APMP制浆工艺流程 Microsoft Office Word 文档
- 格式:docx
- 大小:24.72 KB
- 文档页数:10
P-RC APMP化机浆系统操作规程目录01木片洗涤系统Chip washing01-1 木片洗涤启动组SEQ15.0 Chip washing start01-2 木片洗涤停止组SEQ15.1 Chip washing stop01-3 木片输送启动组SEQ16.0 chip transport start01-4 木片输送停止组SEQ16.1 Chip transport stop01-5 排渣收集系统SEQ17.0 Sluice chamber02 一段浸渍系统1st stage impregnation02-1一段浸渍系统开机启动组SEQ20.0 1st impregnation start02-2一段浸渍系统停机启动组SEQ20.1 1st impregnation stop03 二段浸渍系统2nd stage impregnation03-1 二段浸渍启动组SEQ25.0 2nd impregnation start03-2 二段浸渍停止组 SEQ25.1 2nd impregnation stop 04 一段磨浆组1st stage refining04-1 1#磨主电机启动准备04-2 1#磨主电机启动/停止04-3 一段螺旋启动组 SEQ30.0 Conveyors 1st stage start 04-4 一段螺旋停止组SEQ30.1 conveyors 1st stage stop04-5 一段蒸汽启动组SEQ31.0 Steam 1st stage start蒸汽旁通组条件SEQ31SC-steam BY PASS ON04-6 一段蒸汽吹扫组SEQ31.2 Blow out 1st stage04-7 一段生产启动组SEQ35.0 Production 1st stage start04-8 一段生产停止组SEQ35.1 Production 1st stage stop05高浓塔HC Tower (含在二段磨浆组中)06二段磨浆2nd stage refining06-1 2 #磨主电机启动/停止06-2 二段螺旋组启动SEQ40.0 Conveyors 2nd stage start06-3 二段螺旋停机组SEQ40.1 Conveyors 2nd stage stop06-4 二段蒸汽启动组SEQ41.0-Steam 2nd stage start蒸汽旁通组条件SEQ41.1SC-steam BY PASS ON06-5 二段吹扫组SEQ41.2 Blow out 2nd stage06-6 二段生产启动组SEQ45.0 Production 2nd stage start(P&W)06-7 二段生产停止组SEQ45.1 Production 2nd stage stop(P&W)06-8 二段生产启动组SEQ46.0 Production 2nd stage start(LWC)06-9 二段生产停止组SEQ46.1 Production 2nd stage stop(LWC)07筛浆组Screening07-1 筛选及浓缩启动组SEQ50.0 Screening, thickening start07-2 筛选及浓缩停止组SEQ50.1 Screening, thickening stop08渣浆磨浆组Reject Refining08-1 渣浆预浓缩启动组SEQ51.0 Reject Prethickening Start08-2 渣浆预浓缩停止组SEQ51.1 Reject prethickening stop08-3 渣浆磨浆组启动SEQ55.0 Reject refining start08-4 渣浆磨浆停止组SEQ55.1 Reject refining stop09渣浆筛选组Reject screening09-1 渣浆筛选/除渣启动组SEQ60.0 Reject scree/clean start09-2 渣浆筛选/除渣停止组SEQ60.1 Reject scree/clean stop10渣浆除渣Reject cleaning(含在浆渣筛选组中) 11水系统Water Systems11-1 密封和冷却水启动组SEQ10.0 Seal & cool water start11-2 密封和冷却水停止组SEQ10.1 Seal & cool water stop12喷射和冷凝Scrubber and Condenser12-1 喷射冷凝器启动程序SEQ70.0 Scrubber start sequence12-2 喷射冷凝器停止程序SEQ70.1 Scrubber stop sequence01-chip washing 木片洗涤系统01-1SEQ 15.0 chip washing start 木片洗涤启动组SEQ15SC-group ready 包括:(1)启动准备部分21103M1-fault 木片洗涤器电机MCC准备好21105M1-fault 木片泵电机MCC准备好21106M1-fault 脱水螺旋电机MCC准备好21301M1-fault 洗涤水泵电机MCC准备好21316M1-fault 2#浊滤液泵电机MCC准备好21318M1-fault 清滤液泵电机MCC准备好(2)过程联锁部分LS2034-H alarm 预汽蒸仓料位不在高限LIC2043-L alarm 洗涤水槽液位不能低限LI2044-L alarm 洗涤水沉淀槽液位不能低限01-1-1当组启动按键(start group)击活和联锁组准备好(group ready)同时满足时,则执行多盘浊滤液泵自动启动(21316M1-auto start 1);多盘清滤液泵自动启动(21318M1-auto start1); 洗涤水槽液位控制自动状态(LIC2043-auto); 小木片仓称重自动状态(WIC2004-auto)01-1-2当多盘清滤液和多盘浊滤液泵启动反馈正常(21316M1-running, 21318M1-running) 5秒后,则脱水螺旋自动启动(21106M1-auto start), 脱水螺旋冲洗水阀门自动(OS2033-auto), 斜筛冲洗阀自动状态(OS2041-auto)01-1-3当脱水螺旋电机启动正常(21106M1-running),则5秒以后洗涤水泵自动启动(21301-auto start)01-1-4当洗涤水泵启动正常,5秒后则木片洗涤器流量控制自动状态下强制40%输出(FIC2011-force 40% auto);木片冲洗水流量控制强制40%输出并为自动状态(FIC2012-force 40% auto); 木片泵密封水阀自动打开(OS2020-auto open) 01-1-5当木片泵密封水流量大于低限(FS2022-L alarm) 5秒后,则木片泵自动启动(21105M1-auto start)01-1-6当木片泵启动正常(21105M1-running)10秒后,则木片洗涤器自动启动(21103M1-auto start); 洗涤水沉淀槽阀变为自动状态(KS2042-auto)01-1-7当木片洗涤器启动正常(21103M1-running)5秒后,则整个木片洗涤组启动正常,即SEQ15.0-starting,这时如果出现木片洗涤组停机信号(SEQ15.1-stoping)则输出信号为执行洗涤组停止(SEQ15.0-group off)或这时出现木片洗涤组停止(SEQ15.0-groupoff)、洗涤水泵运行错误(21301M1-fault)、木片洗涤器运行错误(21103M1-fault)、木片泵运行错误(21105M1-fault)、脱水螺旋运行错误(21106M1-fault)、浊滤液泵运行错误(21316M1-fault)、清滤液3Bar泵运行错误(21318M1-fault)则输出信号为执行组停命令(SEQ15.0-group stoping)01-2SEQ15.1 chip washing stop 木片洗涤停止组SEQ15SC-group not ready 包括:(1) 启动准备部分21103M1-running 木片洗涤器电机运行中产生停命令21105M1- running 木片泵电机运行中产生停命令21106M1- running 脱水螺旋电机运行中产生停命令21301M1- running 洗涤水泵电机运行中产生停命令21316M1- running 2#浊滤液泵电机运行中产生停命令21318M1- running 清滤液泵电机运行中产生停命令(2) 过程联锁部分LS2034-H alarm 预汽蒸仓料位高限LIC2043-L alarm 洗涤水槽液位低限30秒01-2-1当木片洗涤组出现任一运行设备停机或控制错误,或停止启动组命令击活(stop group)或启动组运行中出现组未准备好(SEQ15SC-group not ready)则木片洗涤器停止(21103M1-auto stop), 洗涤水槽温度控制手动输出0%(TIC2045-manual 0%)01-2-2当木片洗涤器停止反馈(21103M1-stoping)5秒后,则木片泵自动停止(21105M1-auto stop),洗涤水沉淀槽阀变为手动状态(KS2042-manual)01-2-3当木片泵停止反馈(21105-stoping)2秒后,洗涤水泵自动停止(21301M1-auto stop),木片洗涤器流量控制手动0%(FIC2011-manual 0%), 木片冲洗水流量控制手动0%(FIC2012-manual 0%)01-2-4当洗涤水泵停止反馈(21301M1-stoping)5秒后,脱水螺旋自动停止(21106M1-auto stop),洗涤水槽液位控制手动0%(LIC2043-manual 0%),木片泵密封水阀自动关闭(OS2020-auto close), 斜筛冲洗水阀手动(OS2041-manual),脱水螺旋下盘冲洗水阀手动(OS2033-manual )01-2-5脱水螺旋停机反馈(21106M1-stoping)30秒后,浊滤液泵自动停止(21316M1-auto stop1),清滤液3Bar泵自动停止(21318M1-auto stop 1)01-2-6当5秒后,则木片洗涤组停止(SEQ15.1-stoping, group off)01-3SEQ16.0 chip transport start 木片输送启动组SEQ16SC-group ready 包括(1)启动准备部分21101M1-fault 底部振动电机MCC准备好21102M1-fault 计量螺旋电机MCC准备好(2)过程联锁部分SEQ15.0-group on 木片洗涤组已启动WIC2004-L alarm 小木片仓重量控制不是低限FIC2011-L alarm 木片洗涤水流量不是低限报警LS2018-H alarm 木片缓冲槽不是高限报警WIC2036-HH alarm 预汽蒸仓料位非高高限报警LIC2043-L alarm 洗涤水槽液位非低限报警PIC6041-L alarm 主蒸汽压力非低限报警01-3-1如果清滤液3bar泵运行(21318M1-running)、洗涤水泵运行(21301M1-running)、洗涤水槽液位控制大于低限延时(LIC2043-L alarm delayed),同时组启动命令击活并且木片输送组准备好(SEQ16SC-group ready)则脱水螺旋筛板冲洗阀自动(KS2031-auto)、计量螺旋1自动启动(21102M1-auto start)、计量螺旋速度控制变为远程(SIC2006-remote)、木片仓温度控制变为自动(TIC2003-auto)、木片洗涤器收集系统自动(SEQ17.0-auto)、预汽蒸仓称重控制手动0%(WIC2036-manual 0%)01-3-2如果计量螺旋运行反馈正常(21102M1-running)5秒后,底部振动卸料自动启动(21101M1-auto start)01-3-35秒钟后,则输出信号木片输送组启动运行(SEQ16.0-starting).这时如果有木片输送组停机信号输入则产生木片输送组停止信号(SEQ16.0- group off)01-4SEQ16.1 Chip trsansport stop 木片输送停止组SEQ16SC-group not ready 包括(1) 启动准备部分21101M1-running 底部振动电机运行中产生停命令21102M1- running 计量螺旋电机运行中产生停命令(2) 过程联锁部分SEQ15.0-group on 木片洗涤组未启动FIC2011-L alarm 木片洗涤水流量低限报警LS2018-H alarm 木片缓冲槽高限报警WIC2036-HH alarm 预汽蒸仓料位高高限报警LIC2043-L alarm 洗涤水槽液位低限报警PIC6041-L alarm 主蒸汽压力低限报警01-4-1如果停止启动组命令击活(stop group)或木片输送启动组在运行中出现组未准备好(SEQ16SC-group not ready)则底部振动电机自动停止(21101M1-auto stop)、脱水螺旋筛板冲洗阀手动(KS2031-manual)、排渣收集系统手动(SEQ17.0-manual)、木片仓温度控制手动0%(TIC2003-manual 0%)01-4-2如果底部振动电机停机反馈正常(21101M1-stoping)5秒后,则计量螺旋自动停止(21102M1-auto stop)01-4-3如果计量螺旋停机反馈正常(21101M1-stoping)5秒后,则输出木片输送组停止(SEQ16.1-stoping)01-5SEQ17.0 Sluice chamber 排渣收集系统如果自动启动击活或收集系统为自动状态(SEQ17.0-auto)则执行下面程序01-5-1-1收集系统进口阀自动打开(OS2016-auto open)、收集系统冲洗阀自动关闭(OS2014-auto close 1)、收集系统出口阀自动关闭(OS2015-auto close)01-5-1-2如果收集进口阀打开反馈正常(OS2016-open)、收集冲洗阀关闭反馈正常(OS2014-closed)、收集出口阀关闭反馈正常(OS2015-closed)则在设定的收集时间或1个循环周期后,排渣系统进口阀自动关闭(OS2016-auto close 1)01-5-1-3如果进口阀关闭反馈正常(OS2016-closed)1秒后,则冲洗阀自动打开(OS2014-auto open)、出口阀也自动打开(OS2015-auto open)01-5-1-4如果冲洗阀和出口阀自动打开正常(OS2014-open,OS2015-open)并在设定的冲洗时间结束时,则出口阀门自动关闭(OS2015-auto close 2)01-5-1-5如果出口阀关闭反馈正常(OS2015-closed)并在设定的填充时间后,则冲洗阀自动关闭(OS2014-auto close 2)01-5-1-6如果冲洗阀关闭反馈正常(OS2014-closed)1秒后,则在回到01-5-1-1步重复循环。
纸厂制浆的工作流程英文回答:The workflow of paper pulp production in a paper mill involves several steps. Let's take a look at the process:1. Raw Material Preparation: The first step is to collect the raw materials for pulp production. This typically involves sourcing wood chips or recycled paper. The raw materials are then sorted and processed to remove impurities.2. Pulping: The next step is pulping, where the raw materials are broken down into fibers. There are two main methods of pulping: mechanical and chemical. Mechanical pulping involves grinding the raw materials to separate the fibers, while chemical pulping involves using chemicals to dissolve the lignin and separate the fibers.3. Cleaning and Screening: After pulping, the pulp iscleaned to remove any remaining impurities such as dirt, rocks, and other debris. Screening is also done to separate the pulp into different grades based on the desired end product.4. Bleaching (optional): Depending on the desired quality and color of the final paper product, the pulp may undergo a bleaching process. Bleaching agents are used to remove any remaining lignin and other impurities, resulting in a brighter and whiter pulp.5. Refining: The pulp is then refined to improve its quality and strength. This involves passing the pulp through a series of refining equipment to break down any remaining fiber bundles and improve the bonding properties of the fibers.6. Additives and Fillers: At this stage, various additives and fillers may be added to the pulp to enhance its properties. These additives can include dyes, sizing agents, and fillers like calcium carbonate or clay.7. Papermaking: The refined pulp is now ready for papermaking. It is diluted with water to achieve the desired consistency and then fed onto a paper machine. The paper machine consists of a forming section, press section, and drying section. In the forming section, the diluted pulp is spread onto a moving wire mesh to form a continuous sheet. The sheet then passes through the press section, where excess water is removed, and finally enters the drying section where it is dried using steam-heated cylinders.8. Finishing: Once the paper is dry, it goes through various finishing processes to improve its surface properties. These processes can include calendering, coating, and cutting into desired sizes.9. Packaging and Distribution: The final step involves packaging the paper into rolls or sheets and preparing it for distribution to customers.中文回答:纸厂制浆的工作流程包括以下几个步骤:1. 原材料准备,首先需要收集制浆的原材料。
关于apmp制浆流程及机理的讨论APMP(Alkaline Peroxide Mechanical Pulp)制浆流程是一种以碱性过氧化物为氧化剂的机械化学制浆过程,通过机械剪切和氧化反应来分离木材纤维,取得高品质的纤维素原料。
其具有高度可控的制浆过程、高产率及产品质量、环保优势等特点。
下面我们来详细讨论一下APMP制浆的流程及机理。
一、APMP制浆流程1. 原料预处理:木材进场后,第一道工序是原木的脱皮、去枝和去皮,使原料更加适合纤维分离和加工。
2. 碱性液体预处理: APMP制浆的过程需要碱性环境增加纤维素颗粒的负电性,这种负电性带强烈的吸附能力,有助于保持纤维素颗粒的形态和维持碱度的稳定性。
碱液处理可以削弱木材成分中的木素、树脂等非纤维素成分的结合关系,有利于分离木材纤维。
3. 机械化学制浆:木材进入磨浆机内,被高速旋转的锤头碾磨成小颗粒,之后与碱性液体和过氧化氢混合,通过强力的搅拌和剪切作用,将木材纤维分离出来。
4. 纸浆脱水:分离出的纸浆进入压榨部分,经过高压压榨和挤压去除多余水分。
5. 纸浆后处理:纸浆进入筛选部分,通过筛选机去除其中粗杂质,最后进入脱墨设备将其中的不必要的杂质和颜色去除,以满足具体使用的需要。
二、APMP制浆的机理APMP制浆的机理主要是机械剪切和氧化反应的作用,具体来说有以下几个方面:1. 机械化学分离作用:木材纤维在机械化学制浆过程中,通过高速旋转的锤头加上微生物和碱性溶液共同作用,被磨碎成小颗粒,最终分解成细小的纤维。
2. 氧化分离作用:在APMP制浆中,过氧化氢作为氧化剂起到了关键性的作用。
过氧化氢能够切断木材纤维之间的连接,增加纤维的表面能,有利于纤维的分离。
3. 碱性作用: APMP制浆环境是弱碱性的,有助于木材纤维的解胶解木质素,增加纤维表面的疏水性,从而减少纤维之间的交联作用。
总之,APMP制浆流程是一种高效的制浆过程,通过机械化学和氧化反应,能够从木材中快速、高效地分离出高品质的纤维素原材料。
X X X X有限公司备料系统工艺规程XXXX年XX月目录1、主要内容与适用范围2、生产目的3、主要技术指标4、产品特征5、工艺描述6、工艺流程7、主要设备特征8、主要工艺条件9、原木和木片的检验1、主要内容与适用范围本标准规定了P-RC-APMP车间备料工段的生产目的、产品特征、原料特征、生产工艺流程、技术条件、设备特征、生产过程检查等。
本标准适用于本公司。
2、生产目的用经过滚筒剥皮机剥后的原木或外购的木片,材质为三倍体毛白杨或中国北方速生杨,经过削片、筛选获得规格与质量合格的木片,供生产P-RC-APMP使用。
3、主要技术指标3.1技术指标3.2、操作时间原木料厂:3.3、削片和去皮:3.4、原木特征3.5、木片贮存时间木片贮存时间日2---5天贮存量m35000输送装载能力m3/小时60-180最大输送量m3/小时180(标称120)3.6、主要动设备噪音等级设备运转时将会产生85分贝以上的噪音。
噪音的高低主要取决于设备之外的因素,诸如建筑物等。
削片机110 – 115 分贝(A)木片筛80 – 85 分贝(A)螺旋卸料器85 – 90 分贝(A)4、产品特征根据STFI(SCAN – CM )实验方法,筛分后的木片质量为:标准木片长度20--22 mm标准木片厚度3--4 mm超长(≥45mm)和超厚(≥8 mm)≤6.5 %碎木片( 小于7mm 大于3mm ) ≤4%木粉总量(小于 3 mm ) ≤0.4%合格率≥89%5、工艺描述5.1、原木接收卡车运到工厂的原木用装载机直接卸原木到剥皮鼓进料输送机上,输送机把原木输送到剥皮鼓进行剥皮处理,在备料不运行或原木量太大时原木不能一次全部卸装到进料输送机,用装载机输送到原木场地,进行堆垛、储存,保证有充足的原木供应。
5.2、剥皮剥皮鼓进料处由链式原木喂料输送机输送原木,它缓慢将原木经进料溜槽送进剥皮鼓。
额定长度2--4米的原木,用装载机成捆装在剥皮鼓进料端的链式原木喂料输送机上,链式原木喂料输送机通过进料溜槽把原木送到D4.5×22米的剥皮鼓,,链式原木喂料输送机装备变频电机,调节输送速度及进料量。
X X X X有限公司污水处理工艺规程XXXX年XX月目录1、污水处理工段工艺规程1.1、工艺流程描述1.2、工艺流程图1.3、主要设备特征1.4、工艺参数1.5、化工原料主要技术参数1.1、主要内容与适用范围标准规定了污水处理工段的处理目的、处理特征、原料特征、处理工艺流程、技术条件、设备特征、工艺备品、处理过程检查等。
本标准适用于XXXX有限公司污水处理工段的水质处理要求.1.2 、水质技术指标APMP制浆废水造纸废水备料废水生活废水1.3、消耗数据公用工程和化学品消耗量指标如下:1.4、化工原料化学品的质量要求1.5、工艺描述1.5.1、工艺流程描述APMP废水的预处理高浓度APMP化机浆废水(6600m3/d)由厂内管网重力首先通过一静止人工格栅(S101,e=20mm)和一连续运行的机械格栅(S102,e=5mm)去除废水中的大块杂物,以保护后续转动部件的安全;然后流入一有效容积为137m3的APMP废水集水井(T101)以初步收集废水;井由三台APMP废水提升泵(P101A/B/C)提升至旋转滤网(S106A/B)。
APMP废水经旋转滤网过滤后自流进入混凝反应池(T102),进行混凝反应后,废水溢流进入APMP废水初沉池(S103),APMP废水初沉池设计表面负荷为0.6m/h,直径为24m。
APMP废水沉降性较差,废水中大部分TSS主要为轻质木屑和纤维,因此加入混凝剂PAC以加强沉淀效果,同时预留投加絮凝剂功能。
废水首先经过一个静态混合器,在这里加入PAC以达到强化混合效果,然后进入混凝反应池快速搅拌区,之后进入混凝反应池慢速搅拌区,停留时间为30分钟,然后废水溢流进入APMP废水初沉池。
在初沉池中依靠重力沉降去除。
沉降污泥在初沉池中由连续转动的刮泥机(X101)收集到初沉池中部,并重力压至污泥井并由污泥泵(P801A/B)泵送至污泥贮池。
初沉池的出水溢流至其出水井中(在该出水井中,安装有液位/温度计(UIRSA102),连续监测其液位,并控制在废水需要冷却时泵的启动),并由此用三台离心泵(P102A/B/C) 送至冷却塔进行冷却。
化学制浆工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!陶瓷地砖楼面的施工工艺流程一、准备工作阶段在进行陶瓷地砖楼面的施工之前,需要进行一系列准备工作。
apmp浆的生产实践一、概述APMP浆是指碱过氧化物机械浆,是一种新型的纤维素制浆工艺。
它采用了碱过氧化物和机械力的协同作用,能够高效地将木材或其他纤维素原料分离出纤维素,同时减少了环境污染。
在生产实践中,APMP浆已经被广泛应用于造纸工业。
二、APMP浆的生产流程1. 原料预处理将木材或其他纤维素原料进行预处理,去除其中的树皮和杂质,并将其切成适当大小的块状物。
2. 碱过氧化物蒸煮将预处理后的原料加入到蒸煮器中,在高温高压下进行碱过氧化物蒸煮。
这一步骤可以使得木材中的木质素和半纤维素被分解为可溶性物质。
3. 机械剪切将经过蒸煮后的原料送入机械剪切设备中进行剪切。
这一步骤可以使得纤维素被分离出来,并形成APMP浆。
4. 漂洗和脱水将APMP浆进行漂洗和脱水,去除其中的碱液和其他杂质。
5. 精炼处理将漂洗后的APMP浆进行精炼处理,以提高其质量和纤维素含量。
6. 最终成品经过以上处理后,APMP浆可以直接用于造纸工业中的生产。
三、APMP浆的优点1. 高效:APMP浆采用了碱过氧化物和机械力的协同作用,能够高效地将木材或其他纤维素原料分离出纤维素。
2. 环保:相比传统制浆工艺,APMP浆可以减少环境污染。
它不需要使用硫酸等强酸碱化学药剂,减少了废水和废气的排放。
3. 质量稳定:由于采用了先进的生产工艺和设备,APMP浆具有较高的质量稳定性。
它可以满足造纸工业对于高品质原材料的需求。
四、APMP浆在造纸工业中的应用1. 生产高档文化纸:由于APMP浆具有较高的质量稳定性和纤维素含量,可以用于生产高档文化纸。
2. 生产特殊用途纸:APMP浆可以根据需要进行精炼处理,以满足不同的生产需求。
例如,可以生产用于包装、卫生等特殊用途的纸张。
3. 代替传统制浆工艺:APMP浆具有高效、环保等优点,可以代替传统制浆工艺,在造纸工业中得到广泛应用。
五、总结APMP浆是一种新型的纤维素制浆工艺,具有高效、环保等优点,在造纸工业中得到广泛应用。
纸浆制浆开机流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor.I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!纸浆制浆开机流程详解纸浆制浆是造纸工艺的重要环节,其开机流程精细且严谨,涉及到多个步骤和工艺。
XXXX年XX月目录1、前言2、主要内容与适用范围3、经济技术指标和产品特征4、消耗数据5、原材料特征6、化工原料7、工艺描述8、工艺流程9、主要设备特征10、主要工艺条件11、工艺易耗品12、化学品和清水流量13、生产检查前言APMP是在八十年代漂白化学热磨机械浆BCTMP的基础上发展起来的浆种,是九十年代的新兴制浆方法。
其目的是为了提高化学和机械处理效果,以改善纸浆的性能。
APMP系统的引入,可促进当地化工企业的发展、利用当地阔叶木资源,又可为开发木浆造纸,降低木材纤维原料紧缺的压力提供良好的发展空间。
2、主要内容与适用范围标准规定了P-RC-APMP磨浆工段的生产目的、产品特征、原料特征、生产工艺流程、技术条件、设备特征、工艺备品、生产过程检查等。
本标准适用于本公司生产杨木P-RC-APMP机械浆配抄低定量涂布纸和书写纸。
3 、经济技术指标和产品特征4、消耗数据5、原材料特征要求使用新鲜的三倍体毛白杨和中国北方速生杨等阔叶木,需符合下列要求:6、化工原料化学品质量要求7、工艺描述木片洗涤系统整个系统包括:木片仓、木片洗涤器、洗涤水槽、木片泵、斜螺旋脱水机、斜筛。
APMP系统从木片仓的进口开始,木片仓内木片的停留时间为20分钟左右。
木片仓内的料位探测器向外部的木片供应系统发送信号,以控制仓内的料位。
木片仓配备有振动器和底部的出料螺旋。
出料螺旋配有变速驱动装置,用来计量输送至木片洗涤机的木片。
木片在仓内预汽蒸至大约70º-75ºC,以达到理想的木片洗涤效果。
木片洗涤的作用有:(1)清除木片中夹带的金属、砂石和杂物等,防止设备损坏,同时去除了细小的砂石,可以减少对磨片的磨损,延长磨片的使用寿命(2)平衡木片内部的水份、保证产品质量的均匀一致;(3)木片经过气蒸以后,可以去除木片内部的气体,增加吸收化学品的能力。
(4)去除木片中夹带锯末和细小的杂质,减少了纸浆中的尘埃;(5)在气蒸的过程对木片进行加热使木片软化。
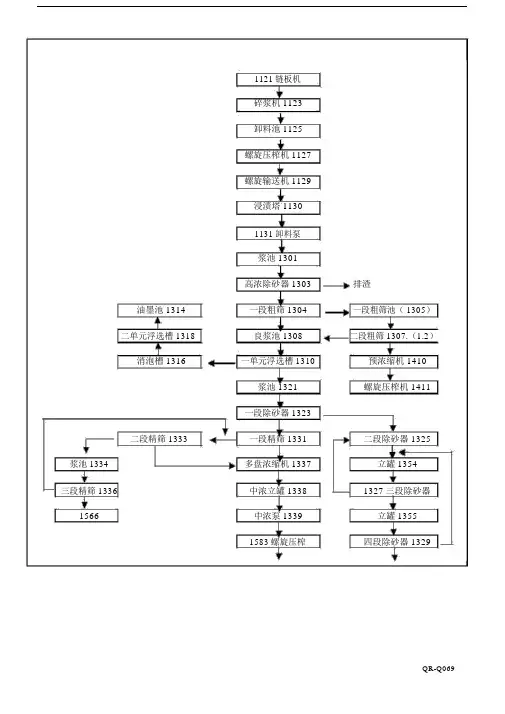
1121链板机碎浆机1123卸料池1125螺旋压榨机1127螺旋输送机1129浸渍塔11301131卸料泵浆池1301高浓除砂器1303 排渣油墨池1314 一段粗筛1304 一段粗筛池( 1305)二单元浮选槽 1318 良浆池1308 二段粗筛1307.(1.2)消泡槽 1316 一单元浮选槽 1310 预浓缩机 1410浆池1321 螺旋压榨机 1411一段除砂器1323二段精筛 1333 一段精筛1331 二段除砂器 1325 浆池 1334 多盘浓缩机1337 立罐1354三段精筛 1336 中浓立罐1338 1327三段除砂器1566 中浓泵1339 立罐13551583螺旋压榨四段除砂器 13291584旋塞螺旋渣槽 13561585撕碎机油墨池 1780 1586预加热器碎浆机 1143 1587送料螺旋1588热分散中浓立罐( 1425)中浓泵( 1426)螺旋压榨机 1340搓揉机 1341漂白塔 1342浆泵 1343浆池 1344◆浆泵 1345To PM1143碎浆机1144浆泵1145浆池1146浆泵1147螺旋压榨机1148滤液槽1149螺旋输送机1150MW浸渍塔1151BCTMP浸渍塔1151浆泵1152浆泵1501浆池1502.1 浆泵1502.2 浆泵1502.3 浆泵1503.1 高浓除砂器1503.2 高浓除砂器1503.3 高浓除砂器1504.1 一段粗筛1504.2 一段粗筛1504.3 一段粗筛1505浆池1506浆泵1507浆池1508.1浆泵1508.2浆泵1509.1 二段粗筛1509.2二段粗筛1510浆池1511浆泵1512(1.2)分级筛ONP一段除砂器1513浆池ONP一段精筛1514浆泵1528多盘1515(1.2)一段除砂器1531浆池1522浆泵1532泵1523(1.2)一段精筛1533贮浆塔1524浆泵1534浆泵To PM1513浆池1514浆泵1515(1.2)一段除砂器1516浆泵1522浆泵1517二段除砂器1523( 1.2)一段精筛1563立管1524浆泵1518浆泵1525二段精筛1519三段除砂器1566浆池1535多盘1564 1527三段精筛1543中浓立管1520浆泵1567浆池1544中浓泵1521四段除砂器1545螺旋压榨1570浆池1546旋塞螺旋1571浆泵1547撕碎机1918油墨池1548预热器1549送料螺旋1550热分散1551浆池1552浆泵1553贮浆塔1601浆池To PM1602浆泵1603高浓除砂器1604.1.2双盘磨◆1605浆池To PM11101链板机1103碎浆机卸料池 1105滤液槽 1108卸料泵 1106螺旋压榨机 1107螺旋输送机 1109LBKP 浸渍塔 1112 NBKP浸渍塔 1110 浆池 1207 浆池 1201浆泵 1208 浆泵 1202 1209高浓除砂器1203高浓除砂器1210.(1.2.3.4)双盘磨◆1204.(1.2)双盘磨◆1211扣后池1205扣后池To PM To PM1161链板机高浓碎浆机 1162高位箱 1786 水力清渣机 1163圆桶筛 1785 浆池 1701高浓除砂器 1703 排渣一段粗筛 1704 浆池 1705.1粗筛良浆池 1784 二段粗筛 1707 浆池 1733.1 一段精筛 1732( 1.2)浆池 1705.2 二段粗筛 1735 精筛良浆池 1710 三段粗筛 1709浆池 1733.2 一单元浮选槽 1713 消泡池 1717 三段粗筛 1737 浆池 1722油墨池 1780 一段低浓除砂器 1724 二段除砂器 1726多盘浓缩机 1738 三段除砂器 1728中浓立罐 1745 四段除砂器 1730 二单元浮选槽1719 油墨池 1314螺旋压榨1747 渣槽 1356旋塞螺旋1748 油墨池 1780撕碎机 1749 碎浆机 1143预加热器1750送料螺旋1751热分散 1752高浓漂白塔 1753卸料泵 1754浆池 1755二段浮选槽1758◆洗浆机 1771 , 1791浆泵 1773双盘磨浆机1774◆叩后浆池1775To PM注◆为 QC 监测点。
纸厂制浆的工作流程The process of pulp production in a paper mill involves several key steps that are crucial to the overall quality and efficiency of the final paper products.在纸厂制浆的工作流程中,最重要的几个步骤对最终纸张产品的质量和效率至关重要。
First and foremost, the paper mill must source high-quality raw materials, such as wood chips or recycled paper, to be used in the pulp production process.首先,纸厂必须采购高质量的原材料,例如木片或再生纸张,用于制浆过程。
Once the raw materials are acquired, they are then processed through a series of machinery and equipment to break them down into a fibrous pulp. This involves various mechanical and chemical treatments to strip away impurities and extract the cellulose fibers that will ultimately form the basis of the paper products.一旦获得原材料,它们就会通过一系列机械和设备进行处理,将它们分解成纤维素制浆。
这涉及各种机械和化学处理,以去除杂质并提取最终构成纸张产品基础的纤维素纤维。
The next step in the process is the refining of the pulp, which involves further mechanical and chemical treatments to achieve the desired consistency and strength. This is a critical stage that directly impacts the quality and performance of the final paper products.制浆的下一步是对纸浆进行精炼,这需要进一步的机械和化学处理来达到所需的一致性和强度。
双灯纸业简化APMP杨木化机浆生产工艺及设备改进方案南京林业大学化工学院吴解生在各种高得率制浆方法中,APMP(Alkaline Peroxide Mechanical Pulp碱性过氧化氢化学机械浆)以其纸浆得率高(85%—90%)、强度较好、白度较高、污染较少、能耗较低,又能利用丰富的阔叶木资源的优点,成为高得率制浆的重要发展方向。
典型的Andritz APMP两段挤压、两段浸渍和两段常压磨浆工艺流程可简示为:木片预汽蒸仓木片洗涤机斜螺旋脱水机汽蒸仓一段计量螺旋一段木片挤压机一段斜螺旋预浸器一段常压反应仓二段计量螺旋二段木片挤压机二段斜螺旋预浸器二段常压反应仓进料螺旋一段常压磨中间洗涤池螺旋挤浆机进料螺旋二段常压磨消潜池压力筛APMP浆池从1995年至今,国内引进的多条APMP成套设备大多是ANDRITZ 公司制造的生产线。
由于工艺流程复杂、设备较多,整条APMP生产线的投资费用相当大。
一套日产150吨浆的杨木APMP生产线成套设备价格在3000万美元以上,即使只引进主要生产设备,辅助设备在国内配套,设备总费用也要约二亿元人民币。
另外,整条APMP生产线的能耗也相当大,吨浆电耗接近2000度,过高的设备投资及运行费用大大增加了APMP浆的生产成本,使其经济效益明显下降。
因此,我们必须另辟蹊径,研制适应我国生产条件的简化APMP生产工艺和成套国产化设备,这是我国杨木化机浆生产的发展方向。
双灯纸业有限公司就设置了一条简化的APMP杨木化机浆生产线,这是一种值得称道的大胆尝试。
但由于设计时考虑欠周全,在安装和调试过程中出现了一些问题。
一、原双灯纸业简化杨木化机浆工艺流程及设备的缺点与不足:双灯纸业原来设计的简化APMP杨木化机浆工艺流程大致为:杨木杆削片机木片筛木片浸泡池双螺杆粗磨分丝机蒸球球下浆池斜螺旋浓缩机螺旋挤浆机斜螺旋输送机双螺杆磨浆机消潜池圆网浓缩机未叩浆池双盘磨调浓浆池锥形除渣器压力筛圆网浓缩机化机浆池与岳阳造纸厂的进口Andritz APMP杨木化机浆生产线相比,在这一简化APMP杨木化机浆制浆工艺流程中,用双螺杆粗磨分丝机替代进口Andritz的APMP生产线上的木片挤压撕裂机,用蒸球替代进口Andritz的APMP生产线上的常压反应仓,用双螺杆磨浆机替代进口Andritz的APMP生产线上的高浓圆盘磨浆机。
制浆是指利用化学方法或机械方法或两者结合的方法,使植物纤维解成本色浆或漂白浆的生产过程。
而其中化学法制浆是利用化学药品的水溶液在一定温度和压力下处理植物纤维原料,将原料中的木素和非纤维碳水化合物以及油脂、树脂等溶出,并尽可能地保留纤维素和不同程度地保留半纤维素,使原料纤维彼此分离成浆。
而机械方法则一般采用磨浆机使植物纤维原料在机械力的作用下分离成浆。
『化学法制浆』蒸煮就是把原料,木片或者是草片装进蒸煮设备中,立锅或者是蒸球,加入化学药品进行加热和加压处理,最后完成。
而在这个过程中需要进行两次放汽,第一次是在升温到一定温度或者是一定压力下,进行小放汽,目的是排除蒸煮器内的空气和其他气体,避免产生假压,妨碍温度继续上升,这是很关键的一步;当蒸煮完成后,进行大放汽,就是把蒸煮器内的压力通过喷放的方式降到零,从而完成倒料。
木片或者是草片进行蒸煮,会因为原料的不同而采用不同的温度和压力进行蒸煮,但是蒸煮的目的是一样的,都是尽可能地保留纤维素和不同程度地保留半纤维素,使原料纤维彼此分离成浆。
『机械法制浆』采用磨浆的方法使植物纤维原料在机械力的作用下分散成纤维,采用该方法生产的浆料被称为机械浆。
如果在磨浆之前进行一定的化学处理,得到的浆料被称为化学机械浆。
发展高得率法(机械法)制浆具有很重要的意义:1. 充分合理地利用植物纤维原料资源2. 减轻制浆废水中的污染物质3. 满足产品性能的需要。
SGW(Stone Ground Wood)磨石磨木浆、PGW(Pressurized Ground Wood)、压力磨石磨木浆TMP (Thermo-Mechanical Pulp)、预热盘磨机械浆CTMP(Chemi-Thermo-Mechanical Pulp)化学预热机械浆。
『洗涤、筛选、净化和浓缩』原料经过蒸煮工段的处理后,只是形成了浆,在这些黑浆中含有大量的蒸煮废液和少量粗渣、泥沙等杂质,因此必须经过洗涤、筛选、净化和浓缩的后续处理。
制浆工艺流程及设备操作规程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor.I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!制浆工艺流程及其设备操作规程详解一、引言制浆工艺是造纸业的基础步骤,它将木材或其他纤维原料转化为纸浆,为后续的造纸过程提供原料。
制浆车间配浆流程好的呀,那咱们就开始聊聊制浆车间的配浆流程吧。
一、配浆的基础原料。
在制浆车间里呀,配浆得先有原料才行呢。
这原料啊,就像是做菜的食材一样重要。
一般来说,有木浆啦,草浆之类的。
木浆呢,它是从树木里提取出来的,就像是大树奉献出自己的一部分来变成咱们能用的纸张呢。
草浆呢,是从一些草类植物里弄出来的,也很有用哦。
这些原料都有各自的特点,木浆可能比较坚韧,草浆有时候会比较柔软,把它们混合在一起,就能配出不同性能的浆啦。
二、原料的准备。
原料可不是拿来就能直接用的哟。
得先对它们进行处理。
比如说木浆,可能需要先把它切成合适的大小,就像把一块大面包切成小块一样,方便后续的操作。
草浆呢,也要进行清洗啊,去除一些杂质之类的。
这就好比我们洗菜,要把脏东西都洗掉,这样做出来的东西才干净卫生。
这个过程其实还挺细致的呢,要保证每一点原料都处理得比较好,不然配出来的浆质量就可能不太好啦。
三、配浆比例的确定。
这可是个很关键的环节哦。
配浆的比例就像调饮料的配方一样,不同的比例会调出不同口味的“饮料”,在配浆里就是不同性能的浆啦。
比如说,如果想要纸张更坚韧一点,可能就会多放一些木浆,少放一点草浆。
要是想要纸张柔软一些呢,那就反过来。
这可需要经验丰富的工人师傅来判断啦。
他们就像大厨一样,凭借着自己的经验和感觉,确定出最适合的配浆比例。
而且呀,这个比例也不是一成不变的,可能根据不同的订单要求,或者纸张的用途,会做出相应的调整呢。
四、混合搅拌。
确定好比例之后,就该把各种原料混合在一起搅拌啦。
这就像是做蛋糕时把面粉、鸡蛋、牛奶等搅拌均匀一样。
搅拌的设备也很有讲究呢,要保证能把各种原料充分地混合在一起。
搅拌的时候,那些原料就像在跳舞一样,转啊转的,慢慢地就融合成一体啦。
这个过程得持续一段时间,要确保没有哪个角落的原料还没混合好。
要是混合不均匀的话,那配出来的浆就会有问题,就像蛋糕里有的地方有面粉疙瘩一样,可不好啦。
五、检测调整。
A PM P~I]浆工艺磨浆、筛选流程的设计与改进-漂白对于APMP制浆技术与装备,国内历经十几年的吸收消化和研究,其化学浸渍、挤压撕裂、高浓磨浆过程的工艺设计日趋成熟,关键设备的国产配套研究和生产有了较大进展。
原料的应用由全杉木和全杨木扩大到桉木、桦木等,对原料的应用研究涉及到落叶松、马尾松、杂木等木材原料和大麻、烟秆、蔗渣、芦苇及麦草等非木材原料,浆料的应用纸种由单一的新闻纸扩展到其它产品领域。
因此,为保证APMP制浆工艺的适用范围及其纸种调节的灵活性,对制浆过程的化学浸渍反应、料片挤压撕裂、浆料磨解以及浆料漂白和筛选提出了不同的要求,工艺流程的设计也根据浆料的不同种类和用途不尽相同。
本文针对APMP的漂白、磨浆及浆料筛选的设计现状与改进情况作一描述,以供项目建设和生产改造时设计参考。
A P M P浆料适用纸种国外APMP浆料可替代BCTMP浆料,用于配抄纸板、文化用纸、吸收类产品和一些高附加值纸种。
而目前我国APMP浆料也由配抄单一的新闻纸扩展到配抄书写纸和低定量涂布纸等产品,根据浆料适用纸种的研究与应用,其成浆打浆度一般在50~70。
SR,成浆白度一般在50%~80%ISO(见表1)。
2 A P M P常规工艺流程我国引进的常规APMP制浆工艺是针对生产新闻纸而设计的,对料片进行化学浸渍反应和挤压疏解,然后通过高浓磨浆、筛选等过程制得所需浆料,其漂白是伴随浆料的浸渍和疏磨过程一次性完成。
根据APMP浆的采用原料和生产纸种的不同,制浆过程有单段浸渍、单段高浓磨浆和两段浸渍、两段高浓磨浆两种基本形式,其化学药品据原料性质和纸种特性作不同的调整。
以常规两段浸渍、两段高浓磨浆的全杨木制浆工艺为例,原料经过两段浸渍的化学处理,借助挤压撕裂机的机械作用将木片撕裂成不规则的块、条丝网状结构,再经浸渍反应、两台高浓磨磨浆,最后在浆浓4%~5%温度60~70~C的条件下 APMP磨浆过程一次性成漂白浆的实际意义。
因此有的(1)成浆白度低、纤维强度差和纸种适用性差。
浆料白度一般约为50%~60%IS0,最高可达70%IS0,白度返黄值大,可配抄白度要求不高和强度较低的纸张。
杨~APMP 新闻纸 50~65 50~60 若生产高强度纸张,还需进行进一步的低浓打浆,由于~ APMP 新闻纸 64~70 50~60 化机浆冷却后具有挺硬度大的特点,再经低浓打浆必:⋯一竺,.。
. 55~60 75~80 会严重损桷伤纤维,因此有的企业采取减少高浓磨浆料APM P P意纸 6 ¨s—s0三 l、 = 68 杨木胶印新闻纸 75~80 蛆重H 刀木饨同水十:r亍J-永J曼’伍珉千IWlPt-FH I瓯中林扬一46 APMP铜版原纸和低定量涂布原纸 58 72. 5 浓磨进行轻微精磨匀整来保证成浆强度指标,这就大杨木APMP 低定量胶印新闻纸 68 75~80 幅度降低了生产能力和增加了电能消耗。
若生产高白材APMP 塞胶印新闻纸 68 65 度的纸张,还需增加漂白段,这不但增加了漂白设备的APMP 杉木新闻纸 60~ 75 55 一⋯一’~⋯⋯⋯⋯~⋯⋯⋯一⋯——二次投资费用,而且也降低了制浆得率,还失去了消潜40~45rain,消潜后浆料经过两段压力筛筛选后进入企业就采取二段磨间进行漂白来弥补成浆白度的不足,贮浆塔以供抄纸(见图1)。
即在二段磨的浆料入口处再次加入漂液,在磨浆过程中该工艺磨浆、漂白筛选的流程紧凑,浆料在经济通漂白,但这一漂白时间短,药液利用率低,白度增值少,造过量及相应的磨浆比压下经过高浓磨浆,第一段高浓磨成药液浪费因此该工艺制得的浆料仅适用于低白度和的打浆度约为12~20。
SR,第二段高浓磨打浆度约为30~低强度纸的生产。
40。
SR,经筛选后浆料打浆度约为35~45。
SR。
生产的浆 (2)磨浆电耗大和筛选负荷大。
国内外无论CTMP、料需在抄纸车间的打浆段进行低浓打浆和配浆,便可达TMP、GMP还是APMP制浆,其发展趋势都是尽量提高到成浆质量要求,但存在以下问题:筛选效果,筛浆渣浆率几乎达到30%以上,在高渣浆率的图1 两段浸渍、两段高浓磨浆的常规APMP制浆流程78 守单氓-g2ag-g 3~2oo 7~3 PI图2 APMP制浆流程改进实例之一维普资讯情况下对浆渣回流重磨。
这样,一方面由于浆渣增加了磨浆动力消耗,另一方面由于浆渣回流会造成筛选系统的浆渣积累,增加了筛选负荷和降低了筛选设备的筛选性能,特别是对二段压力筛影响更大。
3 漂白、磨浆与筛选流程设计的改进实例针对常规APMP漂白、磨浆和筛选工艺的缺陷,对漂白、磨浆与筛选流程设计进行了改进。
3.1 流程设计示例一(见图2)该制浆工艺是在常规APMP两段浸渍、两段高浓磨浆的基础上,根据产品的适用范围,在一段高浓磨和二段高浓磨之间增加一个高浓保留塔,磨后浆料进入消潜池,消潜后浆料经过低浓双盘磨打浆,低浓磨后的浆料通过两段中浓压力筛进行筛选,压力筛的良浆经过斜螺旋脱水机洗涤浓缩,用中浓泵送高浓贮浆塔贮存,供抄纸使用。
第二段压力筛筛出的浆渣利用一台与主线盘磨同一型号规格的低浓双盘磨单独打浆,磨后浆料进入筛前浆池,再通过压力筛选系统。
该流程具有以下特点:(1)在两段高浓磨间增加高浓漂白塔。
一方面使浆料在二段磨前停留较长的时间,在高温高浓的环境下充分发挥化学药液的作用,使浆料白度有较大幅度上升而节约化学药品,杨木浆料漂白可达70%~80%ISO,同时又可使纤维进一步吸水润胀,有利于提高二段高浓磨浆质量;另一方面在生产高白度纸浆时可将保留塔作为漂白●工程设计● gY塔,根据所要求的浆料白度,加入1%~3%的过氧化氢漂白剂,可使杨木浆白度高达85%ISO,适用于配抄较高白度的纸张。
(2)在消潜池内进行酸处理。
在消潜池顶部加入硫酸酸化~lJpH值5.5~6.5,以中和氢氧化钠及分解残余的过氧化氢,有效地稳定漂后浆料白度,降低白度返黄率。
(3)趁热采用高低浓打浆。
高浓打浆使纤维的揉搓作用增强,纤维的分丝帚化效果好,能够更好地保持纤维的长度和强度,但单纯采取高浓打浆的处理方式,微纤维束及浆料细小碎片不能很好地疏解,浆料的匀整度差。
因此,高低浓两段打浆的良好结合,可使纤维受到损伤小,打浆后浆料的强度高、质量好。
借用浆料在消潜池消潜,使浆料充分吸水润胀,而呈现出纤维的柔软性和可塑性,趁机经过低浓打浆,会有效避免纤维过度切断,得到良好纤维形态的浆料,并可提高低浓打浆效率,降低打浆电耗。
该工艺设计的成浆打浆度和浆料白度能适用于表1中列示的纸种,有效弥补了常规工艺存在的某些缺陷,但也存在以下问题:(1)对二段筛的渣浆用低浓盘磨重磨,磨后浆料回流重筛,增加了磨浆和筛选动力消耗。
(2)用斜螺旋脱水机洗涤浓缩,纤维流失率大,需配置纤维回收设备,否则其中的流失纤维多为细小纤维,虽然经过滤液回用使纤维流转于筛选系统内,但增加了筛选动力消耗,并会产生细小纤维逐渐积累而影图3 APMP制浆流程改进实例之二图4 漂白磨浆和筛选的优化组合c ^ PaperIndustry VoL28,No.3 Mag,2007 79维普资讯响成浆质量。
3.2 流程设计示例二湖南某厂从奥地利ANDRITz公司引进P—RCAPMP$il浆生产线,年产1 0万吨意杨APMP浆。
该工艺磨浆和漂白流程与图2基本相同,但采用了三段筛选,并增加了净化系统,见图3。
该流程的主要特点是弥补了示例一存在的缺陷。
一是对二段筛尾浆用高浓磨磨浆,提高了尾浆的质量;二是增设了三段筛,对高浓磨磨后粗浆进行筛选,筛后良浆进入浓缩系统;三是增设了三段低浓除渣系统,对三段筛排出的尾渣进行净化处理,一段良浆返回未磨粗渣,三段除渣器的尾渣排入地沟,提高了浆料质量;四是用纤维流失小的多圆盘浓缩机代替纤维流失大的斜螺旋脱水机,把圆盘浓缩机过滤出的超清滤液用于本机的冲网和剥浆,多余的超清滤液回流至浊液池,用于本机冲浆和前段浆料的稀释以及压滤机脱出滤液纤维回收机的冲网,既节省了纤维回收装置,又从一定程度上降低了动力消耗。
4 流程设计改进建议汶瑞机械(山东)有限公司根据筛后浆渣的几种处理方式,结合化机浆筛选尾浆率高和尾渣量不稳定的特点,与江苏某厂年产2.5万I1屯全杨木APMP筹建项目的工艺设计交流中,在以上示例工艺的基础上,提出了漂白、磨浆和筛选优化组合的改进建议,见图4。
(1)改变酸化剂的加入位置。
二段磨后还有残余的过氧化氢未发生其效能,若在消潜池顶部加入酸化剂,使其迅速分解会造成药品浪费,因此建议在消潜池后的浆泵吸入口加入酸化剂,充分发挥漂白药液的效能,可使浆料白度提高1%~2%ISO。
(2)改变浆渣磨浆方式。
在两段筛间设置低浓盘磨对一段筛的尾浆进行磨解,磨后浆料经过二段筛进行筛选,筛后良浆进入多圆盘浓缩机浓缩洗涤,筛后尾渣返回消潜池进行再次处理。
(3)以低浓泵取代中浓泵。
在示例流程中的高浓塔后和浆料浓缩后,均配置中浓泵输送浆料,投资过大,因此提出了以低浓泵取代中浓泵的设计建议。
一是将进压滤机的浆料浓度由7%~10%改为4%~5%,满足了低浓泵的输送性能,对滤液合理利用;二是多圆盘浓缩后的浆料直接用螺旋输送机送入贮浆塔,取消了浆料浓缩后的稀释缓冲槽,从而也取消了浓缩后中浓泵,能够提高浆料的输送效率,并减少泵的投资及其维护费用。
(4)在制浆段不设置浆料净化系统,浆料净化由抄纸车间抄前系统配置的净化设备统一处理,减少设备配置的重复性,以节约设备投资。
(5)自高浓漂白塔浆料泵送后续设备的管线设计,采用串联、并联、旁通和单台运行的方式,可据成浆打浆度的要求灵活调整成浆质量。
总装机容量改进后约比改进前减少20%。
口参考文献[1]唐艳军,刘秉钺.APMP的研究及应用现状[J].中国造纸,2004,(2):50~54.[2]陈世光.引进2 0 0t/dAPMP生产线简介[J]中国造纸,1 997,(4):61.[3]李铁红,黄念先齐纸APMP的生产技术[J].中华纸业,2002,23 (1 0):1 5~ 1 7[4]吴霞,邹哲明桦木APMP制浆实践[J].中华纸业,2003,24(6):48~ 49[5]贾卫华,张安龙.中林杨一4 6APMP制浆初探[J] 中华纸业,2 003,24(7):26~27[6]吴平武.P—Rc APMP工艺与生产实践[J]中华纸业,2 004,2 5 (1 0):27~3 0[7]李景宏,陈霞,贾彬.用国产设备实现高一低浓打浆[J].北方造纸,1 996,1 7(2):2 2.[8][美]E W 马科隆,T M 格雷斯编著最新碱法制浆技术[M] 中国轻工业出版社,1 998:3 61~371__。