精馏塔的设计计算
- 格式:ppt
- 大小:1.29 MB
- 文档页数:77
第2章精馏塔的设计计算2.1 进料状况设计中采用泡点进料,塔顶上升蒸汽采用全冷凝器冷凝,冷凝液在泡点下回流至塔内该物系属易分离物系,最小回流比较小,故操作回流比取最小回流比的1.7倍。
塔釜采用间接蒸汽加热具体如下:塔型的选择本设计中采用浮阀塔。
2.2 加料方式和加料热状况加料方式和加料热状况的选择:加料方式采用泵加料。
虽然进料方式有多种,但是饱和液体进料时进料温度不受季节、气温变化和前段工序波动的影响,塔的操作比较容易控制;此外,饱和液体进料时精馏段和提馏段的塔径相同,无论是设计计算还是实际加工制造这样的精馏塔都比较容易,为此,本次设计中采取泡点进料。
2.3 塔顶冷凝方式塔顶冷凝采用全冷凝器用水冷却。
甲醇和水不反应而且容易冷却,故使用全冷凝器,塔顶出来的气体温度不高冷凝回流液和产品温度不高无需进一步冷却,此分离也是为了得到甲醇故选用全冷凝器。
2.4 回流方式回流方式可分为重力回流和强制回流,对于小型塔冷凝器一般安装在塔顶。
其优点是回流冷凝器无需支撑结构,其缺点是回流控制较难。
需要较高的塔处理或因为不易检修和清理,这种情况下采用强制回流.故本设计采用强制回流。
2.5加热方式加热方式为直接加热和间接加热。
直接加热由塔底进入塔内。
由于重组分是水故省略加热装置。
但在一定的回流比条件下,塔底蒸汽对回流有稀释作用,使理论板数增加,费用增加,间接蒸汽加热器是塔釜液部分汽化维持原来浓度,以减少理论板数。
本设计采用间接蒸汽加热。
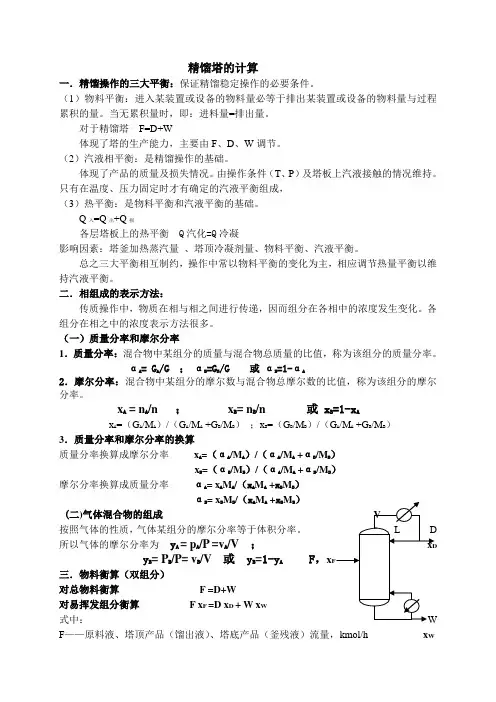
2.6工艺流程简介连续精馏装置主要包括精馏塔,蒸馏釜(或再沸器),冷凝器,冷却器,原料预热器及贮槽等.原料液经原料预热器加热至规定温度后,由塔中部加入塔内.蒸馏釜(或再沸器)的溶液受热后部分汽化,产生的蒸汽自塔底经过各层塔上升,与板上回流液接触进行传质,从而使上升蒸汽中易挥发组分的含量逐渐提高,至塔顶引出后进入冷凝器中冷凝成液体,冷凝的液体一部分作为塔顶产品,另一部分由塔顶引入塔内作为回流液,蒸馏釜中排出的液体为塔底的产品。
一.精馏塔优化设计计算【设计要求】375.71吨/溶度35wt%,产品溶度84(wt%),易挥发组分回收率0.98,1476小时。
进料热状况自选回流比自选单板压降≤0.7 kPa塔底温度100104℃本设计任务为分离二甲基亚砜-升蒸汽采用全凝器冷凝,冷凝液在泡点下一部分回流至塔物系属易分离物系,,2倍。
塔釜采用间接蒸汽加热,1二甲基亚砜摩尔质量MA=78.13kg/kmol水的摩尔质量MB=18 kg/kmolX F==0.7X D==0.96M F=0.3×78.13+0.7×18=36.04 kg/kmolM D=0.96×78.13+0.04×18=75.72 kg/kmol3.物料衡算原料处理量F==7.06水回收率衡算;=0.98 D=5.04总物料衡算7.06=D+W水物料衡算7.06×0.3=0.04D+WX W联立解得D=5.04kmol/h W=2.02kmol/h X w=0.05气液平衡数据6KPa下二甲基亚砜-水溶液平衡与温度的关系根据上表,利用内插法求进料,塔顶,塔底温度,由=得;塔顶;=T D=40.8°C+塔釜;=T W=96.7°C进料;=T F=48.1°C原料液,溜出液与釜残液的含量与温度相对挥发度的计算根据上表,利用内插法急速那精馏段和提馏段对应的气液相摩尔分率,得;精馏段;t1==44.45°C==X=0.75 y=0.98提馏段;t2==72.4°C==X=0.3 y=0.85将X1 Y1 X2 Y2分别带入气液平衡方程,得a1=16.3 a2=13.2a=(a1a2)0.5=14.67最小回流比及操作回流比的确定由泡点进料,可得X q=XF=0.7;Y q==o.97R min===-0.03一般回流比取最小回流比的2倍即R=2R min=0.1×2=0.2。

目录板式精馏塔设计任务3一.设计题目3 二.操作条件3 三.塔板类型3四.相关物性参数3五.设计容3设计方案错误!未定义书签。
一.设计方案的思考6二.工艺流程6板式精馏塔的工艺计算书7一.设计方案的确定及工艺流程的说明二.全塔的物料衡算 三.塔板数的确定四.塔的精馏段操作工艺条件及相关物性数据的计算 五.精馏段的汽液负荷计算六.塔和塔板主要工艺结构尺寸的计算 七.塔板负荷性能图筛板塔设计计算结果错误!未定义书签。
22 附属设备的的计算及选型25板式精馏塔设计任务书板式精馏塔的设计选型及相关计算设计计算满足生产要求的板式精馏塔,包括参数选定、塔主题设计、配套设计及相关设计图 2011Administrator09级化工2班xx设计感想26苯-氯苯精馏塔的工艺设计一.设计题目苯-氯苯连续精馏塔的设计二. 设计任务及操作条件1. 进精馏塔的原料液含苯38%(质量%,下同),其余为氯苯;2. 产品含苯不低于97%,釜液苯含量不高于2%;3. 生产能力为96 吨/day(24h)原料液。
4. 操作条件(1)塔顶压强4kPa(表压);(2)进料热状态自选;(3)回流比自选;(4)塔底加热蒸汽压力:0.5MPa(5)单板压降≤0.7kPa。
二.操作条件1.塔顶压强4kPa(表压);2.进料热状况,自选;3.回流比,自选;4.塔底加热蒸汽压力0.5MPa(表压);5.单板压降不大于0.7kPa;三.设备形式:筛板塔四. 有关物性参数相对分子质量:苯:78.11;氯苯:112.56序号 1 2 3 4 5 6 7 8 9 10 11 12 13温度/K 404.85 401.15 394.15 389.55 384.45 379.55 374.05 370.05 365.95 360.65 356.65 355.35 353.25 X 0 0.035 0.102 0.161 0.232 0.315 0.419 0.506 0.608 0.755 0.882 0.92 1Y 0 0.146 0.335 0.464 0.575 0.678 0.77 0.828 0.881 0.935 0.97 0.98 1五. 设计容(一)设计方案的确定及流程说明(二)精馏塔的物料衡算(三)塔板数的确定1、理论塔板数计算2、实际塔板数计算(四)塔体工艺尺寸计算1、塔径的计算2、塔的有效高度计算(五)塔板主要工艺尺寸的计算(1)溢流装置计算(堰长、堰高、弓形降液管宽度和截面积、降液管底隙高度)(2)塔板布置(边缘区宽度确定、开孔区面积计算、筛孔计算及排列)(3)塔板的流体力学验算(4)塔板的负荷性能图(六)设计结果概要或设计一览表(七)辅助设备选型与计算(八)绘制生产工艺流程图及精馏塔的工艺条件图(九)对设计过程的评述和有关问题的分析讨论设计方案此塔为板式塔,通体由不锈钢制造。
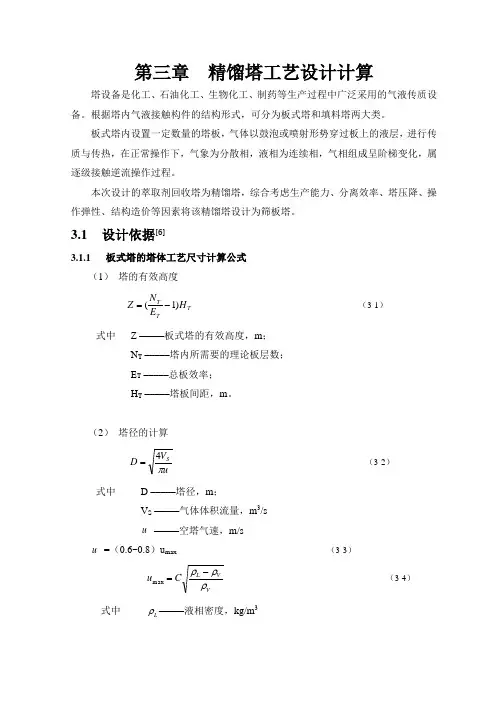
第三章 精馏塔工艺设计计算塔设备是化工、石油化工、生物化工、制药等生产过程中广泛采用的气液传质设备。
根据塔内气液接触构件的结构形式,可分为板式塔和填料塔两大类。
板式塔内设置一定数量的塔板,气体以鼓泡或喷射形势穿过板上的液层,进行传质与传热,在正常操作下,气象为分散相,液相为连续相,气相组成呈阶梯变化,属逐级接触逆流操作过程。
本次设计的萃取剂回收塔为精馏塔,综合考虑生产能力、分离效率、塔压降、操作弹性、结构造价等因素将该精馏塔设计为筛板塔。
3.1 设计依据[6]3.1.1板式塔的塔体工艺尺寸计算公式 (1) 塔的有效高度T TTH E N Z )1(-= (3-1) 式中 Z –––––板式塔的有效高度,m ; N T –––––塔内所需要的理论板层数; E T –––––总板效率; H T –––––塔板间距,m 。
(2) 塔径的计算uV D Sπ4=(3-2) 式中 D –––––塔径,m ;V S –––––气体体积流量,m 3/s u –––––空塔气速,m/su =(0.6~0.8)u max (3-3) VVL Cu ρρρ-=m a x (3-4) 式中 L ρ–––––液相密度,kg/m 3V ρ–––––气相密度,kg/m 3C –––––负荷因子,m/s2.02020⎪⎭⎫⎝⎛=L C C σ (3-5)式中 C –––––操作物系的负荷因子,m/sL σ–––––操作物系的液体表面张力,mN/m 3.1.2板式塔的塔板工艺尺寸计算公式 (1) 溢流装置设计W O W L h h h += (3-6) 式中 L h –––––板上清液层高度,m ; OW h –––––堰上液层高度,m 。
32100084.2⎪⎪⎭⎫⎝⎛=Wh OWl L E h (3-7)式中 h L –––––塔内液体流量,m ; E –––––液流收缩系数,取E=1。
hTf L H A 3600=θ≥3~5 (3-8)006.00-=W h h (3-9) '360000u l L h W h=(3-10)式中 u 0ˊ–––––液体通过底隙时的流速,m/s 。
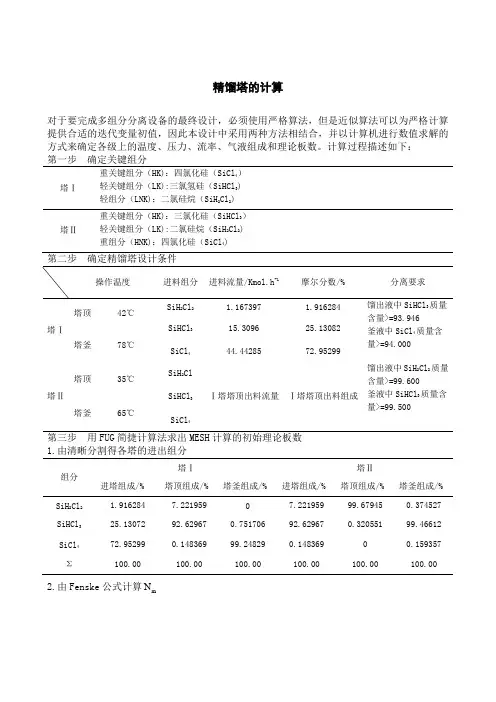
精馏塔的计算对于要完成多组分分离设备的最终设计,必须使用严格算法,但是近似算法可以为严格计算提供合适的迭代变量初值,因此本设计中采用两种方法相结合,并以计算机进行数值求解的方式来确定各级上的温度、压力、流率、气液组成和理论板数。
计算过程描述如下:第一步确定关键组分塔Ⅰ重关键组分(HK):四氯化硅(SiCl4)轻关键组分(LK):三氯氢硅(SiHCl3) 轻组分(LNK):二氯硅烷(SiH2Cl2)塔Ⅱ重关键组分(HK):三氯化硅(SiHCl3)轻关键组分(LK):二氯硅烷(SiH2Cl2) 重组分(HNK):四氯化硅(SiCl4)塔Ⅰ塔顶42℃SiH2Cl2 1.167397 1.916284 馏出液中SiHCl3质量含量>=93.946釜液中SiCl4质量含量>=94.000SiHCl315.3096 25.13082塔釜78℃SiCl444.44285 72.95299塔Ⅱ塔顶35℃SiH2ClⅠ塔塔顶出料流量Ⅰ塔塔顶出料组成馏出液中SiH2Cl2质量含量>=99.600釜液中SiHCl3质量含量>=99.500SiHCl3塔釜65℃SiCl4第三步用FUG简捷计算法求出MESH计算的初始理论板数组分塔Ⅰ塔Ⅱ进塔组成/% 塔顶组成/% 塔釜组成/% 进塔组成/% 塔顶组成/% 塔釜组成/% SiH2Cl2 1.916284 7.221959 0 7.221959 99.67945 0.374527 SiHCl325.13072 92.62967 0.751706 92.62967 0.320551 99.46612 SiCl472.95299 0.148369 99.24829 0.148369 0 0.159357 Σ100.00 100.00 100.00 100.00 100.00 100.002.由Fenske公式计算mNlg lg LK HKLK HKd d w w Nm a-轾骣骣犏琪琪琪琪犏桫桫臌=3.由恩特伍德公式计算最小回流比,,1()i i Fim i i D m m i x q R x R a a q a a q üï=-ï-ï?ýï=ï-ïþåå4.由芬斯克公式计算非清晰分割的物料组成()1i i Nm HK i HK HK f w d w a -=骣琪+琪桫 ,()()1NmHK i i HK HK i NmHK i HKHK d f w d d w a a--骣琪琪桫=骣琪+琪桫5.由Kirkbride 经验式确定进料位置0.2062,,,,HK F LK WR S LK F HK D z x N W N z x D 轾骣骣骣犏琪琪琪=琪犏琪琪桫犏桫桫臌6.由吉利兰关系式计算理论板数即0.56680.750.75Y X=-式中1m R R X R -=+ ,1mN N Y N -=+ 第四步 由MESH 方程计算理论板数 1. 用FUG 简捷计算法得到的理论板数N 和进料位置M 作为初始值,初始化汽液流量j V 和j L 。
精馏塔全塔效率计算公式精馏塔是化工生产中非常重要的设备,用于分离混合物中的不同组分。
而全塔效率则是衡量精馏塔性能的一个关键指标。
要了解精馏塔全塔效率的计算公式,咱们得先弄明白全塔效率到底是个啥。
简单来说,全塔效率就是实际塔板数与理论塔板数的比值。
全塔效率的计算公式通常可以表示为:$E_T = \frac{N_{实际}}{N_{理论}}$ 。
这里的 $E_T$ 就是全塔效率啦。
那怎么去确定实际塔板数和理论塔板数呢?实际塔板数呢,就是咱们在设计或者实际运行中实实在在数出来的塔板数量。
理论塔板数就有点复杂啦,得通过一些复杂的热力学计算和相平衡关系来确定。
我记得有一次在化工厂实习的时候,就碰到了关于精馏塔效率计算的问题。
当时我们小组负责优化一个精馏塔的工艺参数,以提高产品的纯度和产量。
为了计算全塔效率,我们可真是费了好大的劲儿。
我们先收集了各种数据,像温度、压力、流量等等,然后根据混合物的性质和分离要求,运用复杂的公式和图表进行理论塔板数的计算。
这个过程中,数据稍微有点偏差,计算结果就相差很大。
比如说,在测量温度的时候,因为温度计的精度问题,导致温度数据有了一点小误差,结果算出来的理论塔板数就不太准确。
后来我们反复检查、校准仪器,重新测量数据,才得到了比较可靠的结果。
在确定了实际塔板数和理论塔板数之后,代入全塔效率的计算公式,就能得出全塔效率啦。
通过计算全塔效率,我们可以评估精馏塔的性能,找出可能存在的问题,比如塔板结构不合理、操作条件不合适等等。
总之,精馏塔全塔效率的计算公式虽然看起来简单,但是要准确计算和应用,还需要我们对精馏过程有深入的理解,对数据的收集和处理要非常严谨。
只有这样,才能真正发挥全塔效率这个指标的作用,让精馏塔更好地为化工生产服务。
希望通过我的讲解,能让您对精馏塔全塔效率的计算公式有更清楚的认识。
要是在实际应用中遇到问题,别着急,多思考、多尝试,总会找到解决办法的!。

目录1 设计任务书 (1)1.1 设计题目………………………………………………………………………………………………………………………………………………………………………1.2 已知条件………………………………………………………………………………………………………………………………………………………………………1.3设计要求…………………………………………………………………………………………………………………………………………………………………………2 精馏设计方案选定 (1)2.1 精馏方式选择…………………………………………………………………………………………………………………………………………………………………2.2 操作压力的选择…………………………………………………………………………………………………………………………………………………………………2.4 加料方式和加热状态的选择……………………………………………………………………………………………………………………………………………………2.3 塔板形式的选择…………………………………………………………………………………………………………………………………………………………………2.5 再沸器、冷凝器等附属设备的安排……………………………………………………………………………………………………………………………………………2.6 精馏流程示意图…………………………………………………………………………………………………………………………………………………………………3 精馏塔工艺计算 (2)3.1 物料衡算…………………………………………………………………………………………………………………………………………………………………………3.2 精馏工艺条件计算………………………………………………………………………………………………………………………………………………………………3.3热量衡算…………………………………………………………………………………………………………………………………………………………………………4 塔板工艺尺寸设计 (4)4.1 设计板参数………………………………………………………………………………………………………………………………………………………………………4.2 塔径………………………………………………………………………………………………………………………………………………………………………………4.3溢流装置…………………………………………………………………………………………………………………………………………………………………………4.4 塔板布置及浮阀数目与排列……………………………………………………………………………………………………………………………………………………5 流体力学验算 (6)5.1 气相通过塔板的压降……………………………………………………………………………………………………………………………………………………………5.2 淹塔………………………………………………………………………………………………………………………………………………………………………………5.3 雾沫夹带…………………………………………………………………………………………………………………………………………………………………………6 塔板负荷性能图 (7)6.1 雾沫夹带线………………………………………………………………………………………………………………………………………………………………………6.2 液泛线…………………………………………………………………………………………………………………………………………………………………………6.3 液相负荷上限线…………………………………………………………………………………………………………………………………………………………………6.4 漏液线…………………………………………………………………………………………………………………………………………………………………………6.5 液相负荷下限线…………………………………………………………………………………………………………………………………………………………………6.6 负荷性能图………………………………………………………………………………………………………………………………………………………………………7 塔的工艺尺寸设计 (8)8釜温校核 (9)9热量衡算 (9)10接管尺寸设计 (10)符号说明 (10)参考文献 (13)结束语 (13)1.设计任务1.1设计题目:年产8000吨乙醇板式精馏塔工艺设计1.2已知条件:1原料组成:含35%(w/w)乙醇的30度液体,其余为水。
精馏塔的规格如何计算公式精馏塔是一种用于分离液体混合物的设备,通常用于石油化工、化学工业和精细化工等领域。
其主要原理是利用液体混合物中不同成分的沸点差异,通过加热和冷却来使不同成分分离。
精馏塔的规格设计是非常重要的,它直接影响着设备的性能和效率。
在设计精馏塔的规格时,需要考虑到多种因素,包括所需分离效果、流体性质、操作压力和温度等。
精馏塔的规格计算是一个复杂的过程,需要考虑到多种因素。
其中最重要的因素之一是塔板间距。
塔板间距是指在精馏塔内部设置的板块之间的垂直距离。
塔板间距的大小直接影响着塔内的液体和气体流动情况,从而影响着分离效果。
一般来说,塔板间距越小,分离效果越好,但也会增加设备的成本和能耗。
因此,在设计精馏塔的规格时,需要综合考虑分离效果和成本因素,选择合适的塔板间距。
精馏塔的规格计算还需要考虑到气液流体的性质。
在精馏塔内部,气体和液体会进行频繁的传质和传热过程,因此需要考虑到流体的密度、粘度、热导率等性质。
这些性质会直接影响着塔内的流动情况和传热效果,从而影响着分离效果和能耗。
在设计精馏塔的规格时,需要根据实际情况选择合适的流体性质参数,进行流体力学和传热传质计算,确定合理的塔板间距和塔板数量。
除了塔板间距和流体性质,精馏塔的规格计算还需要考虑到操作压力和温度等因素。
在设计精馏塔的规格时,需要根据所处理的液体混合物的成分和性质,确定合理的操作压力和温度范围。
这些参数会直接影响着塔内的气液相平衡和传热传质过程,从而影响着分离效果和能耗。
在确定精馏塔的规格时,需要根据实际情况选择合适的操作压力和温度范围,确保设备能够稳定运行并达到预期的分离效果。
在实际工程中,精馏塔的规格计算是一个复杂的过程,需要综合考虑多种因素。
通常情况下,需要进行流体力学和传热传质计算,确定合理的塔板间距和塔板数量;根据所处理的液体混合物的成分和性质,确定合理的操作压力和温度范围;并综合考虑成本和能耗等因素,选择合适的设备规格。
精馏塔的设计(毕业设计)精馏塔尺⼨设计计算初馏塔的主要任务是分离⼄酸和⽔、醋酸⼄烯,釜液回收的⼄酸作为⽓体分离塔吸收液及物料,塔顶醋酸⼄烯和⽔经冷却后进⾏相分离。
塔顶温度为102℃,塔釜温度为117℃,操作压⼒4kPa。
由于浮阀塔塔板需按⼀定的中⼼距开阀孔,阀孔上覆以可以升降的阀⽚,其结构⽐泡罩塔简单,⽽且⽣产能⼒⼤,效率⾼,弹性⼤。
所以该初馏塔设计为浮阀塔,浮阀选⽤F1型重阀。
在⼯艺过程中,对初馏塔的处理量要求较⼤,塔内液体流量⼤,所以塔板的液流形式选择双流型,以便减少液⾯落差,改善⽓液分布状况。
4.2.1 操作理论板数和操作回流⽐初馏塔精馏过程计算采⽤简捷计算法。
(1)最少理论板数N m系统最少理论板数,即所涉及蒸馏系统(包括塔顶全凝器和塔釜再沸器)在全回流下所需要的全部理论板数,⼀般按Fenske ⽅程[20]求取。
式中x D,l,x D,h——轻、重关键组分在塔顶馏出物(液相或⽓相)中的摩尔分数;x W,l,x W,h——轻、重关键组分在塔釜液相中的摩尔分数;αav——轻、重关键组分在塔内的平均相对挥发度;N m——系统最少平衡级(理论板)数。
塔顶和塔釜的相对挥发度分别为αD=1.78,αW=1.84,则精馏段的平均相对挥发度:由式(4-9)得最少理论板数:初馏塔塔顶有全凝器与塔釜有再沸器,塔的最少理论板数N m应较⼩,则最少理论板数:。
(2)最⼩回流⽐最⼩回流⽐,即在给定条件下以⽆穷多的塔板满⾜分离要求时,所需回流⽐R m,可⽤Underwood法计算。
此法需先求出⼀个Underwood参数θ。
求出θ代⼊式(4-11)即得最⼩回流⽐。
式中——进料(包括⽓、液两相)中i组分的摩尔分数;c——组分个数;αi——i组分的相对挥发度;θ——Underwood参数;——塔顶馏出物中i组分的摩尔分数。
进料状态为泡点液体进料,即q=1。
取塔顶与塔釜温度的加权平均值为进料板温度(即计算温度),则在进料板温度109.04℃下,取组分B(H2O)为基准组分,则各组分的相对挥发度分别为αAB=2.1,αBB=1,αCB=0.93,所以利⽤试差法解得θ=0.9658,并代⼊式(4-11)得(3)操作回流⽐R和操作理论板数N0操作回流⽐与操作理论板数的选⽤取决于操作费⽤与基建投资的权衡。
精馏塔的简洁计算公式精馏塔是一种用于分离液体混合物的设备,通过不同组分的沸点差异来实现分离。
在工程设计和操作中,需要对精馏塔进行计算和分析,以确保其正常运行和达到预期的分离效果。
在本文中,我们将介绍精馏塔的简洁计算公式,帮助读者更好地理解和应用这些公式。
1. 精馏塔的传质效率公式。
精馏塔的传质效率是评价其性能的重要指标之一。
传质效率通常用塔板数或高度来表示,其计算公式如下:N = HETP × (n-1)。
其中,N表示塔板数或塔高度,HETP表示每塔板传质高度,n表示理论板数。
2. 精馏塔的塔板压降公式。
塔板压降是精馏塔运行中需要考虑的重要参数之一。
塔板压降的计算公式如下:ΔP = ρ× g × H × (1-ε) + ΔPv。
其中,ΔP表示塔板压降,ρ表示液体密度,g表示重力加速度,H表示塔板高度,ε表示塔板孔隙率,ΔPv表示气体速度压降。
3. 精馏塔的塔顶温度计算公式。
精馏塔的塔顶温度是其操作中需要重点关注的参数之一。
塔顶温度的计算公式如下:T = T0 + ΔT。
其中,T表示塔顶温度,T0表示进料温度,ΔT表示塔顶降温。
4. 精馏塔的塔板液体高度计算公式。
塔板液体高度是精馏塔操作中需要实时监测和控制的参数之一。
塔板液体高度的计算公式如下:H = H0 + ΔH。
其中,H表示塔板液体高度,H0表示初始液位高度,ΔH表示液位变化量。
5. 精馏塔的塔板塔顶气体速度计算公式。
塔板塔顶气体速度是精馏塔操作中需要关注的参数之一。
塔板塔顶气体速度的计算公式如下:V = Q / A。
其中,V表示塔板塔顶气体速度,Q表示气体流量,A表示塔板横截面积。
总结。
精馏塔是一种重要的分离设备,其性能和操作参数需要通过计算和分析来进行评估和控制。
本文介绍了精馏塔的传质效率、塔板压降、塔顶温度、塔板液体高度和塔板塔顶气体速度的计算公式,希望能对读者有所帮助。
当然,精馏塔的计算和分析涉及到更多的参数和复杂的情况,需要结合具体的工程实际情况进行综合分析和计算。