堆焊修复
- 格式:pdf
- 大小:282.20 KB
- 文档页数:5
堆焊修复方案
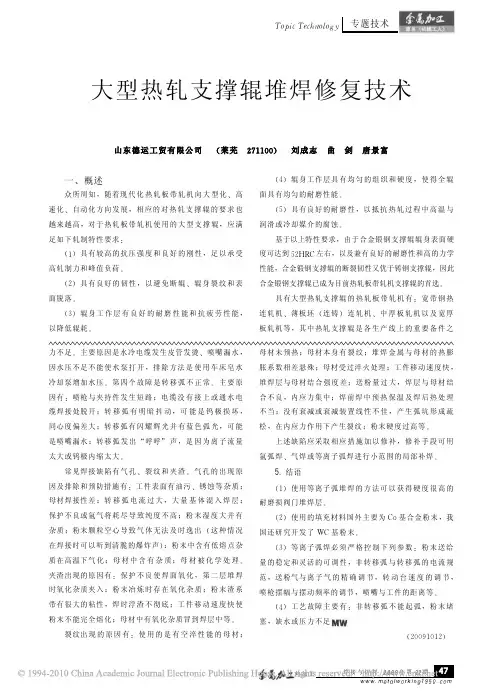
一、概述
堆焊是一种常用的修复手段,适用于各种金属材料的损坏修复。
通过在损坏部位表面堆焊一层耐磨、耐腐蚀、耐高温的合金层,可以大大提高设备的性能和使用寿命。
本次修复方案针对某机械设备的堆焊修复,修复部位为轴承位磨损。
二、修复步骤
1. 表面处理:清理干净损坏部位附近的灰尘、油污、铁锈等杂质,确保表面干净。
2. 定位焊接:根据设备损坏情况,选择合适的定位点,进行定位焊接。
焊接时需控制热量输入,避免热变形。
3. 堆焊前预热:堆焊前对损坏部位进行预热,温度不低于800℃。
4. 选择合适的堆焊材料:根据修复部位的工作环境、磨损情况等因素,选择合适的堆焊材料,如耐磨合金、耐腐蚀合金等。
5. 堆焊过程:按照材料使用说明书正确使用堆焊材料,控制好熔敷速度和焊缝厚度,确保达到理想的修复效果。
6. 冷却阶段:堆焊完成后,让焊缝自然冷却,避免急冷急热。
7. 后处理:对堆焊表面进行修整,去除毛刺、焊缝过度区等缺陷,确保表面光滑平整。
8. 探伤检测:使用超声波、磁粉探伤等方法对修复部位进行检测,确保无缺陷存在。
9. 表面处理:对修复部位进行表面处理,提高表面光洁度,减小摩擦系数。
三、注意事项
1. 焊接过程中要控制好热量输入,避免损坏周围部件。
2. 堆焊材料的选择要符合设备工作环境和使用要求,不可随意使用。
3. 修复完成后要进行质量检测,确保修复效果达到预期。
4. 修复过程中要注意安全,佩戴防护眼镜、口罩等防护用品。
总之,堆焊修复是一种有效的金属材料损坏修复手段,通过正确的操作步骤和注意事项,可以保证修复效果和质量。
磨辊、磨盘、轧辊、轴齿等硬面堆焊修复技术及施工方案磨辊、磨盘、轧辊、轴齿等设备由于工艺特点,在运行过程中,其表面磨损减薄极为严重,影响设备使用寿命,因此必须采取防磨和修复措施。
目前堆焊工艺是硬面修复最先进的工艺技术之一。
针对上述设备磨损特点,根据我公司长年从事该行业实际防护施工经验,我们设计选用明弧堆焊工艺,对被磨损表面进行修复,能满足要求,可提高焊件的使用寿命1.5-2.0倍(如磨辊、磨盘,使用寿命可由6000小时提高到8000小时以上)。
用堆焊修复焊件只需新件费用的20-30%,还可缩短修理和更换零件的时间,从而提高生产率,降低成本。
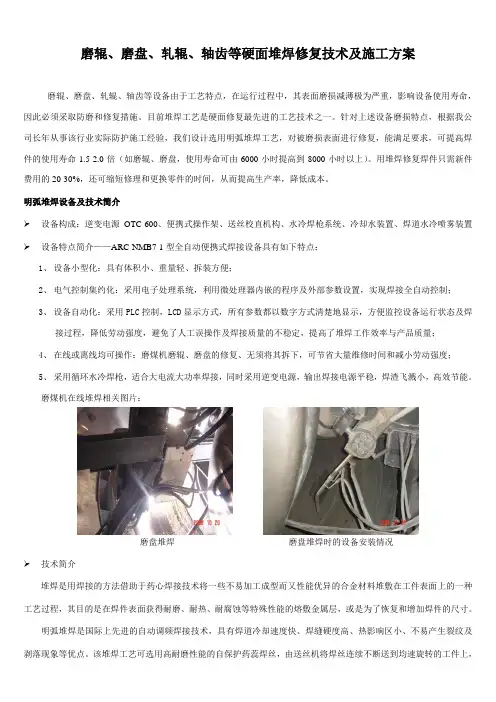
明弧堆焊设备及技术简介➢设备构成:逆变电源OTC-600、便携式操作架、送丝校直机构、水冷焊枪系统、冷却水装置、焊道水冷喷雾装置➢设备特点简介——ARC-NMB7-1型全自动便携式焊接设备具有如下特点:1、设备小型化:具有体积小、重量轻、拆装方便;2、电气控制集约化:采用电子处理系统,利用微处理器内嵌的程序及外部参数设置,实现焊接全自动控制;3、设备自动化:采用PLC控制,LCD显示方式,所有参数都以数字方式清楚地显示,方便监控设备运行状态及焊接过程,降低劳动强度,避免了人工误操作及焊接质量的不稳定,提高了堆焊工作效率与产品质量;4、在线或离线均可操作:磨煤机磨辊、磨盘的修复、无须将其拆下,可节省大量维修时间和减小劳动强度;5、采用循环水冷焊枪,适合大电流大功率焊接,同时采用逆变电源,输出焊接电源平稳,焊渣飞溅小,高效节能。
磨煤机在线堆焊相关图片:磨盘堆焊磨盘堆焊时的设备安装情况➢技术简介堆焊是用焊接的方法借助于药心焊接技术将一些不易加工成型而又性能优异的合金材料堆敷在工件表面上的一种工艺过程,其目的是在焊件表面获得耐磨、耐热、耐腐蚀等特殊性能的熔敷金属层,或是为了恢复和增加焊件的尺寸。
明弧堆焊是国际上先进的自动调频焊接技术,具有焊道冷却速度快、焊缝硬度高、热影响区小、不易产生裂纹及剥落现象等优点。
英文回答:The welding restoration technique is one of the methodsmonly used in industrial production to repair damaged lumbers,which can effectively address such issues as wear, cracks and pits on their surfaces and enable them to return to normal working conditions。
The process of repairing the damaged luminium typically includes several steps, such as preparation,welding, and reprocessing。
The preparation phase requires cleaning, inspection and welding of damaged luminum to ensure clean surfaces, oil—free, impurities and cracks。
The weld restoration phase was to re—locate the damaged areas with alloy welds through welding techniques, fill the defects and repair the surface。
The post—repair treatment phase includes thermal treatment, grinding and balancing of post—repair plumes to ensure that they have good working performance and useful life。
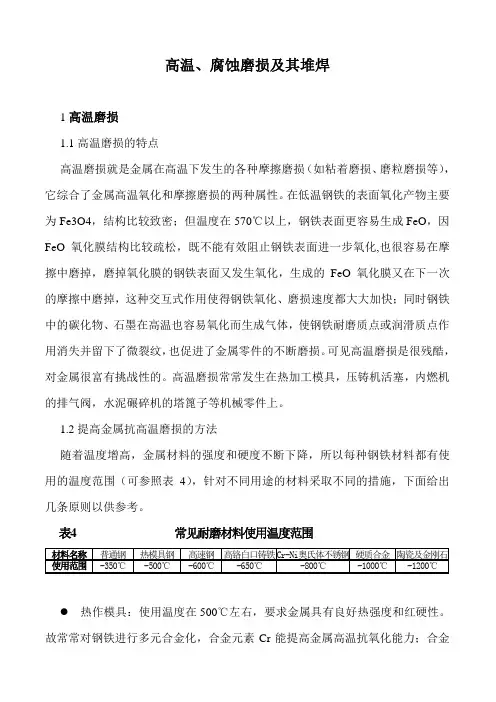
高温、腐蚀磨损及其堆焊1高温磨损1.1高温磨损的特点高温磨损就是金属在高温下发生的各种摩擦磨损(如粘着磨损、磨粒磨损等),它综合了金属高温氧化和摩擦磨损的两种属性。
在低温钢铁的表面氧化产物主要为Fe3O4,结构比较致密;但温度在570℃以上,钢铁表面更容易生成FeO,因FeO氧化膜结构比较疏松,既不能有效阻止钢铁表面进一步氧化,也很容易在摩擦中磨掉,磨掉氧化膜的钢铁表面又发生氧化,生成的FeO氧化膜又在下一次的摩擦中磨掉,这种交互式作用使得钢铁氧化、磨损速度都大大加快;同时钢铁中的碳化物、石墨在高温也容易氧化而生成气体,使钢铁耐磨质点或润滑质点作用消失并留下了微裂纹,也促进了金属零件的不断磨损。
可见高温磨损是很残酷,对金属很富有挑战性的。
高温磨损常常发生在热加工模具,压铸机活塞,内燃机的排气阀,水泥碾碎机的塔篦子等机械零件上。
1.2提高金属抗高温磨损的方法随着温度增高,金属材料的强度和硬度不断下降,所以每种钢铁材料都有使用的温度范围(可参照表4),针对不同用途的材料采取不同的措施,下面给出几条原则以供参考。
表4 常见耐磨材料使用温度范围热作模具:使用温度在500℃左右,要求金属具有良好热强度和红硬性。
故常常对钢铁进行多元合金化,合金元素Cr能提高金属高温抗氧化能力;合金元素Cr、Mo能固溶强化基体,提高金属的热强性;合金元素V、Nb、W等能产生沉淀强化,提高金属的红硬性和耐磨性。
如3 Cr2 W8、35 Cr3 Mo3 W2 V、4 Cr5MoVSi等都是常用热模具钢。
●高温活塞:使用温度在600~700℃左右,活塞与缸套做相对运动,发生摩擦,产生粘着磨损,由于在高温无法使用润滑油进行润滑,使得对活塞使用寿命很不利,故一般选择具有自润滑的铸铁材料,但普通铸铁的耐磨性及强度并不佳,所以要加入合金元素(如Cr、Mo、Cu等)进行强化,以提高铸铁的耐磨性。
●内燃机排气阀:使用温度在600~800℃左右。
堆焊修复工艺毕业设计论文
一、堆焊修复工艺的原理及分类
堆焊修复工艺是通过高温加热和熔化填充材料,将填充材料与被修复部件进行热力结合,形成新的材料层,从而修复受损部件的工艺。
根据填充材料的形式和使用方法的不同,堆焊修复工艺可以分为手工堆焊、自动堆焊和激光堆焊等几种。
二、堆焊修复工艺的应用领域
三、堆焊修复工艺的实际应用情况
实际应用中,堆焊修复工艺已经取得显著成效。
许多工程项目通过堆焊修复工艺,解决了工件表面的各种问题。
例如,在航空航天领域中,堆焊修复工艺被广泛应用于发动机叶片修复,解决了叶片表面磨损和腐蚀问题;在汽车制造领域中,通过堆焊修复工艺,解决了发动机缸体表面套筒磨损的问题。
四、堆焊修复工艺发展趋势
随着科学技术的不断进步,堆焊修复工艺也在不断发展和演变。
新的材料和装备的引入,使得堆焊修复工艺的效率和质量不断提高。
而且,堆焊修复工艺也开始向精细化、自动化和数字化方向发展。
总结起来,堆焊修复工艺是一种常见的修复方法,广泛应用于机械维修领域。
通过高温加热和熔化填充材料,可以修复各种受损部件,恢复其原有的使用性能。
堆焊修复工艺在航空航天、汽车制造等领域已取得显著应用效果,并且随着科技的进步,堆焊修复工艺也将不断发展和完善。
第30卷第2期江苏理工学院学报JOURNAL OF JIANGSU UNIVERSITY OF TECHNOLOGY Vo l.30,No.2 Apr.,20242024年4月H13(4Cr5MoSiV1)具有较高的韧性和耐冷热疲劳性能,是一种强韧兼备、质优价廉的钢种,通常被用做制造热锻模或压铸模[1]。
热作模具在使用中要持续反复受热,承受着极大的冲击载荷,且因金属塑性变形流动而引起的剧烈摩擦,会使长时间使用的模具发生不同程度的失效情况,整套模具的制造成本高,若模具稍有失效就废弃,会造成严重的资源浪费[2]。
本文选用了与H13化学成分相近的焊条对模具进行堆焊修复,大大降低了生产成本,提高了产品竞争力,是面向循环经济的绿色再制造技术[3]。
目前,对堆焊修复后模具的综合性能研究尚浅,堆焊修复后的模具要达到最理想的使用状态,对堆焊后的覆层组织和性能进行研究非常必要。
1试验材料与方法试验中,母材为热作模具钢H13,试样尺寸为60mm×60mm×30mm,试样中间位置用数控铣床开启U型坡口,长约60mm,宽约20mm,深约15~20mm,堆焊材料为化学成分相近的焊条,直径为3.2mm。
堆焊前对母材坡口周围进行残渣清理。
电焊条堆焊前在保温箱W3(PR-4)中进行保温预热1h,温度约100℃。
采用交流电弧焊机进行堆焊,堆焊时,焊接电流为120~160A,电弧电压为25~30V,进行全位置焊接,每焊完一道焊缝需停下用小锤子锤击坡口,去除焊接过程中产生的夹渣,然后再H13堆焊修复组织与性能研究丁立红1,雷卫宁2,陈菊芳2,曹健1,陈国炎1(1.江苏理工学院工程实训中心,江苏常州213001;2.江苏理工学院机械工程学院,江苏常州213001)摘要:文章对损坏的热作模具钢H13进行堆焊修复研究,选用化学成分相近的焊条Cr12MoV对模具的失效部位进行堆焊修复,然后,对堆焊后的试样进行不同温度的回火热处理,并研究其组织和性能。
轧辊堆焊埋弧堆焊修复技术【摘要】轧辊堆焊埋弧堆焊修复技术在工业领域中起着重要作用,广泛应用于轧辊的修复和加固。
本文首先介绍了轧辊堆焊的工艺流程,包括清洁表面、预热、堆焊和后续处理等步骤。
接着讨论了轧辊堆焊材料的选择和参数的优化控制,以确保修复效果和质量。
埋弧堆焊的优势与特点也被列举,如焊接速度快、熔深大等。
结合了轧辊堆焊与埋弧堆焊技术的应用,展示了二者之间的互补性和对轧辊修复的重要性。
未来,随着技术的不断发展,轧辊堆焊埋弧堆焊修复技术将继续提升,为工业生产带来更多便利和效益。
【关键词】轧辊堆焊、埋弧堆焊、修复技术、工艺流程、材料选择、参数优化、应用范围、发展趋势、未来前景、技术结合。
1. 引言1.1 轧辊堆焊埋弧堆焊修复技术的重要性轧辊堆焊埋弧堆焊修复技术在金属加工和制造行业中起着至关重要的作用。
随着工业技术的不断发展和进步,轧辊作为金属加工中的重要工具,其损坏和磨损问题日益凸显。
轧辊的损坏会直接影响到生产效率和产品质量,甚至对整个生产线造成较大影响。
轧辊堆焊和埋弧堆焊修复技术成为解决轧辊损坏问题的关键手段。
轧辊堆焊埋弧堆焊修复技术能够有效地修复轧辊表面的裂纹、磨损和变形等问题,延长轧辊的使用寿命,提高生产效率和产品质量。
通过采用合适的堆焊材料和优化的堆焊参数,可以实现轧辊表面的修复和涂覆,使轧辊重新获得理想的工作表面,减少能源消耗和生产成本,提高轧辊的耐磨性和耐腐蚀性。
1.2 轧辊堆焊埋弧堆焊修复技术的应用范围1. 钢铁行业:轧辊是钢铁行业中不可或缺的重要设备,其表面易受磨损和腐蚀的影响。
而轧辊堆焊埋弧堆焊修复技术可以有效地修复和加固轧辊的表面,延长其使用寿命,提高生产效率。
2. 能源行业:在煤矿、电力等领域,轧辊在煤矿输送和发电过程中起着关键作用。
经常受到磨损和冲击的影响,需要进行修复和强化。
轧辊堆焊埋弧堆焊技术可以为其提供良好的修复修理方案。
3. 冶金行业:冶金行业中的轧辊在轧制过程中承受着巨大的压力和摩擦,容易受到磨损和变形。
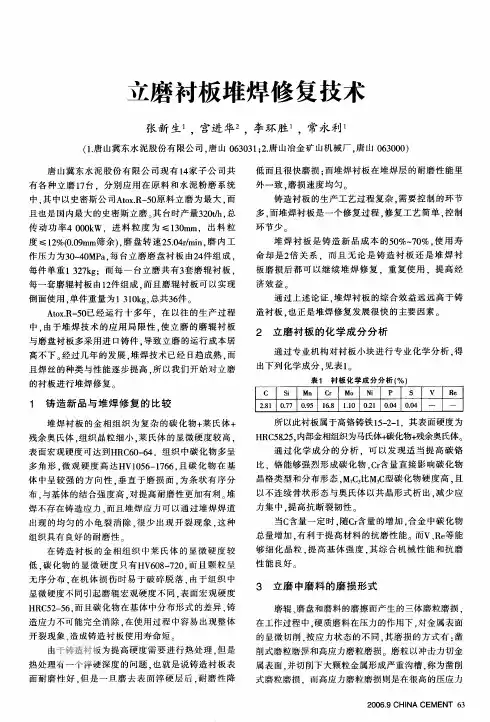
堆焊修复1.前言目前国内在役的中速磨有RP、HP、MPS、MBF和E型五种,其中RP和MPS型磨使用范围最广。
由于RP磨磨辊采用内锥装配,磨辊要求承受环向装配应力,国内外普遍采用双金属铸造或钢芯堆焊耐磨层的方法制造,近年来已逐步淘汰双金属铸造磨辊采用钢芯堆焊耐磨层。
RP磨辊的堆焊修复在国内已有十年的历史,堆焊方法和工艺已趋于成熟,MPS磨辊采用热套压盘装配,磨辊的环向用力相对较小,国内外都采用耐磨整体铸造方法制造。
最初是引进国外技术是工艺相对简单的镍硬铸铁工艺技术生产,由于存在镍硬铸铁耐磨性低的问题,随高铬铸铁产生工艺成熟,以被高铬铸铁所代替。
与RP磨相比较,MPS磨在国内使用历史较短,但近年采用速磨的电厂选用MPS磨居多,使用该型磨的电厂存在大量待修的替换下来的废旧磨辊。
如MPS磨辊单面使用,磨损重量仅占磨辊总重量的五分之一~四分之一。
由于替换下来的废旧磨辊的体积和重量都很大,火焰又无法切割,即使火炉也很困难,造成很大的资源浪费。
因此,MPS磨辊的修复具有明显的经济效益和社会效益。
铸态高铬铸铁中,对耐磨性贡献最大的碳化物呈无序的非连续的分散相。
在使用过程中,碳化物周围的基体金属磨损使碳化物易脱落,使磨损过程加速。
与铸态高铬铸铁相比较,高铬铸铁堆焊层允许采用过共晶成分,对耐磨性贡献最大的碳化物含量更高,而且具有埋弧焊接过程的冶金质量高、不存在缩孔、缩松等缺陷,以及凝固金属具有方向性,碳化物呈纤维状并与磨损表面垂直。
碳化物相对较细、韧性好,嵌入的碳化物在磨损中不易脱落等特点,表现出在相同的硬度情况下,堆焊层高铬铸铁比铸态的有更高的耐磨性,因此,解决高铬铸铁堆焊工艺技术问题进行高铬铸铁铸造磨辊堆焊修复具有很强的生命力,同时应当指出,由于高铬铸铁的铸造很热处理工艺要求严格,稍有不慎会出现开裂或损伤的问题,在国内多家电厂曾发生在运的MPS磨辊开裂事故。
在运行数千小时后,经修复再使用更长时间的运行中,修复后磨辊开裂的可能性会大一些,但要区分是原铸造会热处理质量还是堆焊修复引起的问题。
铸钢件的CO2气体保护堆焊修复铸钢件堆焊修复是生产中不可缺少的工艺方法,过去都是采用手工电弧焊的方法进行堆焊修复,工作量大。
为了改善劳动条件,提高经济效益,采用CO2气体保护堆焊修复可获得良好的效果,特别是大型铸钢件,效益更加明显。
某厂650电机座材质为ZG230-450 铸钢,质量1.7t 最大壁厚处为 84㎜形状复杂。
制造浇注时出现长度420㎜、宽度250㎜、深60㎜的夹砂缺陷。
通过堆焊方法修复的工艺措施如下。
1.焊接修复工艺采用CO2气体保护堆焊修复,焊接电源为NBC-400 型CO2气体保护焊机。
采用立向堆焊工艺,选用直径1.2㎜的H08Mn SiA 焊丝,共堆焊68 层。
焊接修复的工艺步骤如下:①用碳弧气刨或氧乙炔割炬修正铸钢件缺陷边缘,清除残存的夹砂层,并用扁铲铲去氧化渣砂瘤。
②采用多层多道焊工艺,堆焊底层时,当发现有夹砂混入熔池时,应及时将夹砂清除出熔池。
注意对焊接熔池的保护,防止喷嘴过热和堵塞③CO2气体保护焊的焊渣很薄,层间不必清渣,但应注意焊道之间的熔合情况,防止层间夹渣。
④堆焊盖面层时,焊接工艺参数不宜过大,焊枪不作横向摆动,焊道不宜过厚或过宽,注意气体对焊缝的保护和防止焊缝组织过热。
⑤凡有棱角处军营堆焊出棱角,放置在其后的机械加工后无棱角而重新补焊。
堆焊修复上述铸钢缺陷时消耗焊丝20公斤,CO2气体3瓶,所需工时(包括辅助工时)为8 小时2.修复效果手工电弧焊时,为防止层间夹渣,必须层层清渣,辅助劳动量大,工作条件差。
CO2气体保护焊不需清渣,可连续施焊,大大减少了辅助时间,降低了劳动强度。
手工电弧焊为防止夹渣,对操作者的技术水平要求较高。
而CO2气体保护焊的熔渣很少,熔池便于观察,焊缝成型容易控制,对操作者的技术水平要求不高。
堆焊修复同样大小的铸钢缺陷,CO2气体保护焊所用的焊丝为手弧焊的1/1.75,工时为手弧焊的1/6 ,可节电60%左右,提高了功效,降低了材料消耗。
电火花堆焊修复机原理电火花堆焊修复机原理:我司生产的电火花堆焊修复机,采用日本先进冷焊机研发技术,利用电火花高频放电原理,对焊补区域进行沉积堆焊,来实现工件表面缺陷与磨损焊补完美性,而且焊补后在金相组织分析下也可以看出母材和焊缝区没有太大变化。
(如下图)并且我司的电火花堆焊修复机的表面焊补强化功能对工件进行强化处理,实现工件的增强硬度和耐磨性、耐热性、耐腐蚀性等,另外我司研发的电火花堆焊修复机在原来日本冷焊机技术上作出了两项改进,一是在焊补功率上增加到3000W,使得我司的电火花堆焊修复机的焊补功率是市场上其他焊机的焊补功率两倍以上;二是在原来日本技术的基础上增加数字控制系统,使操作更加简便,使用更加方便。
电火花堆焊修复机焊补后母材可以二次加工、不变形、不退火、不咬边、溶接强度高、抗耐磨。
可通过PT、金相、拉伸及硬度测试,同时焊材与母材的冶金结合保证了焊补后很高的牢固性。
弥补了普通氩弧焊、电焊的焊补不足。
电火花堆焊修复机可以在窄小部位、深腔部位、以及极硬材料(像硬质合金材料)上补焊,不会产生裂痕或沙孔、也不会使工件产生变形或焊池周边凹陷的现象。
电火花堆焊修复机采用氩气保护,补焊部位不会氧化发蓝。
利用显微镜观测操作,细小部位一目了然,焊后可镜面抛光,适合各种材料的堆焊强化修复。
电火花堆焊修复机的焊点单点焊补范围是在0.15mm~2.5mm之间,而且可以在厚度最薄0.15mm的金属板材上(如铝板材)进行无缝焊接,不会因为温度过高而焊穿金属板材板材,焊缝均匀美观。
电火花堆焊修复机是金属加工、金属铸造和修复行业的企业不可缺少的焊补修复强化设备;同时HB09-K3型电火花堆焊修复机也是个人从事特种修复行业开店创业的好帮手。
电火花堆焊修复机特点:◆母材不退火、不变形:母材焊补前无需预热,堆焊的过程是微区内瞬间的热量输入-散失的反复过程,基体不会有过多的温升,因而无变形、咬边和残余应力,焊点部位不会出现退火现象。
姓名:李华阳 学号:20112058 班级:11级农机教育1班堆焊修复法焊接修复法修复零件是借助于电弧或气体火焰产生的热量,将集体金属及焊丝金属熔化和熔合,使焊丝金属填补在零件上,以填补零件的磨损和恢复零件的完整。
焊接根据使用的热源不同分为气焊和电焊。
电焊根据熔剂层的不同又可分为手工电弧焊和振动堆焊。
1、振动堆焊修复法。
振动堆焊是焊丝以一定的频率和振幅振动的脉冲电弧焊,是机械零件修复方法中广泛应用的一种自动堆焊方法。
其实质是在焊丝送进的同时,按一定频率振动,造成焊丝与工件周围地起弧和断弧,电弧使焊丝在较低电压(12V——20V)下熔化,并稳定均匀地堆焊到工件表面。
起主要特点是堆焊层厚,结合强度高,工件受热小,常用于修复一些轴类零件。
堆焊的过程。
可分为三个阶段:短路期、电弧期和空程期。
(1)、短路期:焊丝前进,尖端与工作部门接触,正负极短路,电流由零急剧上升到最大值,而电压几乎为零。
此时,电流使焊丝加热熔化并使焊丝尖端与零件表面焊接,此阶段产生的热量的10%——20%。
(2)、电弧期:焊丝振动离开零件表面时,离焊丝尖端一定处的截面开始缩小,焊丝截面缩小导致电流密度增大,从而加剧焊丝脱离零件,焊丝脱离后,在零件上留下一小块熔接金属。
焊丝脱离零件瞬间,电压上升到26V——32V,并产生电弧放电,在电弧放电期间,高达80%—的热能使焊丝熔化在工件表面上。
(3)、空程期:随着焊丝远离零件,放电结束,从电弧熄灭到焊丝与工件表面再次基础期间,此期间不产生热量。
正确选择堆焊参数,是获得稳定堆焊过程和良好堆焊质量的基本条件,其选用原则如下:A、电源和极性:振动堆焊应采用具有平硬外特性的直流电源,反极性接法,即工件接负极,焊丝接正极。
若极性接错,堆焊过程将不稳定,金属飞溅大,基体金属熔化不良,气孔多,表面质量差;B、电压:电弧电压是堆焊规范中关键的一个参数。
电压高低决定电弧长短和熔滴的过渡形式。
它对焊缝形成、飞溅、焊接缺陷以及焊缝机械性能都用很大的影响。
姓名:李华阳学号:20112058 班级:11级农机教育1班堆焊修复法焊接修复法修复零件是借助于电弧或气体火焰产生的热量,将集体金属及焊丝金属熔化和熔合,使焊丝金属填补在零件上,以填补零件的磨损和恢复零件的完整。
焊接根据使用的热源不同分为气焊和电焊。
电焊根据熔剂层的不同又可分为手工电弧焊和振动堆焊。
1、振动堆焊修复法。
振动堆焊是焊丝以一定的频率和振幅振动的脉冲电弧焊,是机械零件修复方法中广泛应用的一种自动堆焊方法。
其实质是在焊丝送进的同时,按一定频率振动,造成焊丝与工件周围地起弧和断弧,电弧使焊丝在较低电压(12V——20V)下熔化,并稳定均匀地堆焊到工件表面。
起主要特点是堆焊层厚,结合强度高,工件受热小,常用于修复一些轴类零件。
堆焊的过程。
可分为三个阶段:短路期、电弧期和空程期。
(1)、短路期:焊丝前进,尖端与工作部门接触,正负极短路,电流由零急剧上升到最大值,而电压几乎为零。
此时,电流使焊丝加热熔化并使焊丝尖端与零件表面焊接,此阶段产生的热量的10%——20%。
(2)、电弧期:焊丝振动离开零件表面时,离焊丝尖端一定处的截面开始缩小,焊丝截面缩小导致电流密度增大,从而加剧焊丝脱离零件,焊丝脱离后,在零件上留下一小块熔接金属。
焊丝脱离零件瞬间,电压上升到26V——32V,并产生电弧放电,在电弧放电期间,高达80%—的热能使焊丝熔化在工件表面上。
(3)、空程期:随着焊丝远离零件,放电结束,从电弧熄灭到焊丝与工件表面再次基础期间,此期间不产生热量。
正确选择堆焊参数,是获得稳定堆焊过程和良好堆焊质量的基本条件,其选用原则如下:A、电源和极性:振动堆焊应采用具有平硬外特性的直流电源,反极性接法,即工件接负极,焊丝接正极。
若极性接错,堆焊过程将不稳定,金属飞溅大,基体金属熔化不良,气孔多,表面质量差;B、电压:电弧电压是堆焊规范中关键的一个参数。
电压高低决定电弧长短和熔滴的过渡形式。
它对焊缝形成、飞溅、焊接缺陷以及焊缝机械性能都用很大的影响。