SAMSUNG CP45FV贴片机 培训编辑_图文.ppt
- 格式:ppt
- 大小:1.49 MB
- 文档页数:24
SMT 培训内容工位:操作员目录●三星贴片机结构示意图●三星贴片机操作说明●常用生产画面的解释●换料流程的介绍及注意事项●一般常见故障信息的介绍●解决一般故障的思路及解决方法●贴片机操作安全注意事项●贴片机的日常保养●5S的具体实施及达成效果三星贴片机结构示意图三星贴片机操作说明三星贴片机操作面板示意图蜂鸣器示教板面板开关功能说明:急停开关:主要用于处理紧急事故时用到,当压下它时除电脑外的电源均被切断,起到保护机器的作用准备按钮:主要用在机器的初始化,当压下它时,机器马达才有电开始按钮:主要用来启动机器正常工作的,当压下它时,机器正常运行停止按钮:主要用来停止机器正常工作的,当压下它时,机器停止运行复位按钮:主要用来将机器处于安全状态,且有关参数被清零电源隔离开关:主要用来接通或断开机器总电源电源启动开关:主要用来接通马达电源电源切断开关:主要用来切断马达电源软驱:主要用来考贝、转换文件用轨道摇柄:主要用来调节运输轨道的宽度以适应不同的PCB板蜂鸣器:当机器出现异常时发出声响用以提示操作人员示教板:主要用以对X、Y、Z的运动方便工程人员调较、编程用开机顺序后再压下关机顺序:从程序显示器中退出工作程序,当程序显示器中出现“您可以安全地关闭计算机”的,当有蜂鸣器响时,压下常用生产画面的解释当机器蜂鸣器响起时,程序显示器大多数同时会出现以下两个画面:(一)该画面显示系统出错信息,用以提醒操作员机器停机的原因(二)该画面显示机器抛料信息,用以提醒操作员几号头,几号喂料器抛料前面R:REAR后面)该画面主要用以监视机器生产程序的贴装进度,并能配合相应的面板开关进行对机器的操作控制。
程序步骤栏:显示程序循环数、座标。
速度控制滑鼠:用来控制整机贴装速度单步停止按钮:使机器在运行完一个周期后停止 关闭画面按钮:用来关闭贴装状态画面 运行模式选择栏:用来选择机器各种运行模式 连续生产按钮:用以完成未贴完元件的PCB 之用 循环步骤显示栏:显示所选步骤的范围选择步骤范围选定栏:当选择步骤范围时选择此按钮用以确认该画面主要用以监视机器的贴装状态,集中体现在对贴装头、吸嘴、喂料器的监视吸嘴贴装状态栏:显示吸嘴贴装次数,成功次数,抛料次数及抛料率等信息喂料器喂料状态栏:显示喂料器送料次数,成功次数,抛料次数及抛料率等信息数据清零按钮:用以清除贴装统计数据关闭贴装画面按钮:用以关闭贴装状态对话框贴装头贴装状态栏:显示每个贴装头贴装次数,成功次数,抛料次数及抛料率等信息一般常见故障信息的介绍Front door is opened(前门已打开)F iducial mark can’t be detected基准标记不能识别Front feeder is not locked前面喂料器未装好Pick up error when retring<Head 1>一号头在一次吸料错误PCB isn’t reached to the exit area PCB板没有到达出口位置区PCB exist on the input & wait sensor在入口或等待感应器处有PCB板Ca n’t carry away PCB from the wait sensor等待感应器处PCB板不能被输送走Emergency switch is pressed 紧急开关已压下Remove the PCB existing on the place buffer移走贴装位置处的PCB板。
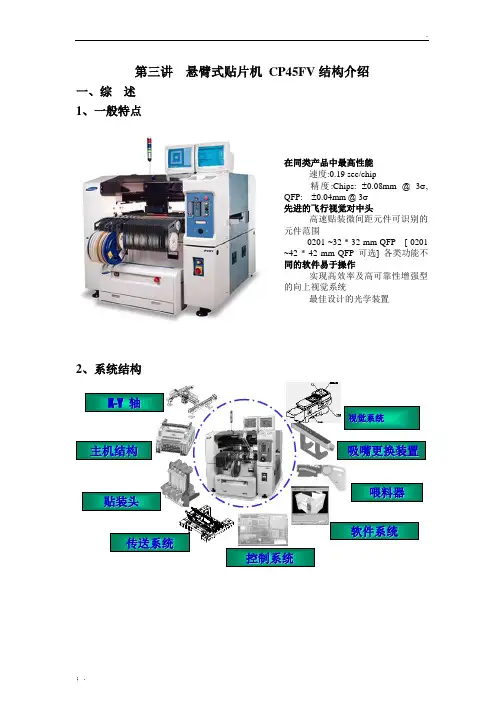
第三讲悬臂式贴片机CP45FV结构介绍一、综述1、一般特点在同类产品中最高性能- 速度:0.19 sec/chip- 精度:Chips: ±0.08mm @ 3σ,QFP: ±0.04mm @ 3σ先进的飞行视觉对中头- 高速贴装微间距元件可识别的元件范围- 0201 ~32 * 32 mm QFP [ 0201~42 * 42 mm QFP 可选] 各类功能不同的软件易于操作- 实现高效率及高可靠性增强型的向上视觉系统- 最佳设计的光学装置2、系统结构X-Y轴主机结构吸嘴更换装置视觉系统喂料器传送系统软件系统贴装头控制系统3、整机结构➢运用FEM(有限元法)及实验的方法获取的高精度及高刚性结构➢通过分析并运用专用的塑料减振器使其传送到地面的振动最小BodyX–Y 轴系统➢高刚性高稳定性的运动结构▪宽的元件处理范围(0201 to QFP256)利用同样的参数▪对于贴装任一IC 都确保其高效率➢无偏差的运动系统▪X-Beam传送力较小▪快速准确的定位(20 m在30msec 内处理)▪4、X–Y 轴框架➢高速高精度的运动控制•简单坚固的设计•最优化的伺服系统•X-Y 轴结构•采用AC 伺服马达驱动•重复精度:0.02mm二、贴装与影像1、贴装头➢高性能贴装头介绍•飞行对中图像系统•先进的视觉处理•理想的结构设计•平稳快速的运行动作•增加吸嘴的孔位•特殊吸嘴2、图像处理系统⏹为CP45FV 最佳设计➢快速识别及处理校准➢可靠性高3、飞行视觉系统➢六头六视觉系统(SHSV)- 6 轴/ 6摄像头➢高速的全视觉系统- 元件在X-Y运动过程中被识别- 无须运动到其它位置识别-0.19sec/chip, 0.75sec/IC➢高精度& 较宽元件识别范围的视觉系统- 高科技的光学系统- 0201 (0603) ~ 22*22mm IC5、Z 轴结构➢超轻的Z 轴设计- Z轴以高加速度快速到达拾取贴装位置(Max. 9G)➢高刚性& 低振动性- 消减吸嘴取料处的振动- 提高了运行的重复精度及贴装精度6、图像系统➢最佳的光学识别系统➢高性能的图像运算法则➢3-D 数字照明❖容易操作的标准元件数据库7、光学设计➢直轴系统- 可排除图像的变形或失真➢Reflective Diffusion Plate- 元件识别错误减少到最小➢固定的图像系统- 无须重新调校- 高可靠性8、视觉对中系统可贴装IC直观轮廓对中识别9、视觉处理➢ 快速识别- 贴装时间:小于 1.6sec/QFP ➢ 高分辨率-256 级灰阶图像处理- 可识别0.3mm Pitch 的QFP,μBGA 等10、3-D 数字照明系统普通照明三星照明三星照明普通照明➢ 为各种不同元件提供不同的照明方式 ➢ Ø 可程控发光源的亮度: 16 级照明 多种照明系统: 普通照明, 通过边上的发光源来进行最优化的调整, 为细间距QFP, μBGA , CSP 及Connector 专门设计11、快速稳定的运动➢高速且稳定运动的Z-axis- 伺服马达系统保证其高速稳定的运动- 轻巧的Z-axis 机械装置(重量: 11g)➢高分辨率的旋转装置- 0.005 degrees➢每一贴装头Z 轴升降及θ轴旋转速度模式可调12、自动换嘴装置➢适用于各种不同元件的吸嘴- 共37 个吸嘴孔位(含1 个调校工具)- 10 种吸嘴13、吸嘴支架➢强有力的接合装置-利用表面为锥型的稳定夹紧装置-较安全地放在吸嘴孔内➢低压力-最小压力的贴装防止精细元件损坏14、吸嘴➢使用寿命长- 利用专用材料和独特的外形设计使其具有较长的寿命➢较宽的元件识别范围- 每个吸嘴均可处理:1005 ~ 3216Chips三、传送与定位系统➢具高稳定性的传送系统•3-段传送系统•PCB 板边定位系统•自动宽度调整系统1、3-段传送系统独立运动⏹ 前后缓冲⏹ 在工作区域内采用1个微型的步进马达来控制PCB 传送时的加速或减速> 彻底地排除了传统的定位方式造成元件移位的现象> 最佳传送速度2、PCB 定位系统➢ PCB 翘曲度为零 ➢ 自动调整夹紧的高度- 最佳的PCB 夹紧状态进板段贴装工作区 出板段3、自动宽度调整系统➢高可靠性及高精度的自动宽度调整- 使用伺服马达和丝杆➢容易操作- 可编程调整- PCB贴装数据编程简易四、控制系统➢双CPU 系统•工业PC•VME (虚拟计算机环境)CPU> 设置运行高稳定性> 设备在运行时可进行其它操作五、喂料器⏹8,12,16,32,44 和56mm带式喂料器⏹标准及客户订做的喂料器⏹最大可装104 站带式喂料器(8mm 带式喂料器)20盘喂料器单盘喂料器带式喂料器结构利用机器内部气压驱动进行送料,保证供料的平稳性六、软件与界面 1、软件系统➢ 在友好用户操作界面下的各种不同编程软件 ➢ 有效的软件为客户提高了生产效率 ➢ 增强型人机界面(MMI ) ➢ Easy OLP (离线编程) ➢ Gerb Mounter ➢ 远程服务系统保护盖料带压紧装置带盘转动方向手动手柄汽缸2、人机界面(1)•使用友好的操作界面- Windows 98- 图解界面- 多功能处理- 容易使用的数据库- 具有网络和打印功能- 实时操作监控显示>简化且值得信赖的菜单树形结构多窗口环境Windows 98 软件- 韩文,英文语言选择- 条列式侦错画面, 将各种错误提示显示在屏幕上,减少停机时间元件数据库-丰富的贴装元件数据库-可在线进行元件编辑2、人机界面(2)•准确的故障维修向导(GUI)- 大的维修信息数据库- 为不同的故障提供不同的维修信息- 直观容易被理解- 容易诊断和维修•生产控制- 具有储存生产管理数据的能力- 对不同的数据具实时监控能力3、人机界面(3)•优化功能- 元器件的分配最优化- 喂料器编排的最优化- 贴装路径的最优化缩短计算时间> 提高生产效率4、程序编写数据来源主机机器1.2.3...CAD 系统⏹Gerber文件⏹ASCII 文件⏹CAD 文件其它公司机器文件⏹贴装数据Gerb Mounter生成贴装数据EasyOLP- 生产线平衡- CAD 文件转换- A SCII 文件转换- 其它公司机器数据转换数字化仪生成贴装数据优化系统喂料器排列贴装顺序吸嘴排列M#1M#2。
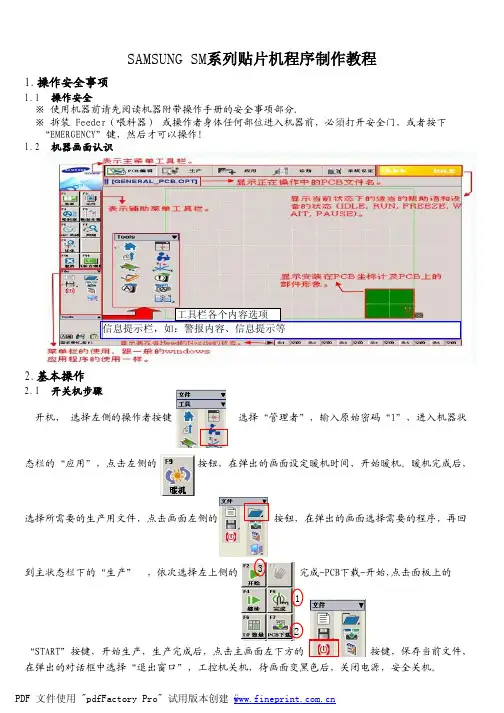
1.操作安全事项1.1 操作安全※ 使用机器前请先阅读机器附带操作手册的安全事项部分.※ 拆装 Feeder (喂料器) 或操作者身体任何部位进入机器前,必須打开安全门,或者按下 “EMERGENCY ”键,然后才可以操作!1.2 机器画面认识2.基本操作2.1 开关机步骤开机,选择左侧的操作者按键选择“管理者”,输入原始密码“1”,进入机器状态栏的“应用”,点击左侧的 按钮,在弹出的画面设定暖机时间,开始暖机。
暖机完成后,选择所需要的生产用文件,点击画面左侧的 按钮,在弹出的画面选择需要的程序,再回到主状态栏下的“生产” ,依次选择左上侧的完成-PCB 下载-开始,点击面板上的“START ”按键,开始生产,生产完成后,点击主画面左下方的 按键,保存当前文件,在弹出的对话框中选择“退出窗口”,工控机关机,待画面变黑色后,关闭电源,安全关机。
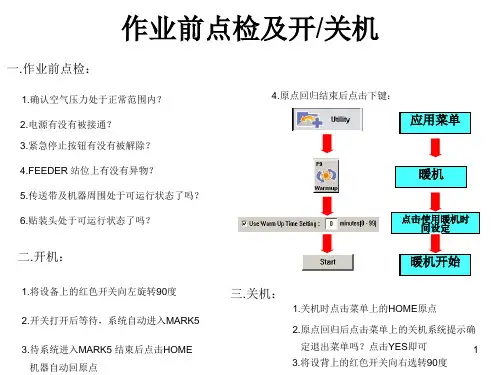
SAMSUNG SM系列贴片机程序制作教程2.2 设备回原点※ 开机进入设备操作主画面后,点击左下角的按钮,等待设备回原点后,方可进行下一步操作!※ 回原点前确认吸嘴及轨道在正常状态。
3.程序编制3.1 基板的定义1.点击主画面左侧的“基板”按钮,进入“基板定义”画面。
2.依次输入“客户名”和“板名称”,客户名的输入是为了下次方便寻找,板名称必须输入。
3.一般情况下此框内的选项不需要更改。
4.根据板的实际长宽分别输入X Y 对应的框内,并在确认轨道内无异物的情况下,调整轨道宽度。
5.此框内的各个选项无需更改,6.移动高度指设置PCB 板的顶面以"0"为基准头部移动的高度,保持默认即可。
定位类型有以下几种:7.将准备好的PCB 板放在设备轨道进口的感应器上方,点击“PCB 传入”23456878. 点击“基准标记”按钮,出现以下画面:1324563.2 元件的定义1. 点击主画面左侧“元件”按钮,出现以下画面:2. 点击上图中的“新建元件”按钮,出现下图需要设置元件信息的画面3.将元件信息设置完成后,点击上图右上角的“公共数据”按钮,进一步设置元件相关属性,如下图:在此处输入所要新建的元件名选择所要新建的元件的封装形式,电阻选择:chip-R****,电容选择:chip-C****,三极管选择:TR/TR2(根据送料方式不同选择),IC 只有两边有引脚的选择:SOP/SOP2,IC 四边有脚的选择:QFP 。

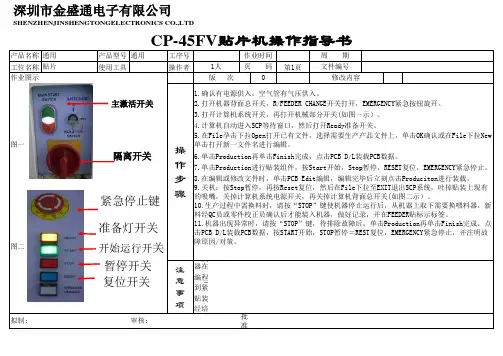
产品名称产品型号通用工序号工位名称使用工具操作者第1页作业图示01.机器在运行中不要将身体的任何部分置于运动部件中的运动范围。
2.在编程修改储存文件完毕后,要装载文件时机器必须处于“IDLE”空载黄色指示灯状态。
3.遇到紧急事故发生,按下操作面板或示教盒中的紧急停止按钮〈EMERGENCY〉。
4.在贴装头或激光头下严禁有操作动作。
5.未经培训之员工,不得操作机器。
拟制:审核:批准:隔离开关图二贴片1人注意事项1.确认有电源供入,空气管有气压供入。
2.打开机器背面总开关,R/FEEDER CHANGE开关打开,EMERGENCY紧急按钮旋开。
3.打开计算机系统开关,再打开机械部分开关(如图一示)。
4.计算机自动进入SCP等待窗口,然后打开Ready准备开关。
5.在File孕击下拉Open打开已有文件,选择需要生产产品文件上,单击OK确认或在File下拉New 单击打开新一文件名进行编辑。
图一主激活开关页 码文件编号CP-45FV 贴片机操作指导书通用作业时间周 期操作步骤11.机器出现异常时,请按“STOP”键,待排除故障后,单击Production再单击Finish完成,点击PCB D/L装载PCB数据,按START开始,STOP暂停=REST复位,EMERGENCY紧急停止,并注明故障原因/对策。
版 次修改内容10.生产过程中需换料时,请按“STOP”键使机器停止运行后,从机器上取下需要换喂料器,新料经QC员或零件校正员确认后才能装入机器,做好记录,并在FEEDER贴标示标签。
6.单击Production再单击Finish完成,点击PCB D/L装载PCB数据。
7.单击Production进行贴装组件,按Start开始,Stop暂停,RESET复位,EMERGENCY紧急停止。
8.在编辑或修改文件时,单击PCB Edit编辑,编辑完毕后立刻点击Produciton进行装载。
9.关机:按Stop暂停,再按Reset复位,然后在File下拉至EXIT退出SCP系统,吐掉贴装上现有的吸嘴,关掉计算机系统电源开关,再关掉计算机背面总开关(如图二示)。