社,2006年8月第1版《冲压工艺与模具设计》牟林、胡建华主编.北京大学出版社2010年3月第2版开课学院:材料科学与工程学院一、课程的性质与任务:本课程是材料成型与控制工程专业的一门主要专业基础课。
本课程的任务是掌握金属液态成型工艺的方法、金属板料成形技术、焊接电弧及焊接方法等三大部分知识。
通过本课程的学习,了解常见的液态成型、板料成形、焊接工艺方法。
为学习有关专业课程、从事生产技术工作和管理工作打好热加工工艺知识基础;了解热加工的新工艺、新技术、新方法和发展趋势。
二、课程的基本内容及要求第一篇液态成型工艺绪论1基本内容金属液态成型工艺发展历史,液态成型工艺流程。
2教学要求了解铸造产业的发展概况;了解铸造生产的基本流程和工艺种类。
3重难点液态成型工艺的基本类型、流程及发展趋势。
第一章零件结构的铸造工艺性分析1基本内容(1)常用铸造方法的选择;(2)砂型铸造零件结构的工艺性分析;(3)特种铸造零件结构的工艺性分析。
2教学要求(1)了解各种铸造方法的特点;熟悉铸造方法选用的依据(2)掌握砂型铸造零件结构的工艺性分析方法;(3)熟悉特种铸造零件结构的工艺性分析方法。
3重难点铸造工艺性分析的方法和思路。
第二章砂型铸造工艺方案的确定1基本内容(1)工艺设计内容及流程;(2)砂型铸造工艺方案确定的基本原理;2教学要求(1)熟悉铸造工艺设计的依据、内容及流程;(2)掌握砂型铸造工艺方案制定的原理及方法。
3重难点(1)生产纲领、生产条件对工艺方案制定的影响;(2)分型面及浇注位置的确定。
江苏省自学考试《冲压工艺与模具设计》课程设计计算书设计题目力调节杠杆的级进模冲压设计学生姓名准考证号指导老师成绩评定南京工程学院二〇一三年十月目录前言 .............................................................................................................................................................................. - 3 -1.绪论................................................................................................................................................................................. - 4 -1.1课题设计简介及意义.................................................................................................................................... - 4 -1.2 冲压工艺分类 ................................................................................................................................................ - 4 -1.3国内模具的现状和发展趋势...................................................................................................................... - 5 -2.冲压件工艺性分析..................................................................................................................................................... - 8 -2.1分析冲压件工艺性 ........................................................................................................................................ - 8 -2.2.拟定冲压工艺方案 ....................................................................................................................................... - 9 -3.冲裁模工艺计算及设计.......................................................................................................................................... - 10 -3.1 冲裁尺寸计算 .............................................................................................................................................. - 10 -3.2 冲裁工艺力计算.......................................................................................................................................... - 12 -3.3模具刃口尺寸计算 ...................................................................................................................................... - 14 -4.模具主要零件的设计 .............................................................................................................................................. - 16 -4.1 凸凹模结构设计.......................................................................................................................................... - 16 -4.2 凹模固定板................................................................................................................................................... - 17 -4.3凸模固定板.................................................................................................................................................... - 18 -4.4 卸料板 ............................................................................................................................................................ - 18 -4.5定位零件设计................................................................................................................................................ - 19 -4.6 卸料橡胶的设计.......................................................................................................................................... - 19 -4.7其他结构设计................................................................................................................................................ - 20 -4.8冲压设备的选择........................................................................................................................................... - 20 -5. 设计并绘制装配总图............................................................................................................................................ - 22 -7.主要参考资料 ............................................................................................................................................................ - 24 -8.附件 ............................................................................................................................................................................ - 25 -前言力调节杠杆冲压工艺及冲压模具设计,通过对冲压件的全面分析和有关冲压工艺的资料阅读,了解有关模具设计的基本概况,确定合理的冲压工艺方案,设计冲压工序的模具,使用标准的模架,使用UG三维绘图软件绘制模具三维图,对冲压机构进行工艺分析。
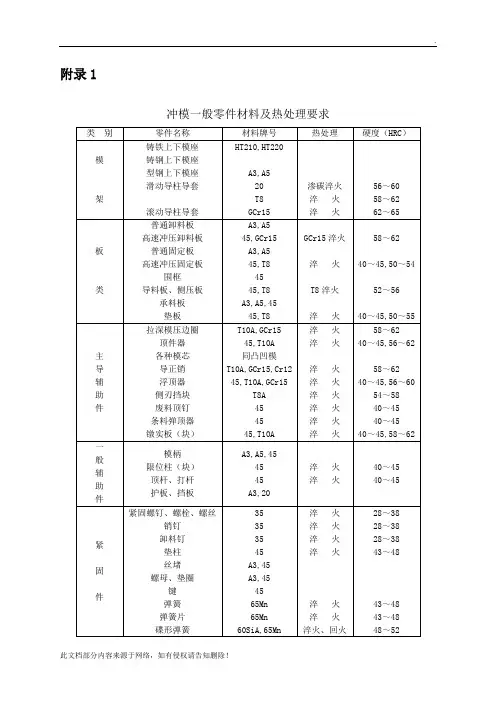
附录1冲模一般零件材料及热处理要求常用金属材料牌号冲压常用金属材料规格轧制薄钢板规格(单位为:mm)附录 4冲压模具主要材料的许用应力①对小直径有导向的凸模此值可取2000~3000MPa。
附录 5 冲压常用公差配合表附录 6开式压力机规格附录 7冲裁和拉深件未注公差尺寸的极限偏差注:包容尺寸——当测量时包容量具的表面尺寸称为包容尺寸。
如孔径或槽宽。
被包容尺寸——当测量时被量具包容的表面尺寸称被包容尺寸。
如圆柱体直径和板厚等。
暴露表面尺寸——不属于包容尺寸和被包容尺寸的表面尺寸称为暴露尺寸。
如凸台高度、不通孔的深度等。
附录 8冲模零件表面粗糙度对照表GB1031-83(新标准) GB1031-1968 (旧标准) 级别使 用 范 围粗糙度数值m μ标准示例0.1 10∇ 抛光的转动体表面0.2 9∇ 抛光的成形面及平面0.48∇1.压弯、拉深、成形的凸模和凹模工作表面2.圆柱表面和平面的刃口3.滑动和精确导向的表面0.87∇1.成形的凸模和凹模刃口;凸模凹模镶块的接合面2.过盈配合和过渡配合的表面——用于热处理零件3.支承定位和坚固表面——用于热处理零件4.磨加工的基准面;要求准确的工艺基准表面1.66∇1.内孔表面——在非热处理零件上配合用2.模座平面3.2 5∇ 1.不磨加工的支承、定位和坚固表面——用于非热处理的零件 2.模座平面6.3 4∇ 不与冲压制件及冲模零件接触的表面12.53∇粗糙的不重要表面25∞不需机械加工的表面注:1.在有利于加工,但又不影响表面功能的前提下,旧标准的等级一般就转换成新标准粗糙度数值中最靠近的下挡值。
如6∇应转换成3.2m μ。
2.当表面要求较高时,旧标准的等级应转换成新标准粗糙度数值中最靠近的上挡值。
如6∇应转换成1.6m μ附录9冲压模具常用标准件一、冲压模架的型号与选择《冲模模架》标准是1991年5月1日由国家技术监督局批准并颁布实施的。
该标准是在原《冷冲模》国家标准基础上修订的新标准。
大学生生涯人物访谈记录访谈时间:2008年10月26日访谈方式:电话采访访谈人:柯智鸿(下用H)被访谈人:某公司的机械工程师陈某(下用X)被访谈人简介:陈某,1995年从学校毕业,科班钳工,干了十几年的机械,现在为某公司的机械工程师,可以算是工作岗位上的骨干。
访谈内容:H:对于我们这些工科的学生来说实践是非常重要的。
那么我们实践时要注意些什么?X:要说实践时要注意什么的话,我想从身边的细节做起是十分重要的。
对于你的本职工作,如果上司问到你,你能做到够脱口而出,信手拈来,你的位置就基本占稳了。
如果还有足够的细心和热情,掌握上下工序的细节,左右同事的工作状况,你就有机会坐在中干例会上向GM提交计划,汇报工作了。
再向上,就不用我说了。
可惜的是,大多数人,对于这些琐碎无动于衷,使得自己的梦想最终变成幻想。
现实是:无论你做什么岗位,琐事才是工作的常态。
即便颇具挑战性的项目,吸引人的,往往也仅仅是结果,而不是过程。
其实,在车间也是有方法的。
光看永远代替不了动手操作,你永远发现不了自己设计的倒霉结构会浪费工人多少时间。
当然,如果你还能讲一两个暧昧的笑话,与工人打成一片,你会发现,他们中,相当一部分人,除了当年不爱读书,比你少背了几本手册以外,与你是一样有才的。
H:您认为学校中的哪些课程对这个行业比较有帮助?X:嗯,机械原理、机械制图还有材料力学、理论力学之类的力学,工程材料、成型技术、机械设计……其实这些都会或多或少用到,不过,工作中大部分要用到的知识还是要你自己找资料学习。
H:您认为我们在学校学习时应该注意些什么?要培养些什么能力?或者说,在我们工作时自己要具备哪些知识、技能?X:据说,大学的教育,目的之一就是培养学生的自学能力。
糟糕的是,在这一点上,很多人出校门和进校门之前没有太大区别。
具备自学能力,才真正具备处理事务的能力。
做机械的,遇到的问题,其实多数情况下根本不是问题,仅仅是一些知识点。
我在工作时遇到的问题时处理问题的一般顺序是:1,翻查机械设计手册;2,上网搜;3,去书店查;4,去图书馆查。
会田冲压手册简介
一、手册概述
本手册旨在提供关于会田冲压工艺的全面指南,包括冲压工艺简介、冲压材料特性、冲压设备种类、冲压模具设计、冲压生产流程、冲压质量控制、安全操作规程以及维护与保养等方面的信息。
本手册是针对从事冲压生产的相关人员编写的,以便他们更好地了解和掌握冲压技术,提高生产效率和质量。
二、冲压工艺简介
冲压是一种通过模具对材料施加压力使其变形或分离的金属加工工艺,广泛应用于汽车、家电、电子等行业的零部件制造。
冲压工艺可以根据加工目的分为分离、成形和精整三种类型。
三、冲压材料特性
冲压所用的材料主要为金属,如钢板、不锈钢、铝等。
不同材料具有不同的物理和机械性能,如硬度、韧性、强度等,这些性能直接影响冲压加工的效果。
在选择冲压材料时,需根据产品用途和加工要求进行综合考虑。
四、冲压设备种类
冲压设备是实现冲压工艺的装置,主要分为压力机和冲压生产线两类。
压力机按其结构可分为机械压力机、液压压力机和液压气动压力机等;冲压生产线则包括冲压机、模具、传送装置等。
根据实际生产需要选择合适的设备类型,可提高生产效率和产品质量。
五、冲压模具设计
模具是实现冲压工艺的关键工具,其设计质量直接影响产品的质量和生产效率。
设计模具时需充分考虑材料的特性、模具结构、使用寿命等因素,以确保模具具有良好的刚性、强度和耐磨性。
同时,模具设计应尽量简单易操作,方便维修和更换易损件。
六、冲压生产流程
1.下料:将材料按照模具尺寸进行裁剪,准备好待加工的板料。
2.定位:将裁剪好的板料放入模具中,并调整好位置,以便进行后续的加工。
模具类主要书目1模具设计与模具制造简明手册冯炳尧上海科学技术出版社2PRO/ENGINEERWILDFORE模具设计实例精解曹岩机械工业出版社3SOLIDEDGE模具设计王恒机械工业出版社4SOLIDWORKS2005曲面建模实例精解曹岩机械工业出版社5PRO/ENGINEER实战习机设计模具篇祝凌云人民邮电出版社6简易模具设计与制造罗启全广东科技出版社7冲压设计资料王孝培机械工业出版社8冲模设计手册张鼎新机械工业出版社9模具制造技术胡石玉东南大学出版社10冷冲压与塑料成型――工艺模具设计(上)翁其权机械工业出版社11MASTERCAM模具设计超级宝典严烈冶金工业出版社12精通PRO/ENGINEERWILOFIRE(野火版)模具设计经典实例教程张武军西安电子科技大学13PRO/ENGINEER200/模具设计林清安清华大学出版社14CIMATRON模具设计与制造指导章永建清华大学出版社15MASTERCAM模具设计教程7董瑞杰中国石化出版社16UGNX2模具设计康朋工作室机械工业出版社17中文PRO/ENGINEER2003模具设计案例教程闵好年冶金工业出版社18PRO/ENGINEER2001模具设计与制造实用教程阮锋机械工业出版社19SOLIDWORKS2004模具设计实例精解殷国富机械工业出版社20PRO/ENGINEERWILDFIRE2.0模具设计余强中国铁道出版社21中国机械制造技术与装备精选集中国模具工业协会机械工业出版社22实用模具技术手册陈孝康中国轻工业出版社23SOLIDWORKS2004模具设计魏峥机械工业出版社24PRO/MOLDESINGWILDFIRE2.0模具设计二代龙震工作室电子工业出版社25PRO/ENGINEER模具设计入门与实务戴兢志人民邮电出版社26PRO/ENGINEER模具设计WILDFIRE2.0林清安电子工业出版社27MASTERCAM9.0系统学习与失训吴长德机械工业出版社28模具设计与模具制造简明手册冯炳尧上海科学技术出版社29实用模具技术手册陈锡栋机械工业出版社30提高模具寿命指南冯晓曾机械工业出版社31模具材料应用手册(第二版)林惠国机械工业出版社32简明模具工实用技术手册彭建声机械工业出版社33模具制造手册德.K.STOECKHERT化学工业出版社34机床夹具设计手册徐鸿本辽宁科学技术出版社35模具工实用技术手册骆志斌江苏科学技术出版社36冷冲压工艺及模具设计刘心治重庆大学出版社37现代冲压技术张毅国防工业出版社38焊接冶金学(基本原理)张文越机械工业出版社39焊接冶金学(金属焊接性)周振丰机械工业出版社40冲压工艺湖南机械工程学会锻压分工会机械工业出版社41焊接过程现代控制技术陈善本哈尔滨工业大学出版社42弧焊电源(第三版)郑宜庭机械工业出版社43电焊工入门雒庆同机械工业出版社44金属管道焊接工艺柳全海机械工业出版社45冷冲压与塑料成型机械欧圣雅机械工业出版社46冲压模工艺与模具计算机辅助设计肖正祥国防工业出版社47模具数控加工武友德机械工业出版社48压力容器焊接结构工程分析王宽福化学工业出版社49塑料模具设计与制造齐卫东高等教育出版社50塑料滚塑与搪塑陈昌杰化学工业出版社51塑料机械使用与维护耿孝正中国轻工业出版社52双螺杆挤出机及其应用耿孝正中国轻工业出版社53冲压与塑料成型设备范有发机械工业出版社54塑料挤出机头典型结构120例王效岳中国轻工业出版社55塑料成型工艺与模具设计屈华昌机械工业出版社56CAD/CAM/CAE在塑料模具设计和制造中的应用陈泽人中国标准出版社57塑料薄膜的印刷与复合陈昌杰化学工业出版社58塑料成型模具轻工业出版社59实用塑料成型模具设计手册丁闻西安交通大学60塑料的机械加工范忠仁化学工业出版社61塑料成型加工实用手册龚浏澄北京科学技术出版社62注射成型模具设计108例(第二版)E.林纳中国轻工业出版社63塑料模具设计李秦蕊西北工业大学出版社64塑料挤出模具设计图册马全骏轻工业出版社65实用注塑模具设计陆宁中国轻工业出版社66模具工程H.瑞斯化学工业出版社67塑料模具设计陈志刚机械工业出版社68塑料模具设计与制造齐卫东高等教育出版社69塑料成型工艺与模具设计屈华昌高等教育出版社70塑料模具的设计与制造问答王桂洋机械工业出版社71塑料模具制造工艺魏万壁广东科技出版社72塑料工艺实验指南吴清鹤中国轻工业出版社73橡塑模具优化设计技术申长雨化学工业出版社74塑料模塑工艺与塑料模设计翁其金机械工业出版社75塑料合金及塑像共混改性辛浩波中国轻工业出版社76大型注塑模具设计奚永生中国轻工业出版社77精密注塑模具设计奚永生中国轻工业出版社78塑料异型材挤出模技术杨安昌机械工业出版社79塑料模具设计朱光力清华大学出版社80现代模具技术注塑成型原理与注塑模设计国防工业出版社81注射模具设计技术及实例于华机械工业出版社82注塑模设计张克惠西北工业大学出版社83塑料挤出成型技术张小文金顿出版社84塑料注射成型技术钟志雄广东科学出版社85塑料注射成型与模具张如彦中国铁道出版社86塑料注射模具设计――入门到精通张中元航空工业出版社87塑料制品与模具设计题集刘际泽中国轻工业出版社88注塑模具设计要点与图例许鹤峰化学工业出版社89注塑模具典型结构100例蒋继宏中国轻工业出版社90型腔模具设计与制造章飞化学工业出版社91塑料模具设计卜建新中国轻工业出版社92塑料成型工艺及模具简明手册王孝培机械工业出版社93塑料制品生产工艺手册吴培熙化学工业出版社94塑料收缩性张治华中国石化出版社95锻工工艺学中级本科学普及出版社96锻工工艺学机械工业部机械工人技术培训教材编审领导小组机械工业出版社97锻造工技师培训教材机械工业技师考评培训教材编审委员会机械工业出版社98锻工手册(上、下)锻工手册编写组机械工业出版社99锻压手册第一卷(锻造)中国机械工程学会锻压学会编机械工业出版社100锻压手册第2卷(冲压)中国机械工程学会锻压学会编机械工业出版社101冲压工艺与模具设计成虹电子科技大学出版社102锻压手册第3卷(锻压车间设备)中国机械工程学会锻压学会编机械工业出版社103挤压工艺及模具瞿德梅化学工业出版社104特种冲压模具与成型技术陈毓勋现代出版社105模具制造基础知识高松英次浙江科学技术出版社106钣金展开樊文宣北京出版社107冲压技术100例吉田弘美吉林人民出版社108钣金工必读:零件折弯与展开杨超培广东科技出版社109模具制造技术高木六弥北京模具技术协会110冷作工操作技能与考核金光辉机械工业出版社111冷冲压与塑料成型加工原理刘建超西北工业大学出版社112板金冲压工艺与窍门精选梁炳文机械工业出版社113板金展开作图法李采中国建筑工业出版社114新编钣金展开计算机实用手册梁绍华机械工业出版社115钣金实用技术问答毛昕北京出版社116冷作工艺学技工学校机械类通用教材编审委员会机械工业出版社117冷冲压技术问答(上、下)彭建声机械工业出版社118,材料冲压与冲模设计佳木斯农机学院机械工业出版社119冲压工(初级)唐桂花机械工业出版社120精冲技术涂光其机械工业出版社121实用冲压技术上海技术革新展览会上海科学技术出版社122冷冲压与塑料成型――工艺及模具设计(上、下)翁齐全机械工业出版社123实用钣金工夏臣甚机械工业出版社124挤出过程计算机模拟江顺亮机械工业出版社125冲压工艺及冲模设计翁齐全机械工业出版社126冷冲压技术翁齐全机械工业出版社127冷冲压技术叶文丰航空工业出版社128精密冲裁文集(1、2、3)129冷冲压工艺及冲模设计国防工业出版社130冷冲压塑料成型工艺与模具设计资料虞传宝机械工业出版社131钣金展开与加工工艺章飞机械工业出版社132钣金展开计算机瞿洪绪机械工业出版社133简便模具设计与制造北京出版社134冲压技术百问赵惠臣机械工业出版社135冲压工技能郑昌炳航空工业出版社136板料冲压加工137钣金模设计实例杜智敏机械工业出版社138冷冲压成型工艺与模具设计制造化学工业出版社139压铸模设计手册潘宪曾机械工业出版社140模具制造手册141钣金冲压工艺手册国防工业出版社142模具结构设计机械工业出版社143冷作工职业技能鉴定指南机械工业出版社144简明冷冲压工手册机械工业出版社145冲压手册王孝培机械工业出版社146冲压工艺模具设计郑家贤机械工业出版社147实用冷冲压工艺及模具设计手册杨玉英机械工业出版社148冲压模具设计结构图册化学工业出版社149实用钣金技术手册机械工业出版社150模具设计与制造简明手册上海科学技术出版社151简明精冲压手册周开华国防工业出版社152冲压加工技术手册轻工业出版社153红冲工艺与模具设计姜国权机械工业出版社154实用钣金冲压工艺图集梁炳文机械工业出版社155冲压模具设计与制造刘建超高等教育出版社156板料成型分析教程陈文亮&n,bsp;机械工业出版社157数控机床故障诊断与维修500例龚仲华机械工业出版社1,58冷冲压工艺,与模具图册机械工业出版社159冲压模具及设,备,&a,mp;n,bsp;徐政坤机械工业出版社160冲压模具简明设计手册化学工业出版社161模具制造手册机械工业出版社162中国模具设计大典(3、4、5)江西科学技术出版社163模具材料应用手册徐进机械工业出版社164实用模具设计与制造手册许发越机械工业出版社165模具技术问答机械工业出版社166中国模具标准件手册上海科学普及出版社167模具工职业技能鉴定指南机械工业出版社168模具计价办法参考手册机械工业出版社169模具标准汇编中国标准出版社170模具工实用手册周日华江西科学技术出版社171塑料模具设计制造与应用实例机械工业出版社172塑料模具设计手册机械工业出版社173冲压模具设计与制造徐政坤化学工业出版社174木模工入门陈培里浙江科学技术出版社175压铸模具设计及CAD于彦东电子工业出版社176压铸成型工艺与模具设计屈昌华高等教育出版社177压铸实用技术吴春苗广东科技出版社178模具的失效分析机械工业出版社179冲压塑压设备概论任建伟辽宁科学技术出版社180冲压塑压设备概论朱自成辽宁科学技术出版社181工模具制造工艺学(上、下)无锡无线电工业学校182机械压力机的操作与安全杨群电子工业出版社183模具标准译文集(1、2、3)机械工业部桂林电器科学研究所184锻压设备故障分析与排除方法航空工业出版社185锻横设计手册机械工业出版社186冲横速查计算尺原理与使用李广荣江苏科学技术出版社187冷锻工艺与模具卢险峰机械工业出版社188自由锻造工艺与胎横设计赵孟栋重庆机器制造学校189锻件质量分析锻件质量分析编写组机械工业出版社190横锻工工艺学科学普及出版社191胎横锻技术国防工业出版社192胎横锻工艺辛宗仁机械工业出版社193铝型材挤压模具设计、制造、使用及维修刘静安冶金工业出版社190冷挤压实用技术洪慎章机械工业出版社191冷挤压技术上海人民出版社192冷挤压工艺实践杨长顺国防工业出版社193轻合金挤压工具与模具(上)冶金工业出版社194板料冷压成型原理胡世光航空高等院校教材195冲模电火花加工上海星火厂编上海人民出版社196低熔点合金模具机械工业技术革新技术改造选编机械工业出版社197冲压与塑压成型设备孙凤勤高等教育出版社198冷冲模设计丁松聚机械工业出版社199铝型材挤压模具3D设计李积彬冶金工业出版社200实用板料冲模设计杜东福能源出版社201模具设计基础陈剑鹤机械工业出版社202冷冲压模具设计杜东福国防工业出版社203高级冲压锻压模具工技术与实例李集仁江苏科学技术出版社204冲压工艺模具学卢险峰机械工业出版社205多工位级进模与冲压自动化段来根机械工业出版社206冷冲压模具应用与设计入门傅尚仁广东科技出版社207模具制造工艺黄毅宏机械工业出版社208冷冲模制造与修理彭建声机械工业出版社209冷冲模制造与修理(第二版)彭建声机械工业出版社210注塑模设计与生产应用张国强化学工业出版社211多工位级进模设计邱永成国防工业出版社212锌基合金模具的设计制造及应用曾建华机械工业出版社213冲压工艺与模具设计成虹高等教育出版社214冲模技术涂光其机械工业出版社215冲模设计应用实例模具实用技术丛书编委会机械工业出版社216冲压工艺与冲横设计福建高级工业专门学校机械工业出版社217冷冲压模具设计上海仪表电训工业局218冲压模具设计与制造技术解汝异中国标准出版社219最近冲压模结构设计图集大田哲220冷冲模设计指导史铁梁机械工业出版社221冲裁模CAD/CAM系统余世浩机械工业出版社222新型冷冲压模具张延汉国防工业出版社223模锻工机械工业出版社224模具设计肖爱民北京希望电子出版社225冷冲模设计(第二版)赵孟栋机械工业出版社226汽车覆盖件模具设计赵孟栋机械工业出版社227经济冲压模具及其应用赵振铎化学工业出版社228冷冲模设计赵孟栋机械工业出版社229冲模设计与制造实用计算手册机械工业出版社230锌基合金冲压模具郑智爱中国农业机械出版社231最新塑料模具手册上海科学技术文献出版社232塑料成型工艺学成都科技大学中国轻工业出版社233塑料成型工艺与模具设计曹宏深机械工业出版社234实用塑料注射模设计与制造陈万林机械工业出版社235聚氨酸泡沫塑料(第二版)方禹声化学工业出版社236塑料注射模具制造实例郭肇强机械工业出版社237注塑成型工艺刘来英机械工业出版社238塑料挤出技术F.汗森中国轻工业出版社239型腔模设计李学铎西北工业大学出版社240型腔模设计李钟猛西北电训工程学院出版社241塑料压注成型加工机械工业出版社242塑料成型模具设计德群华中理工大学出版社243注塑用无滚溢模具村上字雄化学工业大学出版社244塑料模具设计轻工业出版社245塑料成型加工入门(日)森龙中国石化出版社246塑料注塑制作设计(美)罗伯特化学工业出版社247塑料注射成型模具的设计与制造(德)G.爱格斯中国轻工业出版社248塑料模设计手册机械工业出版社249塑料注射成型模具设计基础(二)机械工业部桂林电器科学研究室250塑料挤出成型模具设计马金骏中国轻工业出版社251塑料模设计(上、下/上附图、下附图)重庆252高级注塑模具工技术与实例江苏科学技术出版社253塑料注射成型技术金盾出版社254塑料压延成型技术金盾出版社255合成树脂及玻璃缸李国容化学工业出版社256树脂基复合材料王顺亭中国建材工业出版社257合成树脂与塑料工艺周菊兴化学工业出版社258橡胶模具设计方法与实例张秀英化学工业出版社259挤出理论及应用朱复华中国轻工业出版社260铝塑型材挤压形技术赵云路机械工业出版社261塑料制品及基成型模具设计邹继强清华大学出版社262塑料测试技术周继祥化学工业出版社。
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==冲压条件指导书篇一:冲压机作业指导书冲压机准动条件一、开工作业前作业指导书1、操作者必须熟悉设备的结构、性能及正确操作方法,懂得电气安全及捆绑吊挂知识,掌握起重吊运指挥信号,熟悉维护保养知识,凭设备操作证操作设备,严禁超负荷使用。
2、在进入工作岗位前应认真检查个人劳动防护用品是否齐全,佩戴是否正确后方可进入工作岗位。
3、作业前,必须认真检查机床机械传动部位、润滑系统、油泵,风压管路,正联锁空气分配阀管路、制动器、结合器动作、平衡器的作用是否正常。
4、如果滑块部分的重量全部被平稳,可用人力盘车,使主传动系统动作。
5、主电机空运转 3-5分钟,确认正常后,再试主电机运转开动制动器,结合器,先试寸动、单次,最后试连续动作,检查动作是否灵活可靠。
6、严禁上岗前喝酒。
7、按冲压机安全检查表项目逐一检查、异常时自己解决不了的报修处理,正常后再开动机床。
二、作业过程中作业指导书1、工作中随时注意运转情况,发现模具卡住,工件质量不合格或压力机有异状时,应立即停车检查、禁止带病作业。
2、调整,更换模具时必须停电停机,只能用手攀机,调整完毕后,先空转确认后方可试冲。
3、工作时只允许单次行程操作,不允许连续行程操作。
4、机床开动后,手、头严禁伸入冲头行程内,严禁一人操作一人送取料。
5、多人作业时要一人指挥并掌握脚踏或按钮。
要注意查看周围,确认他人已在安全位置时再踩脚踏或按按钮。
严格执行联合作业指导书。
6、冲压小配件时,双手在冲头行程内的必须使用光电保护器、双手按钮或专用夹持工具。
7、使用吊索具,与天车配合时,必须尊守《司索岗位操作工安全技术操作规程。
三、作业完毕后指导书1、工作完毕后,应脱开离合器,使滑块停在上死点,切断电源、风源,清理擦拭机床各部。
2、认真填写设备交接班记录。
储油油柜端盖冲压工艺及模具课程设计说明书(冲孔模)(终稿前稿)目录设计任务书及零件图 (2)绪论 (4)第一章设计要求 (7)第二章零件工艺性分析 (8)第三章冲压零件工艺方案的确定 (9)第四章工艺参数计算 (10)第五章模具的总体设计及装配 (15)第六章模具的动作过程和操作要求 (18)总结 (19)设计参考文献 (20)设计任务书及零件图任务书专业班级:材料成型及控制工程xxxx设计人:xxx设计题目:储油油柜端盖冲压工艺及模具设计设计参数:1。
零件尺寸如产品图所示。
2。
大批量生产.设计要求:1。
确立合理的工艺流程。
2。
保证材料的利用率及工件的精度3.如原产品设计不合理或工艺性差可提出修改方案.4。
保证模具的实用性和经济性.设计时间:X年X月X日——X年X月X日设计人:xxxx指导老师:xxx零件图如下图所示绪论改革开放以来,随着国民经济的高速发展,市场对模具的需求量不断增长。
近年来,模具工业一直以15%左右的增长速度快速发展,模具工业企业的所有制成分也发生了巨大变化,除了国有专业模具厂外,集体、合资、独资和私营也得到了快速发展。
浙江宁波和黄岩地区的“模具之乡”;广东一些大集团公司和迅速崛起的乡镇企业,科龙、美的、康佳等集团纷纷建立了自己的模具制造中心;中外合资和外商独资的模具企业现已有几千家。
近年许多模具企业加大了用于技术进步的投资力度,将技术进步视为企业发展的重要动力。
一些国内模具企业已普及了二维CAD,并陆续开始使用UG、Pro/Engineer、I-DEAS、Euclid-IS等国际通用软件,个别厂家还引进了Moldflow、C—Flow、DYNAFORM、Optris和MAGMASOFT等CAE软件,并成功应用于冲压模的设计中。
以汽车覆盖件模具为代表的大型冲压模具的制造技术已取得很大进步,东风汽车公司模具厂、一汽模具中心等模具厂家已能生产部分轿车覆盖件模具。
此外,许多研究机构和大专院校开展模具技术的研究和开发.经过多年的努力,在模具CAD/CAE/CAM技术方面取得了显著进步;在提高模具质量和缩短模具设计制造周期等方面做出了贡献。
目录前言 (2)设计内容 (3)一、工艺性分析 (3)二、工艺方案的确定 (3)三、模具结构形式的确定 (3)四、工艺设计 (4)(1)计算毛坯尺寸 (4)(2)画排样图 (4)(3)计算材料利用率 (5)(4)计算冲压力 (6)(5)初选压力机 (6)(6)计算压力中心 (6)(7)计算凸凹模刃口尺寸 (7)(8)卸料板各孔口尺寸 (7)(9)凸模固定板个孔口尺寸 (7)五、模具结构设计 (7)(1)模具类型的选择 (7)(2)定位方式的选择 (7)(3)凹模设计 (7)(4)凹模刃口与边缘的距离 (7)(5)确定凹模周界尺寸 (7)(6)选择模架及确定其他冲模零件尺寸 (8)六、绘制典型零件图和装配图 (9)七、结束语 (10)致谢 (10)参考文献 (11)前言随着经济的发展,工业产品技术的也在不断发展,各行各业对模具的需求量越来越大,技术要求也越来越高。
虽然模具种类繁多,但在“十一五”期间其发展重点应该是既能满足大量需要,又具有较高的技术含量,特别是目前国内尚不能自给、需大量进口的模具和能代表发展方向的大型、精密、复杂、长寿命模具。
又由于模具标准件的种类、数量、水平、生产集中度等对整个模具行业的发展有重大影响。
因此,一些重要的模具标准件也必须重点发展,而且其发展速度应快于模具的发展速度,这样才能不断提高我国的模具标准化水平,从而提高模具质量,缩短模具生产周期及降低成本。
由于我国的模具产品在国际市场上占有较大的价格优势,因此对于出口前景好的模具产品也应作为重点来发展。
而且应该是目前已有一定基础,有条件、有可能发展起来的产品。
如:1.大型精密塑料模具塑料模具占我国模具总量的比例正逐年上升,发展潜力巨大。
目前虽然已有相当技术基础并正在快速发展,但技术水平与国外仍有较大差距,总量也供不应求,每年进口几亿美元。
2.主要模具标准件目前国内已有较大产量的模具标准件主要是模架、导向件、推杆推管、弹性元件等。
OCCUPATION2011 12124“贷”乎,“借”乎?文/王铨美在上中等职业教育课程改革国家规划新教材语文《走向社会》一课时,笔者发现作者亚伦亚达引用了莎士比亚的名著《哈姆雷特》中波洛涅斯对儿子雷欧提斯的一段叮咛与以前自己看到的译文有一些差异。
此段叮咛是:“要记住:不要向人家借钱,也不要借钱给人家——尤其不要忘记,对自己要诚实。
”一、三种译法及差异笔者接着找来名著《哈姆雷特》几种不同的译本,细作比较,果然有不同的译法。
莎士比亚原作的原文是:“N e i t h e r a b o r r o w e r n o r a l e n d e r b e ; For loan oft loses both itself and friend, and borrowing dulls the edge of husbandry”. (Hamlet quote Act I, Sc. III)主要有三种不同的译法:A.勿告贷于友也勿贷之于友,因为后者常常致财友均失,而前者是豁费之首也。
(摘自“e书时空”免费电子书)B.不要向人告贷,也不要借钱给人;因为债款放了出去,往往不但丢了本钱,而且还失去了朋友,向人告贷的结果,容易养成因循懒惰的习惯。
(摘自《哈姆雷特》(第一幕,第三场)C .要记住:不要向人家借钱,也不要借钱给人家——尤其不要忘记,对自己要诚实。
(引自中等职业教育课程改革国家规划新教材语文(职业模块服务类)《走向社会》作者:亚伦亚达,第十一页)这三种有代表性的译法,差别也是明显的:第一种是把borrower nor a lender译成“贷出与贷入”;第二种是把borrower译为“告贷”,lender译为“借出”;第三种是把borrower nor a lender译成“借出与借进”。
二、“借”“贷”二字辨析在认真分析剧本中的上下情节的基础上,想要明白是用“贷”还是用“借”?哪一种译文更符合父亲波洛涅斯说话的本意?首先要搞清楚“贷”与“借”二字的本义及引申意义。
折弯机设计毕业设计折弯机设计毕业设计摘要在研究国内外折弯机械的发展状况和我国折弯机械存在的问题的基础上,根据零件作业的要求,设计了一种利用液压元件驱动单向作业的折弯机。
该机型采用曲柄滑块机构,解决了实际生产之中薄板材的折弯。
并且通过对机构的运动分析和计算,通过机构的转化来实现使折弯力在加工过程之中始终与零件时刻保持垂直的一台空调冷凝器后罩生产线上专用的三梁二柱式的非标准设备。
该折弯机的特点是结构简单,操作容易,工效高。
关键词:折弯机液压非标设备折弯机设计毕业设计AbstractIn studies the domestic and foreign knee bend machinery the development condition and our country bends at the knees in the question foundation which the machinery exists, according to the components work request, designed one kind to actuate the unidirectional work using the hydraulic pressure part the booklet bender.This type uses the crank slide organization, has solved during the actual production the thin plate knee bend.And through to the organization movement analysis and the computation, realizes through the organization transformation makes the knee bend strength throughout to maintain on a vertical air conditioning condenser rear cowl production line in the processing process with the components time the special-purpose three Liang two column type non-standard equipment.This booklet bender characteristic is the structure is simple, the operation is easy, the work efficiency is high.Key word: Folds the bender Hydraulic pressure Non-sign equipment折弯机设计毕业设计目录摘要 (I)Abstract (II)第1章绪论 (1)1.1国内外的科技现状 (1)1.1.1国内外的现状 (1)1.2选题目的和意义 (2)1.3本文主要研究内容 (2)第2章折弯产品的零件图 (3)第3章折弯机设计原理和机构方案的分析、比较、确定 (5)3.1折弯机设计原理的分析、比较、确定 (5)3.2 折弯机结构方案的分析、确定 (6)第4章折弯机设计的计算和结构说明 (7)4.1 折弯力的计算 (7)4.2 压边力的计算 (9)4.2.1压紧块的设计 (9)4.2.2 压边力的计算 (9)4.2.3压紧块中心位置的确定 (10)4.3 机架的受力分析 (11)4.3.1机架以及相关零件参数的确定 (11)4.3.2机架的受力分析 (13)4.4油缸的选取 (18)4.4.1压紧缸的选取 (18)4.4.2 折弯缸的选取 (19)4.5 液压系统的设计 (25)4.5.1负载分析 (25)4.5.2执行元件主要参数的确定 (25)4.5.3拟定液压系统原理图 (26)第5章典型零件的加工工艺过程 (28)折弯机设计毕业设计5.1导柱 (29)5.2压紧块的工艺安排 (31)结论 (38)致谢 (32)参考文献 (40)折弯机设计毕业设计CONTENTS Abstract (II)Chapter 1 Introduction (1)1.1Domestic and international current situation of science and technology. 11.1.1 Domestic and overseas status (1)1.2Purpose and significance of the theme (2)1.3The main research contents (2)Chapter 2Bending of product parts diagram (3)Chapter 3Bending machine design principle and mechanism analysis (5)3.1Bending machine design principle analysis, comparison, determine the. 53.2 Bending machine structure scheme analysis, determine the (6)Chapter 4Bending machine design calculation and structure (7)4.1 Bending force calculation (7)4.2 Blank holder force calculation (9)4.2.1The press block design (9)4.2.2 Blank holder force calculation (9)4.2.3The pressing block center position determination (10)4.3 A force analysis (11)4.3.1Housing and related parts parameters (11)4.3.2 A force analysis (13)4.4Cylinder selection (18)4.4.1The selection of pressure cylinder (18)4.4.2 The selection of pressure cylinder (19)4.5 The design of hydraulic system (25)4.5.1Load analysis (25)4.5.2Executive element to determine main parameters (25)4.5.3Formulation of the hydraulic system principle diagram (26)Chapter 5Typical parts machining process (28)5.1Guide pillar (29)折弯机设计毕业设计5.2Pressing block for process planning (31)Conclusion (38)Thanks (32)References (33)第1章绪论机械工业担负着国民经济各部门,包括工业,农业和社会生活各个方面提供各种性能先进,价格低廉,使用安全可靠的技术装备的任务,在现代化建设中是举足轻重的。
目录一、工艺性分析 (2)二、工艺方案的拟定 (3)三、模具结构形式的拟定 (3)四、工艺设计 (3)(1)计算毛坯尺寸 (3)(2)画排样图 (3)(3)计算材料运用率 (4)(4)计算冲压力 (5)(5)初选压力机 (6)(6)计算压力中心 (7)(7)计算凸凹模刃口尺寸 (8)五、模具结构设计 (8)(1)模具类型的选择 (8)(2)定位方式的选择 (8)(3)凹模设计 (8)(4)凸模设计 (9)(6)选择模架及拟定其他冲模零件尺寸 (10)六、装配图和零件图 (12)七、结束语 (12)致谢 (13)参考文献 (14)设计内容一、工艺性分析此工件只有落料和冲孔两个工序。
材料为08F,具有良好的冲压性能,适合冲裁。
工件结构相对简朴。
有一个Φ6的孔和两个非圆孔:孔与孔.孔与边沿之间的距离也满足规定,最小壁厚为4mm(小孔与边沿之间的距离)。
工件的尺寸所有为自由公差,可看作IT14级,尺寸精度较低,普通冲裁完全能满足规定。
但应注意::图1(1)有一定批量,应重视模具材料和结构的选择,保证一定的模具寿命。
(2)冲裁间隙,凸凹模间隙的拟定应符合制件的规定。
(3)各工序凸凹模动作行程的拟定应保证各工序动作稳妥、连贯。
二、工艺方案拟定该工件涉及落料.冲孔两个基本工序,可有以下三种方案:方案一:先落料,后冲孔.采用单工序模生产.方案二:落料------冲孔复合冲压.采用复合模生产.方案三:冲孔-------落料级进冲压.采用级进生产.方案一模具结构简朴,但需要两道工序两副模具,成本高而生产效率低,难以满足中批量生产规定,方案二只需要一副模具,工件精度及生产效率都能满足,模具轮廓尺寸较小,制导致本低。
方案三也只需一副模具,生产效率高,操作方便,工件精度也能满足规定。
通过对上述三种方案的分析比较,该工件冲压生产采用方案二为佳。
三、模具结构形式的拟定。
因制件材料较薄,为保证制件平整,采用弹性卸料装置。
为方便操作和取件可初选双立柱可倾压力机,横向送料。
冲压手册附录1冲模一般零件材料及热处理要求类别零件名称材料牌号热处理硬度(HRC)模架铸铁上下模座铸钢上下模座型钢上下模座滑动导柱导套滚动导柱导套HT210,HT220A3,A520T8GCr15渗碳淬火淬火淬火56~6058~6262~65板类普通卸料板高速冲压卸料板普通固定板高速冲压固定板围框A3,A545,GCr15A3,A545,T84545,T8GCr15淬火淬火58~6240~45,50~54导料板、侧压板承料板垫板A3,A5,4545,T8T8淬火淬火52~5640~45,50~55主导辅助件拉深模压边圈顶件器各种模芯导正销浮顶器侧刃挡块废料顶钉条料弹顶器镦实板(块)T10A,GCr1545,T10A同凸凹模T10A,GCr15,Cr1245,T10A,GCr15T8A454545,T10A淬火淬火淬火淬火淬火淬火淬火淬火58~6240~45,56~6258~6240~45,56~6054~5840~4540~4540~45,58~62一模柄A3,A5,4般辅助件限位柱(块)顶杆、打杆护板、挡板54545A3,20淬火淬火40~4540~45紧固件紧固螺钉、螺栓、螺丝销钉卸料钉垫柱丝堵螺母、垫圈键弹簧弹簧片碟形弹簧35353545A3,45A3,454565Mn65Mn60SiA,65Mn淬火淬火淬火淬火淬火淬火淬火、回火28~3828~3828~3843~4843~4843~4848~52附录 2常用金属材料牌号类别牌号类别牌号类别牌号类别牌号铸钢ZG35ZG45电工硅钢D11D12D21D31D32铸铁HT20-40HT25-47碳素工具钢T7T7AT8T8AT10T12T12A不锈钢1Cr132Cr133Cr134Cr131Cr18Ni9Ti铝及铝合金L2L3L5LY16LF21普通碳素钢A1A2A3A4A5B1B2B3B4B5合金结构钢20Cr40Cr40Mn245Mn238CrMoAl易切削钢Y12Y20镁锰合金MB1MB8紫铜T1 T2 T3高速钢W18Cr4VW6Mo5Cr4V2黄铜H62H68弹簧钢65Mn锡磷青铜QSn4.4-2.5QSn6.5-0.4轴承钢GCr15GCr9铝青铜QA17铍青铜QBe2优质碳素钢0810152035455009Mn10Mn2合金工具钢CrWMn9SiCrCrMnCrCr12Cr12MoV9Mn2VCr6WV3Cr2W8V8Cr3硬质合金YG3YG6YG8YT5YT15钛及钛合金TA2TA3TA6TC1附录 3冲压常用金属材料规格轧制薄钢板规格(单位为:mm)附录 4冲压模具主要材料的许用应力许用应力/MPa材料名称及牌号拉伸压缩弯曲剪切A2、A3、25108~147118~157127~15798~137 A5、40、50127~157137~167167~177118~147铸钢ZG35,ZG45—108~147118~14788~118铸铁HT20-40\HT25-47—88~13734~4425~34T7A硬度HRC54~58—539~785353~490—T8A,T10ACr12Mo 245981~1569①294~490—V,GCr15硬度HRC52~60A7硬度HRC52~60—294~392196~275—20(表面渗碳)硬度HS86~92—245~294——65Mn硬度HRC43~48——490~785—①对小直径有导向的凸模此值可取2000~3000MPa。
模具设计计算书零件简图:如图1 所示生产批量:小批量材料:Q235材料厚度:0.5mm未标注尺寸按照IT10级处理, 未注圆角R2.(图1)一、工艺方案:由零件图可知,该零件包含冲孔和落料两个工序。
形状较为规则,尺寸较小,精度要求IT10。
材料低硬度。
二、计算冲裁压力、压力中心和选用压力机1、排样方式的确定及材料利用率计算(1)排样方式的确定查《冲压手册》表2-17,两工件之间按矩形取搭边值b=2.5mm,侧边取a=2.5mm。
进料步距为h=12+2.5=14.5mm;条料宽度为B=(D+2×a)0-Δ,查《冲压手册》表2-19得,条料宽度偏差Δ=0.4mm,冲裁件垂直于送料方向的尺寸为D=45mm,则B=(D+2×a)0-Δ=(45+2×2.5)0-0.4=500-0.4mm(2)材料利用率计算板料规格选用0.5×1000×2000mm;采用纵裁时:每板的条数 n1=1000/40=25条每条的工件数 n2=2000/12.5=160件每板的工件数 n=n1×n2=25×160=4000个利用率为:η=4000×10×35/(1000×2000)×100%=70%采用横裁时:每板的条数: n1=2000/40=50条每条的工件数: n2=1000/12.5=80件每板的工件数: n=n1×n2=50×80=4000个利用率:η=4000×10×35/(1000×2000)×100%=70% 经计算横裁.纵裁时板料利用率相同都为70%,故采用横裁或纵裁都可以. 排样图如下图所示:2、计算冲裁力、卸料力:查表得材料Q235的抗张强度为δb=400MPa;落料尺寸:L1=90;冲圆形孔尺寸:L2=9.42,冲方形孔尺寸:L3=32 (1)落料力F落=L1tδb=90×0.5×400=18×103 N(2)冲孔力F2=L2tδb=9.42×0.5×400=1884 NF3=L3tδb=32×0.5×400=6400 NF冲=F2+F3=8284 N(3)冲孔推件力F推=nK推F冲(查表计算n=16 k=0.045 F冲=8284N)F推=16×0.04×8284=5964.5 N (4)落料时的卸料力F卸=k卸×F落=0.03×18×103=540 N冲床总压力F总=F冲+F推+F落+F卸=32.789×103 N3、确定压力中心计算出各个凸模的冲裁周边长度:L1=3.14×5=15.7mmL2=2×6+2×4=20mmL3=L2=20mmX1=55-8=47mmX2=18+10-2.5=25.5mmX3=10+10-2.5=17.5mmY1=Y2=Y3=15mm对整个工件选定x、y坐标轴,代入公式:X0=(L1X1+L2X2+L3X3)/(L1+L2+L3)=23.93mmY0=(L1Y1+L2Y2+L3Y3)/(L1+L2+L3)=15mm压力中心在工件中的位置是距右边为23.93-10=13.93mm,距中间15-10=5mm。
目 录录序号序号 内容内容页次页次 1 冲压力的计算冲压力的计算 2 2 工作行程工作行程4 3 凸模托料面的设计凸模托料面的设计 9 4 压件器的强度设计压件器的强度设计 11115 压件器与凹模分界的设定压件器与凹模分界的设定 13136 翻边模刃口的种类及使用翻边模刃口的种类及使用 15157 翻边顶出器的安装标准翻边顶出器的安装标准 25258 退料块及定位块的形状退料块及定位块的形状 28289 翻边变形对策翻边变形对策 3030 1010 铸件壁厚设计铸件壁厚设计 3232 1111 铸造铸造减轻孔设计减轻孔设计减轻孔设计33331.冲压力的计算冲压力的计算1.1.弯曲成形力的计算PB=1/2*σb*L*t P B=σB*L*t P B=3/2*σB*L*tPB=2*σB*L*t P B=2/3*σB*L*t P B=5/6*σB*L*t=0.8*L*t2*σB/(R+t) P B=7/6*σB*L*t P B=3/2*σB*L*t注:⑤、⑥、⑦、⑧其底面如需墩死成,弯曲成形力取计算值的1.5-2倍。
压料力压料力一般为压弯力的15%-30%。
为冲压开始点的压料力外板P=0.3 P B (N)内板P=(0.15-0.2)PB(N)内板件在成形时,如有向外拉料的可能时(如下图示),应加大压料力,计算方法与外板相同。
1.3.弯曲整形力的计算 弯曲整形力P=F*qF:为整形部分的投影面积(mm 2)q:为整形所需的单位压力(MPa),见数据下表: 材料厚度 材料厚度 材料 <3 3~10 材料 <3 3~10 08~20号钢 80~100 100~120 8TiL 120~150 150~180 20~35号钢 100~120120~15010TiL150~180180~210工作行程2.工作行程2.1.翻边行程2.1.1.平面及断面形状为直线时,制件末端距凹模圆角R切点3mm,如下图2.1.2.翻边线为折曲线时,在冲压方向上保证翻边行程L不变。
2.1.3.翻边凸缘宽度不等时,按照翻边宽度最宽处考虑,压入深度沿冲压方向同时开始翻边。
2.1.4.折弯线和翻边在同一条线上时折弯部比翻边高度深时,L>l1压入深度取L值。
翻边高度超出折弯线时,压入深度渐渐变化。
立斜面上的翻边,由于凹模运动方向与翻边方向有较大的相对滑动(其中凹模突出点与制件相对滑动的距离A最大,较缓斜面处的距离B最小),故凹模突出点至较缓斜面点之间的凹模口压入深度应设计成渐变。
凹模端部弧度大的情况下,如图所示加出余量:翻边线变化大,一个冲压方向不能成形,要分成两序完成,两序相接处最少要重合40mm。
2.2. 压件器工作行程计算2.3. 翻边顶出器的行程决定翻边顶出器工作行程的设定原则上为确保压件器脱开冲压件后才允许翻边顶出器工作。
C=A+α+βC:压件器工作行程 A:翻边行程 α:10mm (空行程)β:凹模镶块与冲压件接触时的干涉量2.3.1. 采用刚性限位(见左图)S =L+B+CS :翻边顶出器的行程 L:制件翻边高度 B:5-10mm(余量) C :压件器工作行程2.3.2. 采用弹性限位(见右图)适用于翻边顶出器的行程较大的场合。
弹簧B 弹力需大于弹簧A 的弹力。
弹簧A 和弹簧B 的行程应一致。
S =12(B+C )+L S :翻边顶出器的行程 L:制件翻边高度 B:5-10mm(余量) C :压件器工作行程3.凸模托料面的设计凸模托料面的设计3.1.托料面的结构尺寸托料面设计时,应注意方便制件的取放。
不会引起制件变形的部分,可沿形空开10mm(见下图左)。
压料面的符型区应与托料面对应,可比凸模托料面小5-10mm(见上图右)。
在产生回弹的部位,压件器不要让开。
3.2.凸模托料面不能挖空的情况整形或二次拉深时,凸模不要挖空,如下图:狭窄的件和狭窄的部位不要挖空。
制件回弹大与模面不符型时不要挖空。
3.3.应预测翻边整形时的压料效果,必要时,应加大相应的托料面和压料面。
压件器的强度设计4.压件器的强度设计4.1.压件器的材料一般为H T250,需用压件器成形时材料为H T300或合金铸铁。
4.2.有推力作用于压件器上时,要注意刚性,图为厚度最薄尺寸(铸铁件时)4.3.强度弱时采用铸钢或增设钢质镶块。
4.4.压件器需墩死时,其与上模的接触面应加大,断面面积小的部位的底面必须接触到底板;断面强度弱的部分,底面必须与底板接触。
4.5.压件器的导向大量生产时,顶出力大时使用导板顶出力小,少量生产时(但是,为方便制造时的调整,有时单侧必须用导板,推荐少采用)。
5.压件器与凹模分界的设定压件器与凹模分界的设定5.1.翻边圆角R≤1时:5.2.翻边圆角R>1时:5.3.倾斜的场合5.4.垂直翻边时(在制件外折角线分界):5.5. 整形翻边时不要在倾斜面上分块。
R>5时距切点2mm 分界;预想有回弹时,即使R ≤5,作为回弹对策,也可如上设计。
翻边圆角R ≤5,自折角线分界。
翻边圆角R >5,自切点以外分界。
6. 翻边整形模刃口的种类及使用翻边整形模刃口的种类及使用 6.1. 刃口的种类及淬火方法钢材类型:火焰淬火——7CrS iM n M oV;整体淬火——T10A、Cr 12M oV分块类型:铸钢——铸CH -1;铸铁——H T250、H T300、球墨铸铁、钼铬合金铸铁 整体类型:铸铁——H T300、球墨铸铁、钼铬合金铸铁 6.2. 采用规定开发纲领凸模凹模生产数量板厚 铸件类型 钢材镶块 铸件类型 钢材镶块 t >2.5mm…… Cr 12M oV …… Cr 12M oV 1.2mm<t ≤2.5mm 合金铸铁 Cr 12M oV T10A …… Cr 12M oV T10A 大批生产总计50万台以上 月产5000台以上t ≤1.2m 合金铸铁 H T300 Cr 12M oV T10A 铸CH -1 Cr 12M oV T10A t >2.5mm…… Cr 12M oV T10A …… Cr 12M oV T10A 1.2mm<t ≤2.5mm 合金铸铁 7CrS iM n M oV 铸CH -1 7CrS iM n M oVT10A 中批生产总计35万台以上 月产3500台以上t ≤1.2m H T300 7CrS iM n M oV合金铸铁 7CrS iM n M oVT10A t >2.5mm…… T10A …… Cr 12M oV T10A 1.2mm<t ≤2.5mm H T300 7CrS iM n M oV 合金铸铁 Cr 12M oV T10A 中小批量生产总计20万台以上 月产2000台以上t ≤1.2m H T250 7CrS iM n M oVH T300 7CrS iM n M oV t >2.5mm…… T10A …… Cr 12M oV T10A 1.2mm<t ≤2.5mm H T300 7CrS iM n M oV H T300 7CrS iM n M oV 小批生产总计15万台以下 月产1500台以下t ≤1.2m H T2507CrS iM n M oVH T3007CrS iM n M oV6.3. 翻边凹模设计翻边凹模刃口类型材质 备注6.4.翻边凹模标准形式6.4.1.铸造镶块形式B≥1.5*AA>60mm时设加强筋,凹模圆角需标注于模具图上。
6.4.2.钢材镶块形式一般B≥1.5*A。
A不小于40mm。
C及凹模R一定要在图纸中指出。
6.4.3.铸块+镶块形式B≥1.5*A。
凹模R一定要在图纸中指出。
螺孔不应透出有效型面。
标准刃口(即使翻边高度不同,刃口原则上也一样)倾斜刃口 A>B6.4.5. 镶块及铸造镶块凹模的大小尺寸为了易于搬运及研合,单个镶块质量应小于30kg 。
铸造镶块长度L ≤450mm,锻造镶块L ≤300mm。
6.4.6. 凹模反侧反侧的设置标准:在压弯翻边中,受到很大的力时加反侧。
翻边(压弯)凹模除螺钉销钉固定外,还要设键。
翻边(压弯)凹模除螺钉销钉固定外,采用挡墙结构。
翻边(压弯)凹模除螺钉销钉固定外,采用直接反侧块。
6.5.凹模的分块6.5.1.凹模的分块分别取决于凹模形状、重量、长度及钳工配间隙工艺,具体如下述: 为了制造容易,在平面上的直线部分块,在θº及R小时在R之切点以外的附近分块。
(以使钳工修角容易)翻边绫线为曲线时,原则上要在法线方向分块,但亦允许与切线成mi n 70º,ma x 110º的夹角分块。
凹模端头为尖角时,沿产品终止点加出a 尺寸,改成图式形状。
在断面形状上的镶块分块应避免出现特别的大的锐角。
A) 翻边线倾斜30º以下时:A值(钢mi n 15mm ;铸铁mi n 25mm)B)翻边线倾斜30º以上时:凹模镶块必须有挡墙或止退键。
卸压件器需先卸凹模时,应在凹模上涂红漆,并在图上加以指示。
此种结构尽量不选用。
6.6. 角部翻边凹模角部翻边,凹模磨损较严重,应注意以下事项: 6.6.1. 收缩翻边(收缩率15%以上),凹模角部镶钢口。
根据型面起伏决定钢口镶块的结构形式:下图结构,翻边高不足10mm 时,可以不要镶块钢口。
钢口镶块6.6.2.伸长翻边(伸长率15%以上),凹模工作表面需硬化处理。
伸长率=(L-l)/l*100%7.翻边顶出器的安装标准翻边顶出器的安装标准7.1.翻边顶出器的使用条件:配置翻边退料板时要考虑以下因素:制件转弯部位。
取得退料平衡的位置。
刚性好的部位。
封闭翻边时(封闭翻边长度在3mm以下,不是变薄翻边时,不设顶出器)。
翻边有夹件(包凸模)倾向时使用。
收缩翻边时使用。
伸长翻边时使用。
形状变化大时使用。
孔翻边(内圆翻边)时使用。
7.2.翻边顶出器的类型套筒式一体式气缸式(翻边不垂直时,使用这种形式)7.3. 翻边顶出器的布置与方向翻边顶出器的布置由顶出器的使用条件及制件形状决定,应考虑如下事项: 尽量在角部安装(角部夹件可能性较大); 在平衡处安装(翻边顶出器的间隔ma x 600mm); 考虑在投入取出时没有干涉(考虑定位块); 在制件刚性强的地方多设置;向上翻边时,翻边顶出器可安装到上模上(但要考虑润滑,润滑脂注入器等)。
前挡泥板后挡泥板发动机罩外板后盖门外板前门外板后门外板行李箱外板8. 退料块及定位块的形状 8.1. 退料块为确保翻边退件器同步退件,退料块形状与翻边形状线需吻合。
8.2.定位块A式B式能够采用凸模形状定位的,一般不使用定位块定位。
为防止定位块影响上件,在侧面一般设置B式定位块。
8.3.内缘翻边的翻边退料板9.翻边变形对策翻边变形对策9.1.翻边分类。